Книга: Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте
Назад: Время такта
Дальше: Метод производства, сглаживающий нагрузку
Пример производства шестерен
В цехе головного завода Toyota один рабочий обслуживает 16 станков, на которых вытачиваются и полируются шестерни. В этом не было бы ничего удивительного, если бы все эти станки, как прядильные машины, совершали идентичные операции. Но у каждого из них своя функция. Один точит, другой режет и строгает и т. д.
Посмотрим, как один рабочий справляется с этой задачей. Во-первых, он берет шестерню, поступающую с предыдущего участка, и устанавливает ее на первом станке. Затем снимает с этого же станка уже обработанную шестерню и кладет ее в желоб, по которому она скатывается к следующему станку.
Потом рабочий переходит от первого станка ко второму и по пути нажимает на кнопку, расположенную между этими станками. В этот момент первый станок начинает свою работу.
Те же манипуляции он совершает и со вторым станком и затем переходит к третьему. По дороге он нажимает на кнопку, и начинает работать второй станок.
Выполняя одно и то же действие снова и снова, он обходит 16 станков по кругу ровно за пять минут. Иными словами, одна шестерня будет готова, когда рабочий обойдет за пять минут эти 16 станков.
Теперь, если нам нужно производить эти шестерни в большом количестве, мы можем приставить по одному рабочему к каждому из 16 станков. Простая арифметика показывает, что одна шестерня будет изготавливаться за 18 секунд с небольшим.
Но если одна машина, в которой используется этот вид шестеренок, продается только каждые пять минут (или, иными словами, время такта составляет в данном случае пять минут), то использовать 16 рабочих не надо.
В этом случае вполне достаточно, чтобы одна шестерня изготавливалась каждые пять минут. Производить больше не имеет смысла.
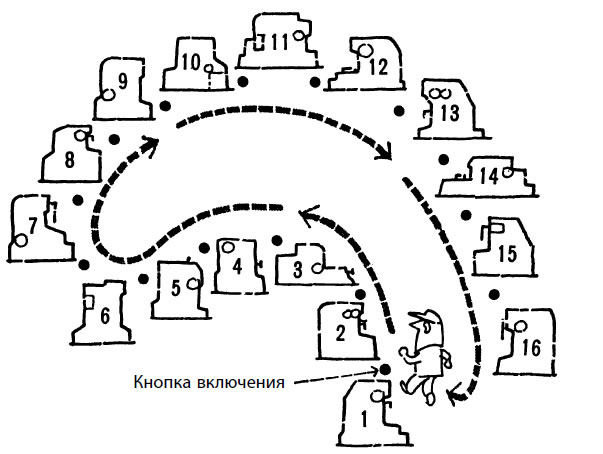
Рис. 9. Обработка шестерни
Назад: Время такта
Дальше: Метод производства, сглаживающий нагрузку

