Книга: Отопление и водоснабжение вашего дома
Назад: Медные трубопроводы
Дальше: Трубопроводы из ПВХ и ХПВХ
Полимерные, или пластиковые, трубопроводы
Одной из главных проблем современного строительства, как жилого, так и производственного назначения, являются коммуникации: их надежность, долговечность, экономичность.
В настоящее время, взамен морально устаревших систем из стали и чугуна широко применяются пластики в разнообразной форме. Развитие этого направления идет и в инженерных системах по водоснабжению, отоплению, канализации, дренажу, пневматике и т. д. Например, для холодного водопровода — из полиэтилена, для горячей воды — из полипропилена, для канализации — из более дешевого ПВХ. Полиэтилен и полипропилен считаются безопасными для здоровья. Стоимость таких труб гораздо ниже, чем стальных, а служат они ненамного меньше, примерно 15 лет. Еще одним плюсом можно считать отсутствие в воде из пластикового водопровода ржавчины и металлического привкуса.
Достоинства полипропиленовых труб:
❐ высокий срок службы (гарантия до 50 лет от производителя);
❐ отсутствие ржавчины и наростов;
❐ низкая стоимость;
❐ возможность установки вентилей (кранов) посредствам впаивания в промежуток между трубами, не используя резьбовые соединения;
❐ наличие клипсов для крепления к стене;
❐ возможность заделки под штукатурку всей конструкции — обусловлено отсутствием необходимости регламентных работ.
Недостатки:
❐ требуют специального инструмента — паяльного аппарата;
❐ неразборность конструкции. Если при монтаже получился брак, разобрать и переделать не возможно. Можно только вырезать бракованный кусок и собирать заново.
Полипропиленовые трубы.
Материал, из которого состоят полипропиленовые трубы, обладает всеми необходимыми физическими свойствами для использования в водопроводных системах, а его гигиенические свойства делают полипропиленовые трубы наиболее оптимальными для транспортировки технической и питьевой воды, холодной и горячей воды, для монтажа отопительных систем и систем теплых полов. Полипропилен и, соответственно, полипропиленовые трубы при хорошей пластичности материала имеют достаточно высокие показатели прочности. Благодаря специфическим химическим свойствам материала полипропиленовые трубы не подвергаются коррозии и нарастанию солевых и известковых отложений внутри трубы, что со временем значительно уменьшает проводящую способность металлических труб. С экологической точки зрения полипропиленовые трубы также превосходят металлические: полипропилен нетоксичен и совершенно безопасен для здоровья человека и окружающей среды, а транспортируемая вода полностью сохраняет свои качества.
Полипропилен отлично справляется с перепадами температур и давления, в том числе гидравлическими ударами. Специально вводимые, предусмотренные технологическим процессом, добавки и стабилизаторы придают материалу устойчивость: даже при минусовой температуре замерзшая вода не «рвет» полипропиленовые трубы, а при транспортировке горячей воды благодаря низкой теплопроводности полипропилена потери тепла значительно меньше, чем у металлических труб. Полипропиленовые трубы бывают обычными и фольгированными. Они очень просты и удобны в монтаже с помощью соединительных фитингов, которые позволят создать систему самой высокой сложности с наименьшими потерями сил и времени. Полипропиленовые трубы и фитинги имеют массу в несколько раз меньше, чем стальные, бесшумны. Причем фитинги позволяют как полностью заменить или установить водопроводные коммуникации из полипропиленовых труб, так и частично заменить некоторые участки изношенных металлических труб. Еще одно немаловажное преимущество — полипропиленовые трубы экономически более выгодны, чем металлические. Полипропиленовые трубы отличаются максимальной надежностью и долговечностью. Современные производители полипропиленовых труб гарантируют их безупречный срок службы в течение 30 лет для горячей воды и более 50 лет — для холодной. Причем на протяжении всего срока эксплуатации полипропиленовые трубы и системы водоснабжения на их основе не требуют проведения различных профилактических работ (зачистки или замены). Монтаж ведется в основном при помощи ножниц для резки (можно использовать ножовку) и паяльного аппарата.

Аппаратура для сварки полипропиленовых труб.
Сегодня рынок предлагает достаточно широкий ассортимент аппаратуры для сварки полипропиленовых труб. Поэтому; приобретая сварочный аппарат, необходимо обратить внимание на следующие основные моменты:
1. Диапазон размеров труб, с которым вы намерены работать. В идеальном варианте комплект аппарата должен содержать тефлоновые насадки тех размеров, которые вам необходимы. В противном случае озаботьтесь заблаговременно приобрести нужную вам, но отсутствующую в комплекте насадку (например, под трубу диаметром 16 мм).
2. Мощность. Если диаметр труб, с которыми вы собираетесь работать, не превышает 63 мм (а этого достаточно, чтобы смонтировать в доме и водопровод, и отопление), то мощность аппарата должна быть около 750 Вт.
3. Наличие терморегулятора. Оптимальная температура для спайки труб — 270 °C. Аппараты с терморегуляторами поддерживают именно эту температуру. Если терморегулятор отсутствует, вам придется контролировать температуру нагревательного элемента градусником.
4. Цена. Понятно, что дешевый аппарат хорошим не будет. Импортные аппараты европейского производства, конечно, дороже китайских или отечественных, но качество тефлонового покрытия на насадках у них лучше. Неплохо зарекомендовал себя российский аппарат СА-20/63 (сварочный аппарат для труб диаметром от 20 до 63 мм).
Многие строительные компании и частные строители уже давно оценили легкость монтажа и удобство эксплуатации полипропиленовых труб — теперь можно забыть о тяжелых металлических трубах, недостатки которых всем давно известны.
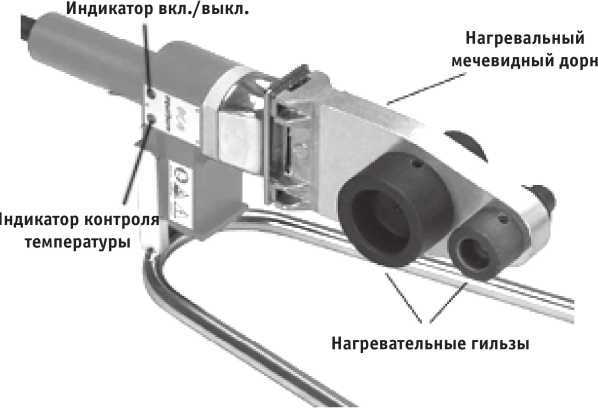
Устройство для сварки полипропиленовых труб.
Сварочный аппарат состоит из трех функциональных частей:
• ТЭНа — нагревательной пластины с размещенным внутри нагревательным элементом;
• блока управления (включатели, температурное реле, индикаторы);
• сменных насадок; предназначенных для нагрева труб и фитингов, крепятся попарно болтами к нагревательной пластине, через отверстия пластины.
Сменные насадки изготовлены из алюминиевого сплава с антиадгезионным тефлоновым покрытием. В металлическом корпусе расположены элементы блока управления. Температура, при которой обеспечена длительная работоспособность тефлонового покрытия насадок, — не более 260 °C. Превышение температуры ведет к сокращению срока службы насадок.
Полипропиленовые трубы используются в инженерных системах жилых домов и производственных зданий, в системах горячего и холодного водоснабжения и отопления.
Полипропиленовые и комбинированные фитинги позволяют надежно монтировать полипропиленовые трубы и легко заменять их, если возникнет такая необходимость.
Полипропиленовые трубы можно использовать при ремонте систем из стальных труб, для замены поврежденных участков.
Полипропиленовые трубы экологически безопасны, не подвержены коррозии, абсолютно бесшумны. И потому в современном строительстве выбор все чаще делается в пользу этого легкого, надежного и практичного материала.
Для монтажа пластикового водопровода из полипропилена и поливинилхлорида (ПВХ) необходимы трубы, инструменты и фитинги.
Фитинги (от англ, «прилаживать», «монтировать», «собирать») — это конструктивные элементы трубопровода, предназначенные для соединения труб между собой, в том числе и труб разного диаметра, для создания разветвлений, поворотов трубопровода, для подсоединения к сантехническому оборудованию, крепления и т. д. Классификации фитингов достаточно условны, однако позволяют без особого труда определить область их применения.
По материалам, из которых они выполнены, различают:
— монополимерные фитинги, целиком состоящие из полимера;
— комбинированные — часть конструкции выполнена из полимера, часть из металла (как правило, это резьбовые элементы).


Подготовка к работе сварочного аппарата.
Вручную навинтить и затянуть сварочные инструменты в холодном состоянии.
Перед сваркой распределительных блоков, когда одновременно свариваются два соединения, сварочные насадки необходимо поместить в соответствующие отверстия наконечника сварочного аппарата. Сварочные инструменты должны быть чистыми, перед установкой следует проверить их чистоту. В случае необходимости нагревательную гильзу и нагревательный дорн надо очистить неволокнистой грубой бумажной салфеткой, смоченной в спирте.
Сварочные инструменты всегда необходимо устанавливать такг чтобы их поверхность не выходила за край наконечника сварочного аппарата. Сварочные инструменты, начиная с диаметра 40 мм, всегда следует устанавливать на задних отверстиях наконечника сварочного аппарата.
Включить сварочный прибор и проконтролировать, горит ли индикатор на кнопке включения. В зависимости от температуры окружающей среды нагрев наконечника сварочного аппарата длится 10–30 мин. Во время фазы нагревания винт сварочных инструментов нужно затянуть. При этом следует обратить внимание на то, чтобы насадки всей своей поверхностью прилегали к наконечнику сварочного аппарата. Не разрешается применять клещи или другие неприспособленные инструменты, чтобы не повредить покрытие сварочных инструментов.
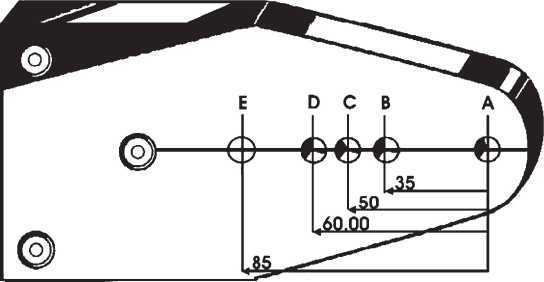
Наконечник сварочного аппарата.
Рабочая температура при сварке полипропилена — 260 °C при сварке полиэтилена — 220 °C.
Перед включением аппарата в электрическую сеть проверьте соответствие в сети тому, что указано на маркировке электрического сварочного аппарата. Перед началом сварки необходимо проверить температуру сварочного инструмента. Контроль производится с помощью прибора быстрого измерения температуры поверхности или специального индикатора температуры изменяющего окраску. Для первичного нагрева [или для постоянной работы] необходимо установить аппарат в соответствии с инструкцией, закрепить шестигранными ключами необходимые нагревательные насадки на нагревательной пластине, установить на термореле температуру, соответствующую рекомендуемой температуре сварки. Подключить сварочный аппарат к сети и включить аппарат клавишным включателем. При наличии двух клавиш каждая включает одну независимую обмотку. При наличие напряжения питания загорятся индикаторы включения и нагрева. При достижении установленной на термореле температуре индикаторы включения гаснут и загораются индикаторы в клавишах, что означает, что аппарат к работе готов. Во избежание механических повреждений корпуса аппарата и насадок при эксплуатации необходимо обращаться с ними бережно, не подвергая их удару. Перед началом работы фитинги нужно очистить от остатков пластмассы сухой тканью или деревянной лопаточкой. До нагрева фитингов желательно провести обезжиривание их поверхности ацетоном.
Нельзя очищать сменные насадки с помощью металлических предметов или любых средств, которые могут повредить тефлоновую поверхность.
Монополимерные фитинги предназначены для соединения полимерных труб между собой (муфты), а также выполнения разводки трубопровода (уголки или колена, тройники, крестовины, скобы и компенсаторы) методом сварки.
Комбинированные фитинги позволяют соединять пластиковые трубы с любыми сантехническими конструкциями благодаря наличию металлической резьбы любых доступных размеров, как внутренней, так и наружной.
❐ При смене насадки на нагретом приборе после нагревания необходимо повторно проконтролировать рабочую температуру сварочного инструмента.
❐ Если сварочный прибор на время больших перерывов выключается, то необходимо повторить процесс нагревания.
❐ По окончании сварочных работ надо выключить прибор и дать ему остыть. Категорически запрещается охлаждать прибор водой, это приведет к выходу из строя термосопротивления.
❐ Не допускайте загрязнения сварочных приборов и инструментов. Пригоревшие частицы могут стать причиной некачественной сварки.
❐ Инструменты можно очищать бумажными салфетками. Сварочные инструменты всегда должны быть сухими.
❐ Поврежденные и загрязненные сварочные инструменты необходимо заменить в обязательном порядке, так как только исправные инструменты гарантируют безупречность сварных соединений.
❐ Запрещается разбирать и самостоятельно ремонтировать неисправные приборы. При обнаружении неисправности прибор следует отправить на завод для ремонта.
❐ Необходимо регулярно проверять рабочую температуру сварочных приборов при помощи соответствующих измерительных приборов или поручать проведение таких проверок специалистам.
.
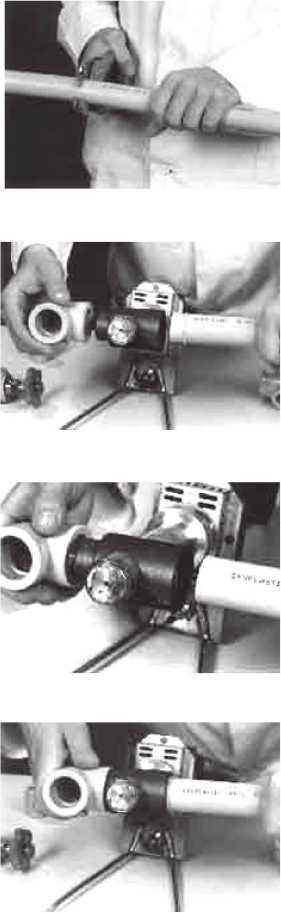

Последовательность сварки полипропиленовых труб.
Труба и фитинг подготавливаются к сварке. Труба обрезается перпендикулярно продольной оси. Трубу и фитинг обезжиривают ацетоном. От торца трубы, предназначенного для сварки, отмеряют глубину насадки минус два миллиметра и отмечают фломастером. Одновременно надвигают фитинг на насадку-дорн, а трубу вдвигают в муфтовую насадку так, чтобы продольные оси трубы и фитинга совпали с продольной осью насадок.
Как только фитинг войдет в насадку до конца, начинайте отсчет. Для труб диаметром 20 мм — это пять секунд, для 25 мм — семь, для 32 мм — восемь, для 40 мм — двенадцать, для 50 мм — восемнадцать, для 63 мм — двадцать четыре секунды. Одновременно со счетом, если труба не вошла в насадку до отметки, которую вы нанесли, продолжайте ее вводить. Трубу нежелательно вводить до упора насадки, поскольку в этом случае нагрев торца трубы будет усилен, а протяженность внешнего слоя пластика, «снятого» с трубы, будет соответствовать протяженности внутренней «развальцовки» фитинга! что может привести при соединении деталей к образованию внутреннего валика, частично или полностью закрывающего просвет водопровода в месте соединения.
Если свариваются трубы PN 10, то желательнее вводить трубу на пару секунд позже, чем фитинг.
По окончании нагрева детали снимаются с насадок. В течение технологической паузы требуется соединить и зафиксировать детали. По окончании этой паузы запрещено взаимно перемещать фитинг и трубу.
Время охлаждения — необходимая пауза до восстановления механических свойств пластмассовых деталей. В течение этого времени запрещено создавать какие-бы то ни было нагрузки на соединение. По окончании цикла остывания допускается приступать к сварке следующего соединения или к установке изделия на штатное место.
Такие фитинги удобны и при сборке пластиковых труб между собой, когда вам необходимо создать разборное, а не монолитное соединение. Комбинированные фитинги могут использоваться и как элемент разводки, поскольку имеются комбинированные колена, тройники.
Условно комбинированные фитинги можно разделить на два вида:
— с неподвижными резьбовыми элементами (металлическая резьбовая конструкция «залита» в пластик);
— с подвижными резьбовыми соединениями — такие фитинги имеют или накидную гайку с внутренней резьбой, или разъемную муфту как с внутренней, так и с наружной резьбой.
Как монополимерные, так и комбинированные фитинги могут быть переходными, в таком случае на вход и выход такого фитинга присоединяются трубы разного диаметра.
Кроме соединительных элементов, к фитингам относят и комбинированную запорную арматуру (прямоточные и шаровые пластиковые краны).
В отличие от полипропиленовых конструкций фитинги из ПВХ и ХПВХ чаще всего имеют пластиковые резьбовые элементы.
Основными инструментами, необходимыми для монтажа трубопровода из полипропилена являются ножницы для резки труб и сварочный аппарат.
Если планируется использование армированных полипропиленовых труб (PN 25), то понадобится зачистной инструмент. Он может быть как для ручной заточки, так и в виде насадки на дрель, и бывает разных размеров (для труб 20–25 мм, 32–40 мм, 50–63 мм).
Для резки труб можно, конечно, воспользоваться и ножовкой по металлу, но после резки вам долго придется зачищать торец трубы от заусенцев и шероховатостей. Да и перерезать трубу перпендикулярно ее продольной оси специальными ножницами гораздо проще. 0 затраченном времени и говорить не приходится.
Критерии правильной сварки:
а) продольная ось фитинга совпадает с продольной осью трубы (нет «кривой» сварки);
б) с внешней стороны из-под места контакта фитинга с трубой выдавлено небольшое количество пластика в виде ровного круга;
в) с внутренней стороны в просвет трубы не свисает расплавленный пластик;
г) нет щелей между трубой и фитингом.
Необходимо помнить, что:
— свариваемые поверхности должны быть чистыми и обезжиренными;
— на свариваемых поверхностях не должно быть влаги;
— не стоит проводить сварку при температуре 5 °C и ниже;
— у труб диаметром 50 мм и выше для лучшей сварки необходимо снять ножом фаску в торце под углом 45°.
Для сварки армированных труб прежде всего необходимо снять слой фольги со свариваемого конца трубы с помощью специальной зачистки. Все дальнейшие действия такие же, как для обыкновенных труб.
Назад: Медные трубопроводы
Дальше: Трубопроводы из ПВХ и ХПВХ

