Книга: Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте
Назад: Пример производства шестерен
Дальше: Как организовать материальный поток
Метод производства, сглаживающий нагрузку
Внедрить систему выровненного производства станет легче, если ясно себе представить, что такое время такта.
Ранее мы сказали, что у модели Corona 800 тыс. компоновок. Однако предположим для простоты, что выпускается только пять модификаций Corona. Назовем их А, Б, В, Г и Д.
Требуемое количество (объем производства) и время такта для этих пяти модификаций приведены в следующей таблице (рис. 10).
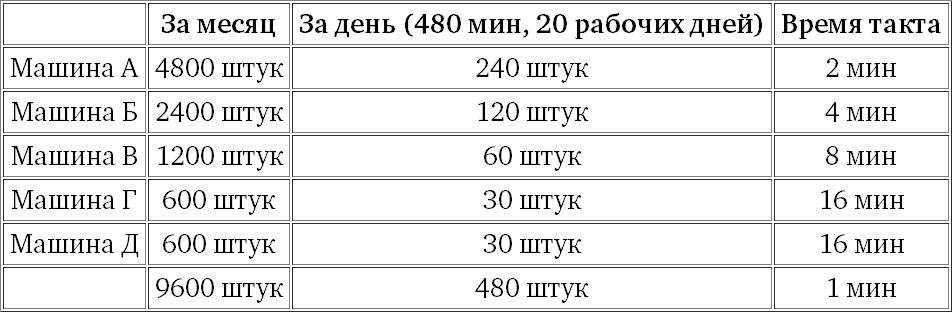
Рис. 10. Требуемое количество и время такта для пяти модификаций автомашины
Чтобы получить время такта, можно использовать следующую упрощенную формулу:
Время цикла (такт) = Дневное время работы/Требуемое число в день (штук).
Нередко мы видим, что в цехах время такта рассчитывается неправильно. Нужно следить за правильностью расчетов.
Ошибки возникают из-за того, что этот показатель рассчитывают по состоянию на данный момент, включая существующую мощность оборудования и трудозатраты. Менеджеры говорят: «У нас такая-то мощность оборудования и столько-то людей. Поэтому мы можем произвести такое-то количество продукции. И мы в состоянии производить одну единицу продукции за столько-то минут».
С точки зрения системы Toyota этот подход совершенно не верен. Исходить нужно из того, сколько единиц продукции вам нужно произвести сегодня. Рассчитать требуемое количество людей можно на основе времени такта, которое, в свою очередь, определяется исходя из требуемого в данный день объема производства. Цель Toyota – выполнять работу с минимальным числом людей. Если кто-то раздумывает над тем, что он сможет сделать при том числе людей, которое у него уже есть, то результатом будут избыточная производственная мощность и потери, связанные с перепроизводством.
Назад: Пример производства шестерен
Дальше: Как организовать материальный поток

