Ремонтное производство в 1С: ERP
Помимо эксплуатационного ремонта оборудования ряд предприятий предоставляют услуги по ремонту ранее изготовленной ими продукции.
На первый взгляд может показаться, что в ремонтном производстве нет ничего сложного: зная технологию изготовления, можно легко разобрать изделие, заменить поврежденные детали и снова собрать.
Процесс ремонта – это уникальная последовательность технологических операций для приведения ремонтируемого изделия в работоспособное состояние. Осуществление этого процесса предполагает тщательную конструкторскую и технологическую подготовку (разработку рабочих чертежей, технических условий, технологических карт, проектирование и изготовление специальных инструментов и приспособлений, определение потребности в запчастях, материалах, оснастке и инструментах), что так или иначе присуще и процессу изготовления продукции.
Сложность автоматизации ремонтного производства заключается в том, что это задача с высокой степенью неопределенности:
● до начала разборки состав изделия не всегда известен – это характерно для технологически сложных изделий (авиация, машиностроение, двигателестроение и т. п.), где у каждого экземпляра уникальный состав из-за частого изменения конструкторской документации и индивидуальных параметров, запрошенных клиентом при заказе;
● как будет выглядеть ремонт конкретного экземпляра, зависит от результатов разборки и дефектации. Неизвестно, какие детали придется отремонтировать или заменить, пока не будет разобрано полученное в ремонт изделие;
● необходимо заранее планировать закупку материалов и комплектующих с учетом вероятности разных исходов дефектации. Если закупать материалы только под фактические потребности, срок ремонта может затянуться. Планирование закупок по заранее собранной статистике дает возможность минимизировать эти риски и выполнить работу в срок.
Процессы ремонтного производства можно представить в виде двух основных схем:
● Схема «Сначала все разобрать – потом все собрать» (рис. 6.208).
● Сложный ремонтный процесс (рис. 6.209).
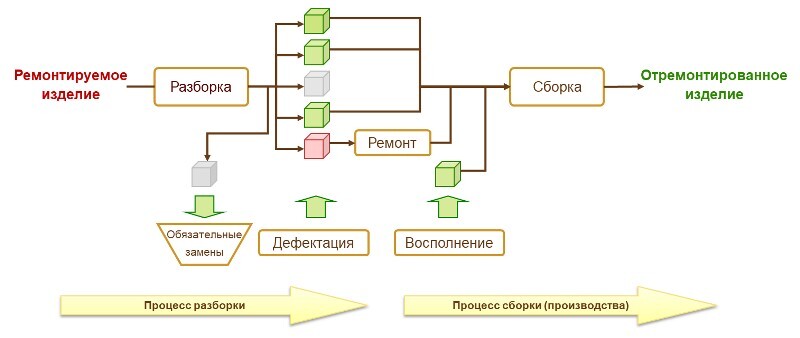
Рис. 6.208. Схема «Сначала все разобрать – потом все собрать»
Особенности учета ремонтного процесса, представленного на рисунке 6.208:
● Необходимо разделять в системе изделие, переданное в ремонт, и отремонтированное.
● Процессы разборки и сборки разведены, и любой из них может существовать отдельно.
При разборке фиксируются комплектующие, появившиеся на выходе в результате разборки. Если какая-то комплектующая требует дальнейшего ремонта, то ремонт отражается в системе. После запуска процесса сборки потребность восполняется либо ранее оприходованными компонентами, либо производством и закупкой новых компонентов.
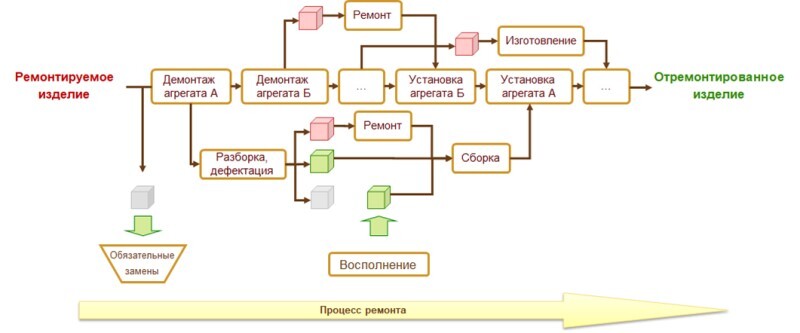
Рис. 6.209. Сложный ремонтный процесс
Сложный ремонт характерен для предприятий машиностроения и по продолжительности может быть сопоставим с изготовлением новой продукции. Как правило, это последовательная разборка узлов и агрегатов с дефектацией (определение годных ДСЕ и дефицитов), потом ремонт и сборка. На этапе дефектации определяются дальнейшие действия для оприходованных комплектующих: хранение годных, изготовление/закупка отсутствующих или ремонт (по аналогичной процедуре).
Особенности учета сложного ремонтного процесса:
● Принятое в ремонт и отремонтированное изделие – одна и та же номенклатура.
● Единый процесс со множеством вложенных подпроцессов ремонта и изготовления.
Прикладное решение обеспечивает автоматизацию процессов ремонтного производства посредством применения одного из пяти вариантов:
● Разборка/сборка.
● Производство работы по ремонту.
● Ремонт с учетом компонентов.
● Ремонт без учета компонентов.
● Ремонт без спецификации.
Применять их можно как готовую схему либо комбинировать в различных вариациях.
Разборка/сборка
Процесс приемки техники в ремонт регистрируется в системе через давальческую схему (рис. 6.210). После того как изделие будет получено, главный диспетчер формирует заказ на разборку. По завершении разборки запускается процесс сборки.

Рис. 6.210. Процесс приемки техники в ремонт через давальческую схему
В справочнике Номенклатура требуется создать два элемента справочника либо две характеристики одного элемента. Для каждой номенклатуры понадобится своя спецификация: первая – на разборку и утилизацию (рис. 6.211), вторая – на сборку, изготовление (рис. 6.212). Тип спецификации выбирается при ее создании (рис. 6.213).
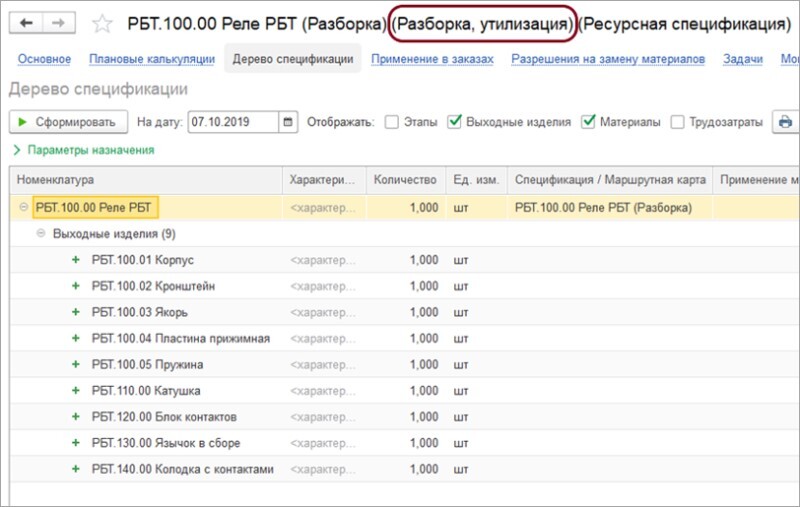
Рис. 6.211. Ресурсные спецификации на разборку
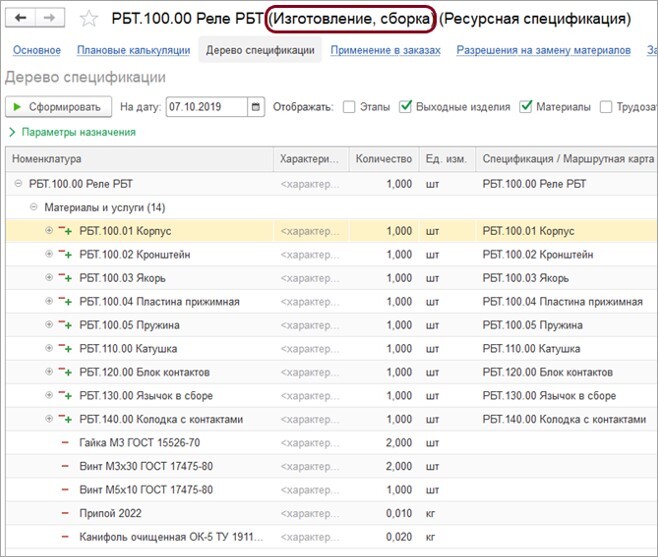
Рис. 6.212. Ресурсные спецификации на сборку
Рис. 6.213. Выбор типа спецификации при ее создании
Потребность в ремонте фиксируется в системе документом Заказ давальца с типом Изготовление (рис. 6.214).
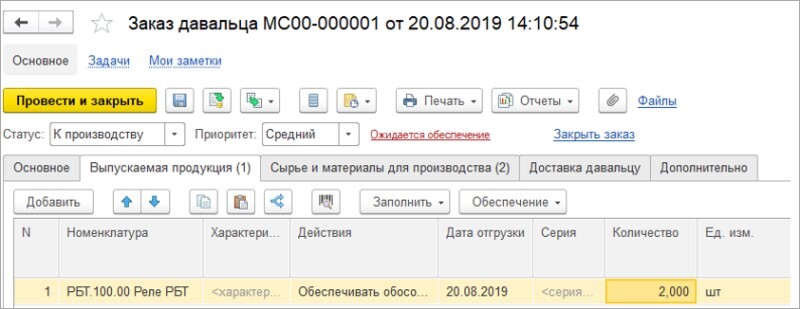
Рис. 6.214. Заказ давальца. Выпускаемая продукция
В качестве сырья может быть передано не только само изделие, но и дополнительные запасные части (рис. 6.215).
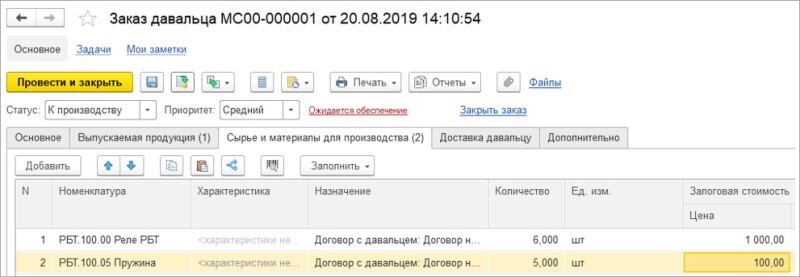
Рис. 6.215. Заказ давальца. Сырье и материалы для производства
На основании заказа давальца создаются два заказа на производство: с типом Разборка и утилизация для полученного сырья (рис. 6.216) и Изготовление, сборка – для производства продукции по заказу (рис. 6.217).
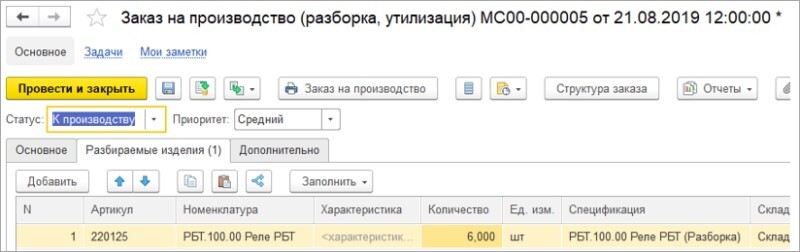
Рис. 6.216. Заказ на производство с типом «Разборка, утилизация»
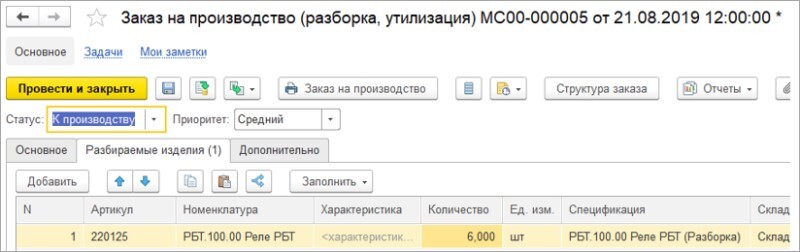
Рис. 6.217. Заказ на производство с типом «Изготовление, сборка»
Для дальнейшей работы по каждому заказу формируются документы Этап производства и выполняются стандартные процедуры отражения факта.
Производство работы по ремонту
Данный вариант применим, если нет необходимости вести материальный учет принятых в ремонт изделий и компонентов, полученных в процессе разборки. Ремонт компонентов может быть также представлен в виде выполняемой работы со своими этапами (рис. 6.218).
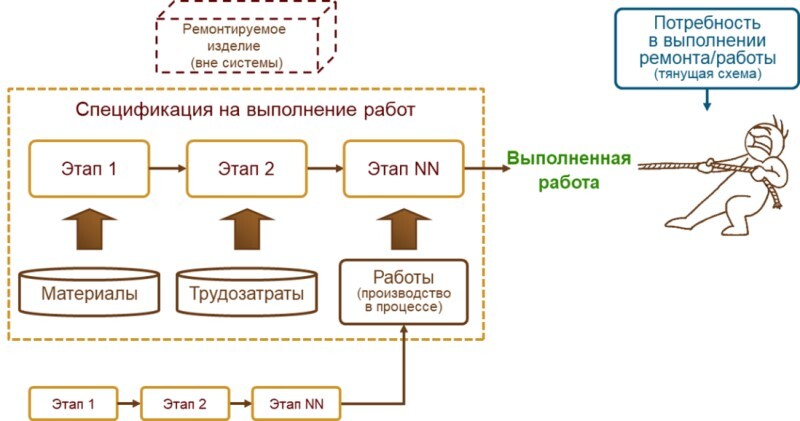
Рис. 6.218. Производство работы по ремонту
В системе создается спецификация на изготовление, в качестве выпускаемой продукции указывается номенклатура с видом Работа (рис. 6.219).
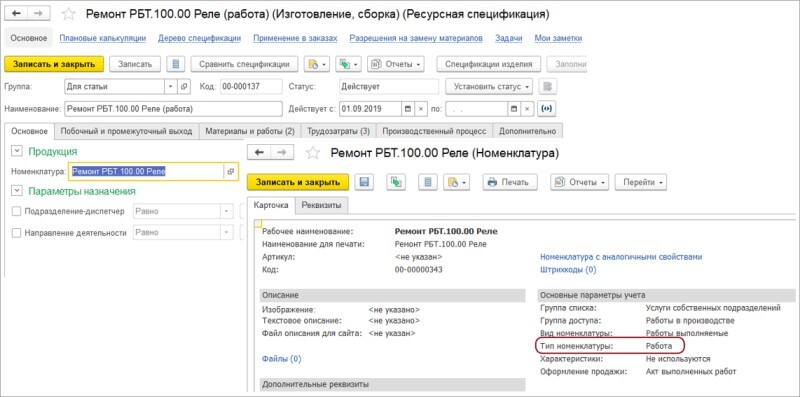
Рис. 6.219. Ресурсная спецификация на производство работы по ремонту
Процесс ремонта в данном случае не отличается от процесса изготовления: для формирования потребности создается Заказ клиента, на основании его формируется Заказ на производство с типом Изготовление, сборка (рис. 6.220).
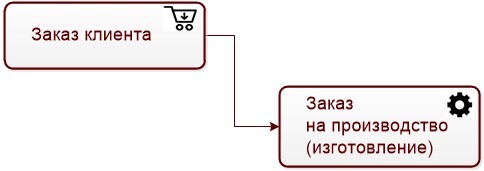
Рис. 6.220. Запуск процесса производства работы по ремонту
Выпущенная работа реализуется клиенту.
Ремонт с учетом компонентов
Данный вариант применим, если требуется вести материальный учет ремонтируемых изделий и компонентов, полученных в процессе разборки (рис. 6.221).

Рис. 6.221. Ремонт с учетом компонентов
Потребность в ремонте фиксирует в системе Заказ давальца с типом Ремонт, на его основании формируется Заказ на производство (рис. 6.222).
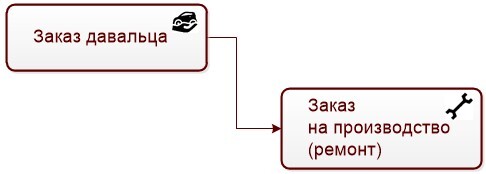
Рис. 6.222. Запуск процесса ремонта с учетом компонентов
Вариант подходит для автоматизации сложного ремонтного процесса.
Рассмотрим сложный процесс ремонтного производства на примере одного из авиастроительных предприятий. Бизнес-процесс предприятия представлен ниже на схеме (рис. 6.223).
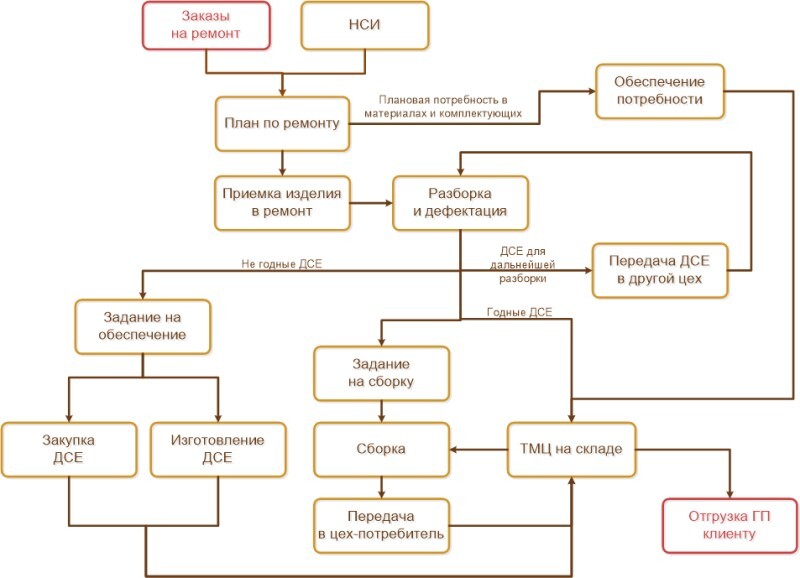
Рис. 6.223. Схема процесса управления ремонтами
Отдел продаж. Отдел продаж получает от клиентов заявки на ремонт ранее закупленной техники. Заявки проходят процедуру согласования и добавляются в план по ремонту.
Отдел снабжения. Чтобы не задерживать ремонт изделия, поступившего на завод, служба снабжения заранее закупает часть материалов и покупных комплектующих. Список такой номенклатуры определяется по ведомостям обязательной замены. Ведомость обязательной замены – это те материалы и ДСЕ, которые потребуется заменять при ремонте в 100 % случаев. Включение ДСЕ в ведомость регламентируется руководством по ремонту изделия.
Производство. Когда техника поступает в ремонт, ее передают в ответственный цех для выполнения ремонтных работ. Процесс ремонта можно условно разделить на две части: разборка и дефектация, ремонт и сборка.
Первый этап – разборка и дефектация
Дефектация – это процесс проверки состояния деталей и узлов через сравнение фактических показателей с данными технической документации.
Основная задача дефектовочных работ – не пропустить на сборку детали, которые нужно заменить, и не отправить в брак годные.
По результатам дефектации составляется акт, в котором содержатся:
● перечень деталей и сборочных единиц (ДСЕ), признанных негодными;
● ДСЕ и узлы, требующие дальнейшей разборки и дефектации;
● годные ДСЕ (это может быть как полный перечень всех ДСЕ, полученных после разборки, так и список, ограниченный основными узлами, хранение которых необходимо проконтролировать).
По каждой негодной ДСЕ определяется способ обеспечения (закупка или изготовление) и создается соответствующее задание. Если необходимая ДСЕ есть на складе, оформляется заявка на передачу в цех для выполнения ремонта и сборки.
ДСЕ и узлы для дальнейшей разборки при необходимости передаются в другой цех, где выполняется аналогичная процедура.
Второй этап – ремонт и сборка
Когда цех получил все запрошенные ДСЕ, он ремонтирует узел и возвращает его отправителю. Эта цепочка повторяется вплоть до изделия, полученного от клиента.
Работы по сборке и ремонту, как правило, сопровождаются маршрутным листом, в котором описываются выполненные работы и фактический расход материалов и ДСЕ.
Отремонтированное изделие передается на склад отгрузки, после чего возвращается клиенту.
Посмотрим, как описанный процесс реализовать в 1С: ERP.
ПРИМЕР № 6.13. Нормативно-справочная информация
Создаем ресурсную спецификацию с типом Ремонт (рис. 6.224). На шагах 1–4 настроим эту ресурсную спецификацию.
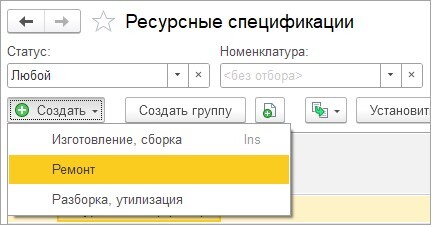
Рис. 6.224. Создание спецификации с типом «Ремонт»
Шаг 1
На закладке Производственный процесс добавляем необходимое количество этапов. В нашем примере это разборка и дефектация, ремонт и сборка (рис. 6.225).
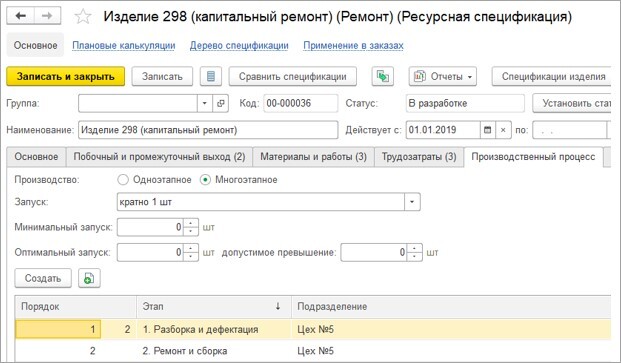
Рис. 6.225. Ресурсная спецификация. Производственный процесс
Шаг 2
На закладке Побочный и промежуточный выход указываем ДСЕ, которые появляются в процессе разборки (рис. 6.226).
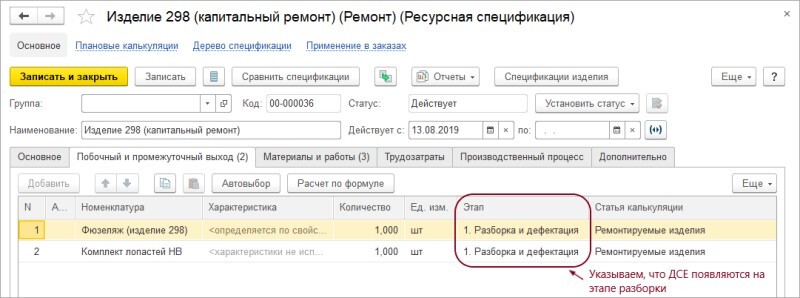
Рис. 6.226. Заполнение побочного выхода в ресурсной спецификации
Решать, насколько полным будет этот список, нужно исходя из количества ДСЕ в составе ремонтируемой техники и требований заказчика к ведению складского учета.
1С: ERP позволяет вести учет как всех комплектующих, вплоть до болта, так и только ключевых узлов, требующих дальнейшего ремонта или учета на складе.
Шаг 3
На закладке Материалы и работы перечисляем ДСЕ и материалы, которые потребуются на этапе сборки (рис. 6.227). К ним относятся:
● ДСЕ, полученные в процессе разборки. Если заранее известно, что ДСЕ тоже должна пройти процедуру дефектации и ремонта (при необходимости), то в способе получения материала следует установить признак Ремонт по спецификации и указать спецификацию;
● ДСЕ и материалы из ведомости обязательной замены.
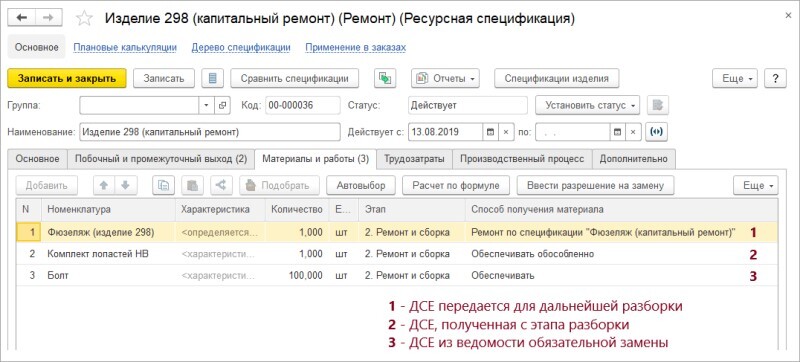
Рис. 6.227. Заполнение списка материалов и ДСЕ для этапа сборки
Многие заводы кроме ведомости обязательной замены планируют закупки с учетом коэффициентов сменности ДСЕ. Этот показатель говорит о том, с какой вероятностью ДСЕ потребуется заменить или отремонтировать.
В 1С: ERP коэффициент сменности можно ввести для любой строки материалов. Для этого нужно заполнить поле Вероятность в форме Применение материала (рис. 6.228).
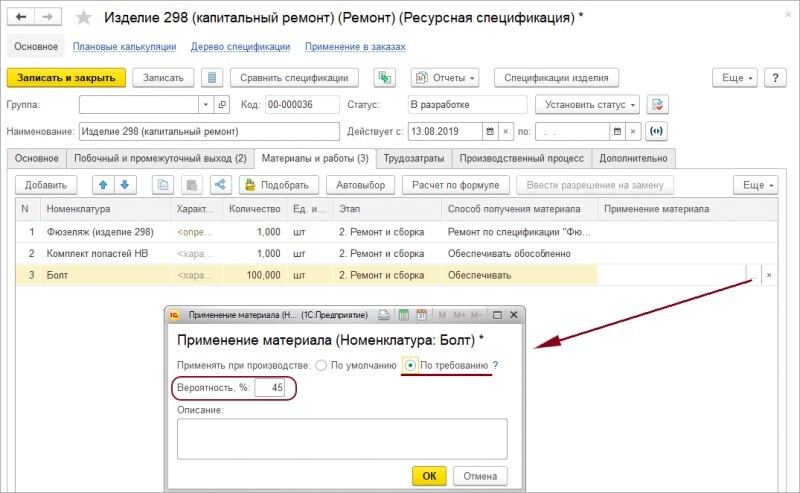
Рис. 6.228. Установка настроек применения материала
Чтобы учесть материалы и ДСЕ при планировании, но в производстве использовать только при необходимости, выбираем способ применения По требованию.
В таком случае в обеспечение этапа производства их можно будет добавить вручную, вызвав команду Подобрать по спецификации.
Шаг 4
На закладке Трудозатраты указываем перечень работ по каждому этапу или по спецификации в целом (рис. 6.229).
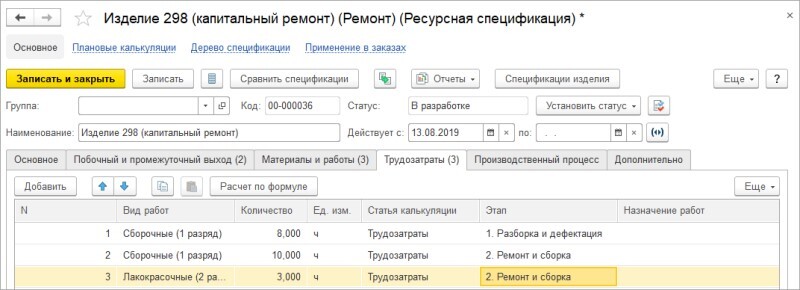
Рис. 6.229. Заполнение плановых трудозатрат
Здесь можно придерживаться тех же правил, что и для материалов, – указывать только постоянные трудозатраты. Работы, возникшие в процессе ремонта, регистрировать уже по факту – в документе Этап производства.
Заказы на ремонт и планирование
В 1С: ERP процесс ремонта техники клиентов регистрируется через документы производства из давальческого сырья.
Шаг 5
В системе создаем документ Заказ давальца с типом Ремонт (рис. 6.230).
На закладке Сырье и материалы для производства указываем номенклатуру, полученную от клиента, на закладке Выпускаемая продукция – номенклатуру, которая получится после ремонта. В нашем случае это один и тот же элемент справочника.
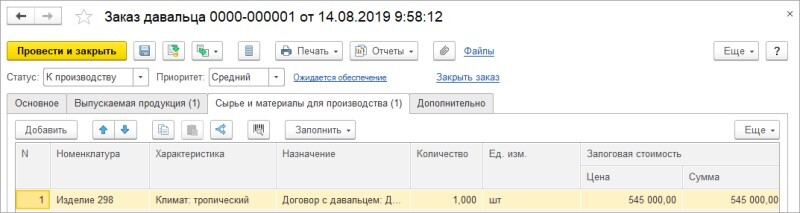
Рис. 6.230. Заказа давальца на ремонт
Шаг 6
Чтобы получить плановую потребность в материалах и комплектующих для ремонта, создаем План производства с отдельным видом и правилом заполнения – По заказам давальцев.
Для автоматического расчета потребности в материалах при планировании производства в сценарии нужно установить признак Расчет потребностей в материалах, видах РЦ и трудовых ресурсах и выбрать подходящую стратегию расчета потребностей (рис. 6.231).
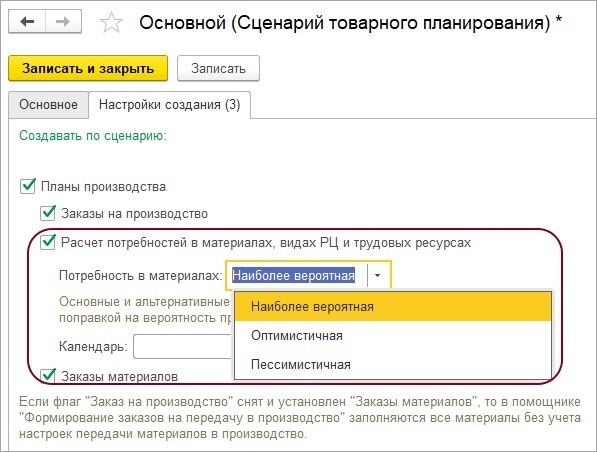
Рис. 6.231. Окно настройки сценария планирования
Ниже описаны правила расчета потребностей в материалах в плане производства в зависимости от выбранной стратегии:
● Наиболее вероятная – все материалы (основные и по требованию) планируются с учетом установленной вероятности.
● Оптимистичная – основные материалы планируются без учета вероятности, материалы По требованию – не планируются.
● Пессимистичная – основные материалы планируются без учета вероятности, материалы По требованию – с учетом вероятности.
Пример с результатами расчета приведен в таблице (рис. 6.232).

Рис. 6.232. Зависимость запланированного количества от настроек ресурсной спецификации
После утверждения «Плана производства» результат расчета можно посмотреть в контекстном отчете «Плановая потребность в материалах» (рис. 6.233).
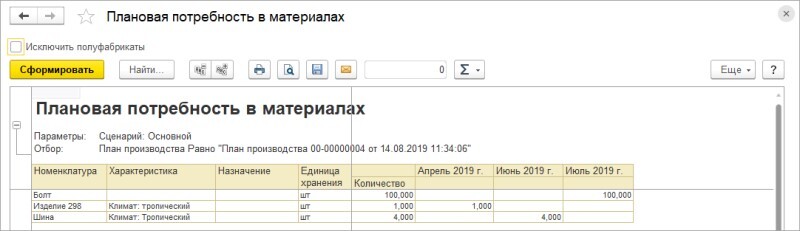
Рис. 6.233. Отчет «Плановая потребность в материалах»
Заблаговременное обеспечение цехов материалами и комплектующими выполняется в рабочем месте Формирование заказов поставщику по планам при наличии заранее сформированного плана закупок с источником типа План производства.
Приемка техники в ремонт
Шаг 7
Чтобы отразить в системе получение техники от клиента, создаем документ Поступление сырья от давальца (рис. 6.234).
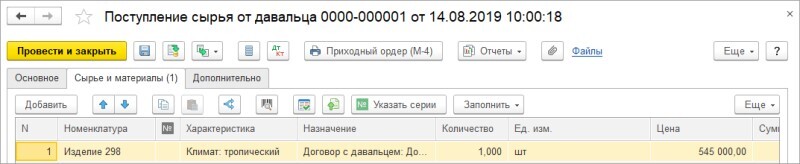
Рис. 6.234. Поступление сырья от давальца
Шаг 8
Для передачи распоряжения о начале ремонтных работ также создаем Заказ на производство. Оба документа (Заказ на производство и Поступление сырья от давальца) могут быть созданы на основании заказа давальца. Из заказа на производство формируем этапы. Для этого нужно перейти в структуру заказа и нажать кнопку Сформировать (рис. 6.235, 6.236).
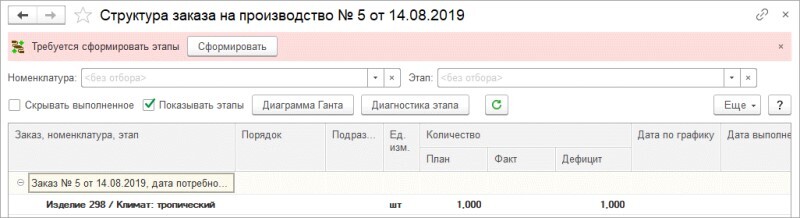
Рис. 6.235. Структура заказа. Команда для формирования цепочки этапов
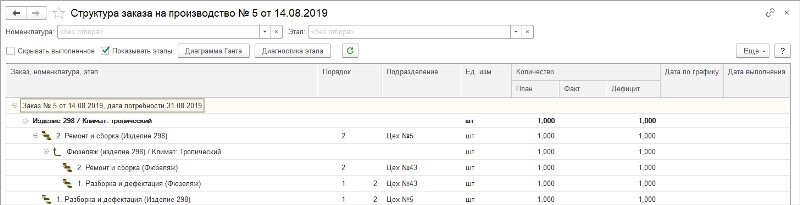
Рис. 6.236. Сформированная структура заказа
Дефектация и ремонт изделия
Для отражения в системе результатов дефектации выполняем шаги 9, 10 и 11.
Шаг 9
В этапе «1. Разборка и дефектация» на закладке Выпуск указываем все ДСЕ, которые должны появиться на складе после разборки (рис. 6.237).
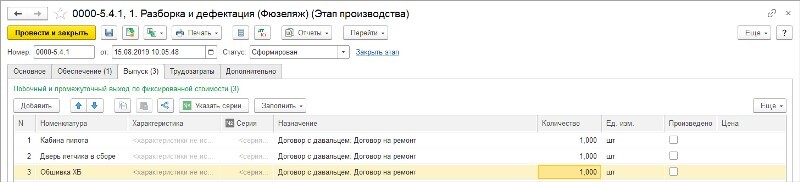
Рис. 6.237. Результат заполнения табличной части «Выпуск» в этапе на разборку
В нашем примере в ресурсной спецификации материалы и работы заполнены не были, поэтому заполняем табличную часть вручную.
Чтобы исключить возможность использования полученных ДСЕ в других целях (например, на изготовление новой продукции), к колонке Назначение нужно указать назначение – договор, по которому производится ремонт.
Негодные или отсутствующие ДСЕ, добавленные автоматически из ресурсной спецификации, из табличной части необходимо удалить или отменить.
Шаг 10
В этапе «2. Ремонт и сборка» на закладке Обеспечение указываем ДСЕ, которые потребуются для сборки (рис. 6.238).
Здесь должны быть все ДСЕ, что будут выпущены на этапе 1, и те, которые были признаны негодными или отсутствовали при дефектации.
Для ДСЕ, которые требуется отремонтировать, устанавливаем признак Производится в процессе и указываем спецификацию на ремонт. В нашем примере это «Кабина пилота» и «Обшивка ХБ».
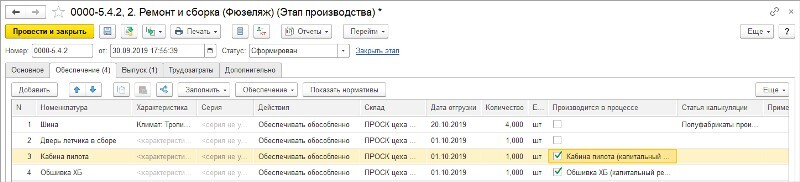
Рис. 6.238. Результат заполнения табличной части «Обеспечение» в этапе на сборку
Шаг 11
После того как результаты дефектации внесены в систему, этапы необходимо доформировать. Эта операция станет доступна в структуре этапов, если была добавлена хотя бы одна строка с пометкой Производится в процессе (рис. 6.239).
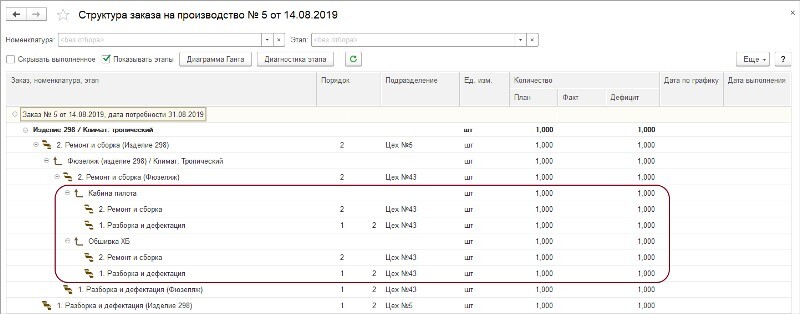
Рис. 6.239. Обновленная структура заказа
В системе появились новые этапы производства для добавленных ДСЕ, требующих ремонта.
Ремонт комплектующих
Шаг 12
Ремонт комплектующих оформляется в системе по той же схеме, что и принятое в ремонт изделие: сначала выполняется этап разборки и дефектации с выпуском комплектующих (если необходимо), потом – этап ремонта и сборки.
Если ДСЕ ремонтируются в другом цехе, после разборки для них создается документ передачи. Действие доступно на основании документа Этап производства и в рабочем месте Накладные к оформлению.
После завершения сборки мастер цеха закрывает Этап производства и оформляет передачу в цех-потребитель (рис. 6.240).
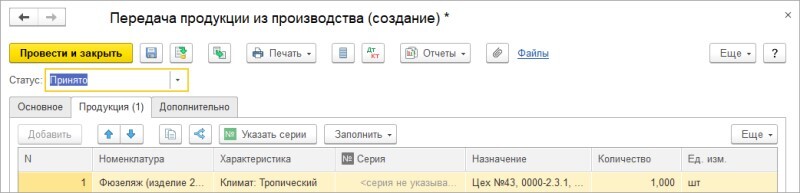
Рис. 6.240. Документ «Передача продукции из производства»
Изготовление в процессе ремонта
Рассмотрим случай, когда в процессе дефектации выясняется, что ДСЕ не может быть отремонтирована.
Шаг 13
Например, при дефектации детали «Обшивка ХБ» определили, что требуется ее заменить на новую. Тогда в этапе по ремонту и сборке обшивки ХБ на закладке Обеспечение добавляем ее же в табличную часть, указав способ обеспечения: Обеспечивать или Обеспечивать обособленно (рис. 6.241).

Рис. 6.241. В этапе по ремонту и сборке «Обшивки ХБ» указываем, что требуется новая «Обшивка ХБ»
При этом в системе появится потребность в данной ДСЕ. Она отразится в рабочем месте по формированию заказов по потребностям. В зависимости от настроенного способа обеспечения потребности система предложит создать заказ поставщику либо заказ на производство.
Другой случай: при дефектации узла зафиксировали, что ДСЕ отсутствует.
Если ДСЕ была указана в спецификации, в этапе дефектации ее следует удалить или отменить выпуск с указанием причины, но оставить в этапе сборки, указав спецификацию на изготовление (рис. 6.242).
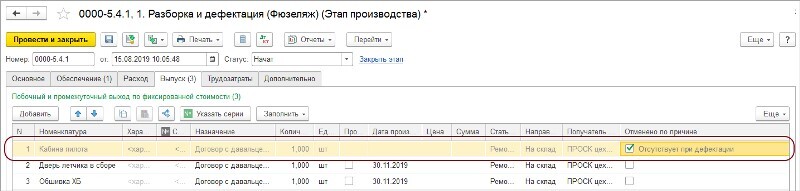
Рис. 6.242. В этапе дефектации отменяем ДСЕ
Если ДСЕ не была указана в спецификации узла, то в этапе «2. Ремонт и сборка» ее необходимо добавить на закладку Обеспечение (рис. 6.243).
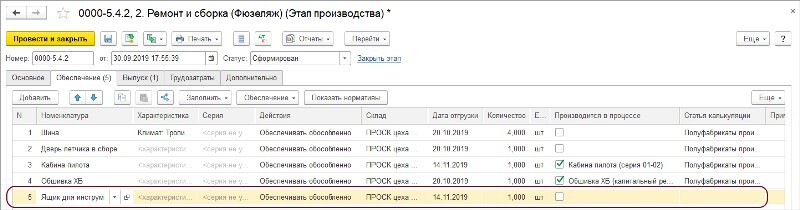
Рис. 6.243. В этапе по сборке добавляем ДСЕ, которая отсутствует
Чтобы этапы по изготовлению доформировались в общем дереве ремонта, устанавливаем признак Производится в процессе и выбираем спецификацию на изготовление. Если этого не требуется, оставляем значения пустыми. Тогда запустить изготовление ДСЕ можно будет через рабочее место Формирование заказов по потребностям.
Отгрузка клиенту и закрытие заказов
Шаг 14
После завершения ремонта закрываем Заказ на производство. Система проверит, что все этапы закрыты, а ДСЕ потреблены. Проверка производится только по этапам из структуры заказа. ДСЕ, запущенные отдельными заказами на производство, в проверке не участвуют.
Шаг 15
Теперь можно отгружать отремонтированное изделие заказчику:
1. В документе Заказ давальца устанавливаем статус: К отгрузке или Закрыт.
2. Создаем на его основании документ Передача давальцу.
Ремонт без учета компонентов
Данный вариант применим, если требуется учет ремонтируемого изделия без материального учета его компонентов. Вариант является гибридом варианта «Ремонт с учетом компонентов» и варианта «Производство работы по ремонту», рис. 6.244.
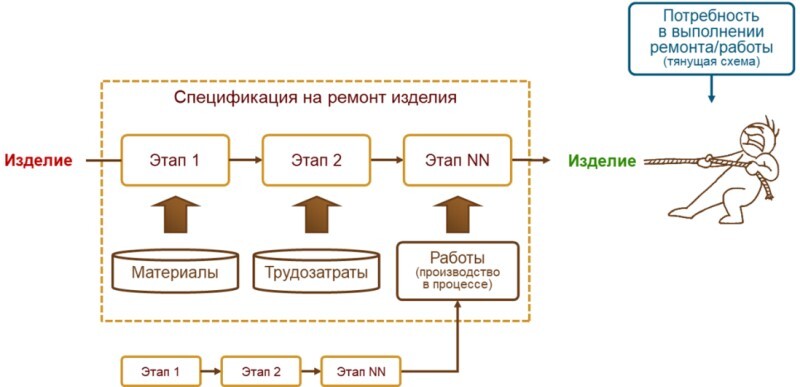
Рис. 6.244. Ремонт без учета компонентов
Для изделия создается спецификация с видом Ремонт. Побочный выход в процессе разборки не фиксируется, ремонт компонентов представляется в виде работ, произведенных в процессе (работы указываются на закладке Материалы и работы), рис. 6.245. Ресурсная спецификация на изготовление должна быть для каждой работы.
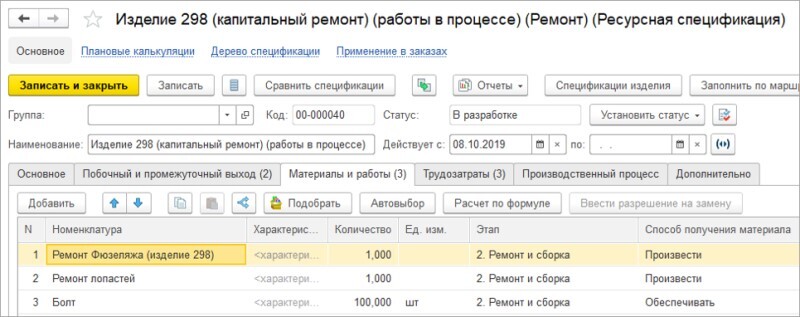
Рис. 6.245. Ресурсная спецификация на работы по ремонту компонентов
Ремонт без спецификации
Работа в ручном режиме. Такой вариант стоит рассматривать, когда НСИ на ремонт отсутствует либо нужно отразить выполнение ремонта по факту выполнения.
Создается заказ на производство с типом Ремонт, в строке ремонтируемого изделия спецификацию оставляем пустой (рис. 6.246).
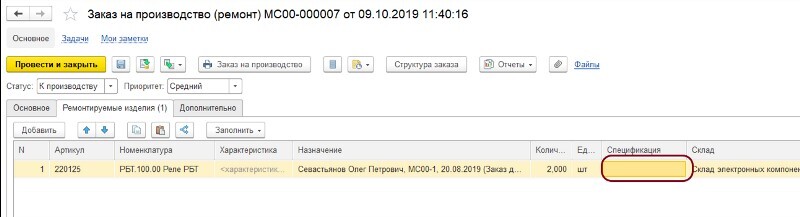
Рис. 6.246. Заказ на производство без указания спецификации
Этапы производства создаются в структуре заказа – по гиперссылке Создать этапы или по команде Изменить цепочку этапов (рис. 6.247, 6.248).
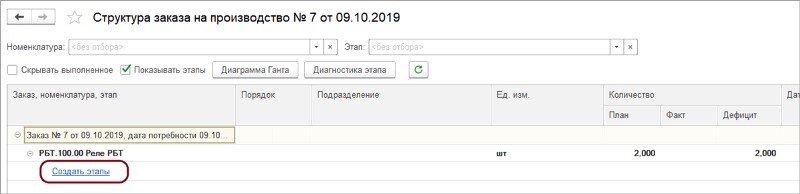
Рис. 6.247. Ручное создание этапов производства
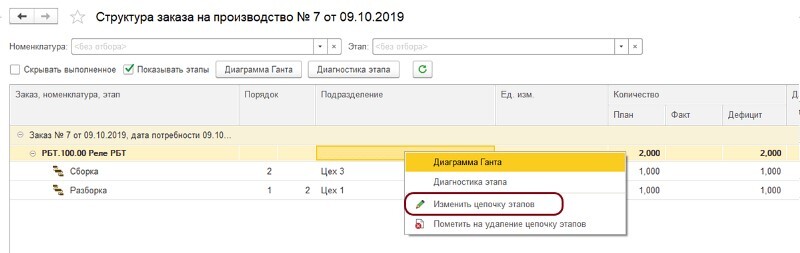
Рис. 6.248. Редактирование цепочки этапов
Таким образом, поддержка ремонтного производства осуществляется в 1С: ERP в рамках общих процессов управления и планирования производства.

