Книга: Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте
Назад: Метод производства, сглаживающий нагрузку
Дальше: Сглаживанию объема работ должен способствовать и план
Как организовать материальный поток
Теперь, когда мы определили время такта, посмотрим, что происходит на реальной сборочной линии.
Предположим, каждая из модификаций А – Д собирается на отдельных, специально выделенных сборочных линиях. Как видно из приводимого ниже рисунка, по линии А машины передвигаются с двухминутным интервалом, но на линии Г одна машина собирается только каждые 16 минут.
Если несколько специализированных линий заменить одной, то поток будет выглядеть так, как это показано в нижней части этого рисунка. На сборочной линии Toyota могут собираться машины одной модели Corona, но автомобили разного цвета, двухдверные или четырехдверные, с левым или правым рулем двигаются по конвейеру вперемежку.
Если у нас работает такая сборочная линия, то мы получаем возможность выровнять производство не только по количеству, но и по видам продукции. Выполнение работ подобным образом на финальной сборочной линии гарантирует выравнивание производства на всех его предыдущих процессах.
Посмотрим еще раз на верхнюю часть этого рисунка. Эти специализированные линии могли бы точно так же быть процессами обработки (или сборки) отдельных деталей. Когда производство на всех этих участках будет выровнено, у занятых на них рабочих будет достаточно работы и ее объем станет постоянным.
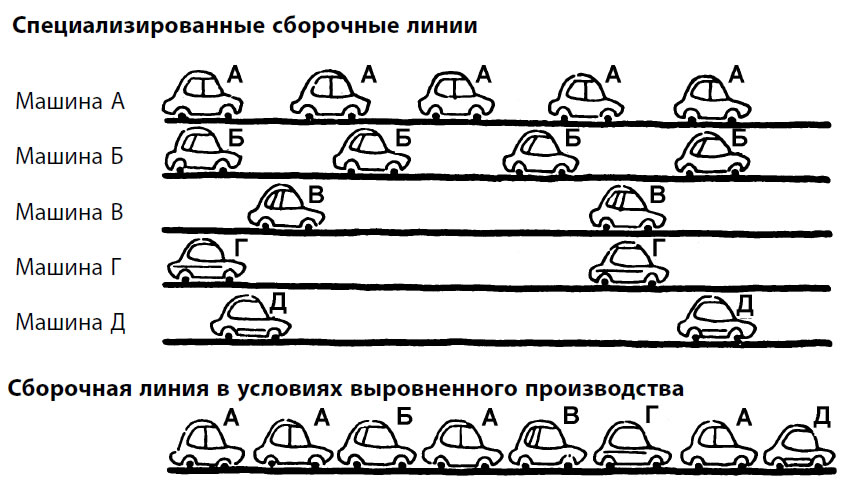
Рис. 11. Выравнивание производства автомобилей
Назад: Метод производства, сглаживающий нагрузку
Дальше: Сглаживанию объема работ должен способствовать и план

