МЕНЕДЖМЕНТ КАЙДЗЕН
Межфункциональный менеджмент и развертывание политики — две важнейшие управленческие концепции, поддерживающие стратегию TQC (всеобщего контроля качества). Как уже говорилось выше, с точки зрения TQC менеджмент имеет два аспекта: 1) поддержание текущего уровня функционирования бизнеса, что обеспечивает получение результатов и прибылей, и 2) менеджмент кайдзен, направленный на совершенствование процессов и систем. Второй связан одновременно с межфункциональным менеджментом и развертыванием политики.
Межфункциональный менеджмент предполагает координацию деятельности структурных подразделений, направленную на достижение межфункциональных целей кайдзен, а развертывание политики связано с осуществлением программ кайдзен.
Во многих компаниях менеджмент в первую очередь связан с доведением политики руководства до линейных руководителей, как показано в правой части рис. 5.1. Если имеет место конфликт по таким вопросам, как качество или затраты, его часто улаживают внутриполитическими методами. При наличии TQC первоочередными задачами при выполнении линейными подразделениями таких функций, как разработка, производство и маркетинг, становятся межфункциональные цели КЗД (качество, затраты, дисциплина поставки). Это неизбежно влечет за собой иной, системный подход к принятию решений. Именно такую потребность призваны удовлетворить концепция и практика межфункционального менеджмента и развертывания политики. В этом контексте «качество» связано с созданием оптимальной системы его обеспечения; «затраты» одновременно связаны с созданием системы выявления факторов, влияющих на затраты, и со снижением затрат; «дисциплина поставки» означает создание системы, оптимизирующей поставки по срокам и количеству.
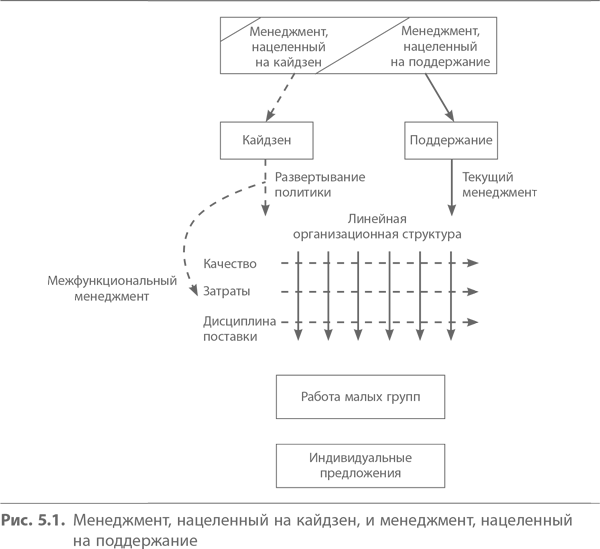
Как показано слева на рис. 5.1, задачи кайдзен в процессе развертывания политики передаются в линейные (функциональные) организационные структуры двумя путями: непосредственно через линейных менеджеров и косвенно — через межфункциональные структуры.
Как действия малых групп (таких, как кружки КК), так и программы поощрения индивидуальных предложений способствуют кайдзен на рабочих местах, причем цели кайдзен устанавливаются в ходе развертывания политики.
Высший менеджмент задает направления, нацеленные на претворение в жизнь важнейших концепций межфункционального менеджмента и реализацию политики. В начале года высшие руководители, как правило, вырабатывают курс или определяют цели на основе долгосрочных планов и стратегий. При этом обычно определяются два основных вида целей: 1) цели, связанные с такими факторами, как прибыль, доля рынка и продукция, и 2) цели, связанные с общим совершенствованием различных систем компании и взаимодействием различных подразделений (функций).
В Японии термин «политика» используется для обозначения долгосрочной и среднесрочной стратегии управления, а также целей и задач с горизонтом планирования один год. Поэтому в связи с TQC данный термин может применяться как к долгосрочным, так и годовым целям.
Другой важный аспект политики состоит в том, что она включает как цели, так и меры по их реализации, то есть цели и средства одновременно. Цели обычно представляют собой количественные показатели, определяемые высшим менеджментом, такие, как объем продаж, прибыль и доля рынка. Меры, в свою очередь, представляют собой конкретную программу действий для достижения поставленных задач. Цель, для которой программа таких действий не разработана, не более чем лозунг. Крайне важно, чтобы высшие руководители определяли как цели, так и меры для их достижения, а затем занимались их нисходящим развертыванием в организации.
Хотя обычно приоритетная цель менеджмента — достижение конечного результата, цель укрепления и совершенствования организационной структуры и ее составляющих не менее важна. Если первая представляет собой реакцию компании на внешние факторы, такие, как давление со стороны акционеров, которые стремятся получить прибыль, последняя обычно оказывается внутренним движением к совершенствованию корпоративной культуры, атмосферы и общей конкурентоспособности. Эти две основные цели — получение прибыли и кайдзен — в стратегии TQC тесно взаимосвязаны, и применение цикла PDCA нацелено как на развертывание политики, так и на межфункциональный менеджмент. Обе управленческие концепции разрабатываются (планируй), реализуются (делай и проверяй) и корректируются (воздействуй для совершенствования).
Межфункциональный менеджмент
Предприятие организовано на основе вертикальных функций, таких, как исследования и разработки, производство, технология, финансы, продажи и администрирование. При помощи такой функциональной структуры делегируются полномочия и достигается цель получения прибыли.
В задачи TQC входит не только повышение рентабельности, но и общее совершенствование в таких областях, как обучение сотрудников, удовлетворение потребителей, обслуживание клиентов, обеспечение качества, управление затратами, управление поставками и разработка новой продукции. Такие задачи требуют усилий различных подразелений, для чего в организации должны возникнуть своеобразные «горизонтальные» межфункциональные структуры. Сегодня мысль о том, что для достижения высокого уровня продукции недостаточно усилий одного отдела контроля качества, звучит уже банально. В эту работу надо вовлекать все отделы и подразделения, поэтому межфункциональный менеджмент становится основным инструментом реализации целей TQC.
Многие высшие менеджеры говорят, что миссия их компании — производство качественной продукции, удовлетворяющей запросы потребителей. Даже если мы примем это заявление за чистую монету, какое место должно занимать качество в иерархии разных корпоративных целей? А ведь их существует множество — компания должна стремиться к максимальному повышению доходов акционеров, обеспечивать занятость рабочих, производить товары или услуги, удовлетворяющие нужды потребителей, и обслуживать общество, в котором она работает. Что касается внутренних задач, руководители линейных и других подразделений отвечают за их доведение до производственников, технологов, маркетологов и сотрудников администрации.
Какое место должно занять качество среди этих порой конфликтующих друг с другом внешних и внутренних целей? Взаимоотношение различных целей компании в целом и межфункциональных целей в частности было четко описано Сигэру Аоки, главным управляющим директором Toyota Motor. Корпоративную философию Toyota он охарактеризовал следующим образом:
«Основная цель компании — получение прибыли. Поскольку это совершенно очевидно, следующими по важности должны стать такие межфункциональные цели, как качество, затраты и дисциплина поставки (количество и сроки). Не решив этих проблем, компания не выдержит конкуренции из-за низкого качества, обнаружит, что слишком высокие затраты съедают прибыль, и не сможет вовремя поставлять продукцию потребителю. Если же эти межфункциональные цели достигнуты, прибыль придет сама.
Следовательно, все прочие функции менеджмента мы должны расценивать как обслуживающие три первоочередные цели КЗД (качество, затраты, дисциплина поставки). В число таких вспомогательных функций входят планирование продукции, разработка, производство, снабжение и маркетинг, и их стоит рассматривать как вторичные средства достижения КЗД».
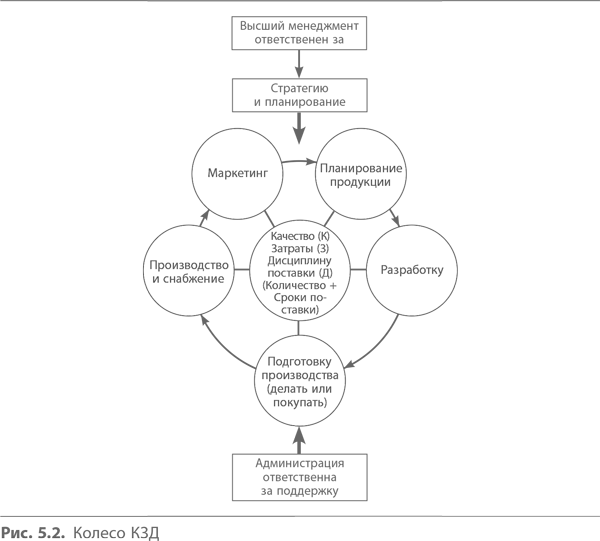
Рис. 5.2 показывает связь межфункциональных и функциональных действий. Как показано на этой схеме, мы имеем дело с колесом PDCA для улучшений, постоянно вращаемым КЗД (QCS), расположенным в центре. Корпоративная стратегия и планирование определяют межфункциональные цели, а остальные функциональные действия их обслуживают. Другой аспект колеса КЗД — определение критериев для решения проблем межфункционального менеджмента.
Дзэндзабуро Катаяма из Toyota говорит:
«Одновременное достижение двух целей — объема и дисциплины поставок — такая же неотъемлемая цель менеджмента, как люди, капитал и производственное оборудование.
Если потребители не получают продукцию, в которой они нуждаются, в нужном объеме и своевременно, система разрушается. Таково значение понятия «дисциплина поставки», и достижение целей, связанных с дисциплиной, требует огромных межфункциональных усилий. Только после того, как задачи поставок решены, компания может переключиться на факторы, влияющие на ее конкурентоспособность, — качество и затраты.
Так же, как качество надо отслеживать в ходе разработки продукции, подготовки к производству, снабжения, производства, маркетинга и обслуживания, надо обеспечивать и соблюдение поставок в ходе всех процессов внутри компании».
Задача администрации — следить за тем, чтобы были отлажены все функциональные и межфункциональные процессы. Аоки считает, что сначала следует четко определить роль каждого линейного отдела, а затем прояснить виды действий и функций, требуемых для достижения целей КЗД.
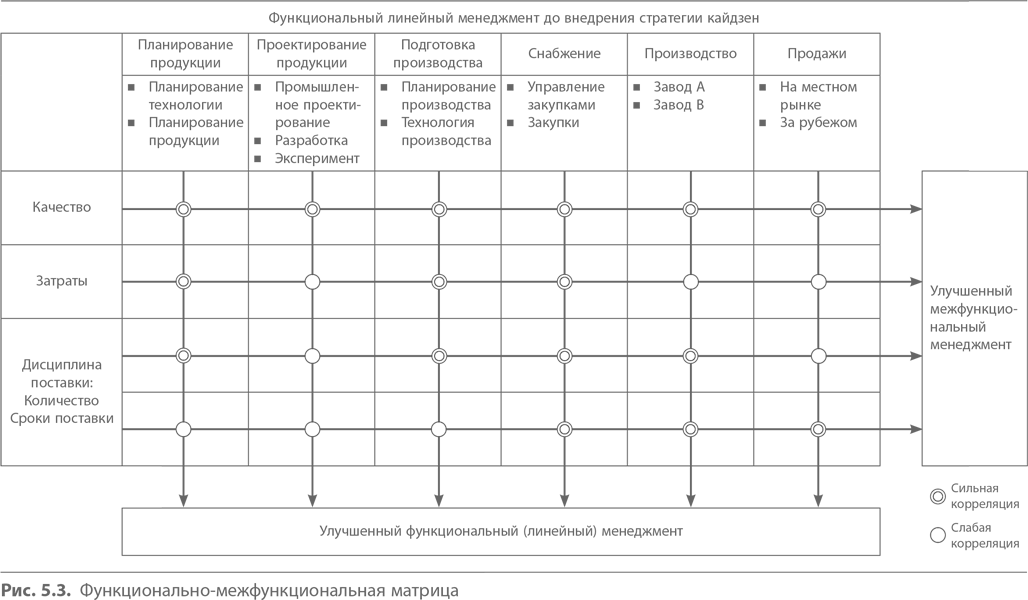

Связь между функциональной и межфункциональной структурами помогает понять матрица из рис. 5.3. Вертикальные линии представляют различные функциональные (линейные) отделы, начиная с планирования продукции и включая проектирование, снабжение, производство и продажи. Горизонтальные линии представляют основные межфункциональные цели: качество, затраты и дисциплину поставки. Действия межфункционального характера в той или иной мере затрагивают все функциональные (линейные) отделы.
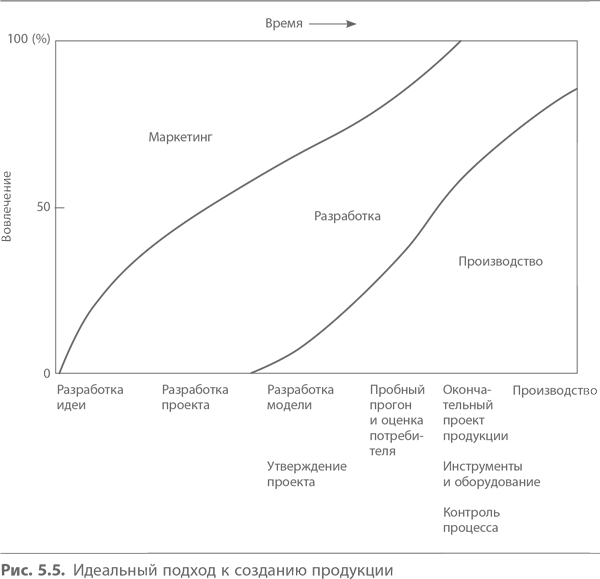
Естественно, менеджер линейного отдела считает первоочередной работу в рамках своего подразделения. Если межфункциональных целей не обозначено, каждый отдел будет стремиться всеми силами отстаивать собственные интересы, забыв о корпоративных. Так, при создании новой продукции проектировщики работают над спецификациями и чертежами на основе информации, полученной из отдела маркетинга (а то и на собственное усмотрение). Нередко, увидев результат, производственники удивленно заявляют, что не могут это выполнить. Начинается длительный период междоусобицы и улаживания конфликтов между отделами, в результате которого требования пересматриваются. Рис. 5.4 показывает типичный процесс обмена информацией между производственными подразделениями.
Идеальная ситуация при разработке новой продукции показана на рис. 5.5, где есть перекрытие функций на каждой стадии (подготовлено Тосиро Ивахаси из Kubota, Ltd). Межфункциональный менеджмент вырастает из потребности сломать коммуникационные барьеры между подразделениями. Однако, чтобы этого добиться, нужны система обеспечения качества и определенные правила, нормативы и процедуры.
Таким образом, определение межфункциональных целей помогает менеджерам сбалансировать свою работу, помня о конечной цели — КЗД. Если межфункциональные цели в компании поставлены на самый высокий уровень, остальные цели компании определяются в следующем порядке.
Межфункциональные цели следует определять до определения целей отделов. Высшему менеджменту или межфункциональному комитету надо поставить цели по каждой кросс-функции: качеству, затратам и дисциплине поставки. Такой комитет организуется на уровне высшего менеджмента для формулировки межфункциональных целей и мер по их реализации. В сферу его внимания попадают, кроме того, такие вопросы, как разработка новой продукции, оборудование, производство и продажи, которые рассматриваются через призму КЗД.
На Toyota все члены межфункционального комитета — это члены правления, представляющие подразделения, которых затрагивает определенная кросс-функция, например качество. Цели и средства их достижения, которые определяются на заседании межфункционального комитета, почти так же важны, как решения правления, поскольку после него это второй по значимости орган. В каждом комитете около 10 членов, а возглавляет его один из старших по должности сотрудников, назначаемый президентом.
Есть компании, где межфункциональным комитетом руководит сам президент или один из его заместителей. Заседания комитета обычно проводятся ежемесячно. В зависимости от размера компании и числа членов правления в комитет иногда могут входить и менеджеры отделов. Функции секретариата комитета часто выполняет отдел TQC или отдел обеспечения качества.
Межфункциональный менеджмент занимается совершенствованием системы обеспечения качества, оптимизацией затрат и дисциплиной поставки, под которой понимается выполнение задач, связанных с объемами и сроками поставок. Это работа всех отделов в соответствии с целями, поставленными межфункциональным комитетом.
Поскольку политика включает не только цели, но и средства их достижения, межфункциональную политику в отношении КЗД до ее развертывания вниз надо определить как с точки зрения целей, так и средств.
Так же, как деятельность компании ежегодно контролируется аудиторской фирмой, в связи с КЗД ее прогресс нуждается в проверке в ходе так называемого аудита TQC. Это важная часть развертывания политики. Однако между проверкой деятельности компании аудиторами и аудитом межфункциональных целей есть существенная разница. В то время как финансовая ревизия осуществляется независимой третьей стороной, межфункциональный аудит проводит линейный менеджмент.
Межфункциональный аудит начинается с аудита подразделений, осуществляемого высшим руководством. После этого уже менеджеры подразделений инспектируют своих подчиненных. Такая проверка достижения межфункциональных целей должна проходить на всех структурных уровнях компании.
Межфункциональный менеджмент стал неотъемлемой частью TQC в Японии и активно поощряется во всех фирмах страны, использующих эту стратегию. Raison d’être межфункционального менеджмента — поиск путей совершенствования работы корпорации как по вертикали, так и по горизонтали.
МЕЖФУНКЦИОНАЛЬНЫЙ МЕНЕДЖМЕНТ НА TOYOTA
Toyota первой в Японии стала применять межфункциональный менеджмент. Он возник в 1962 г. в связи с: 1) потребностью высшего менеджмента четко определить цели, связанные с качеством, и развернуть их для всех сотрудников на всех уровнях и 2) необходимостью введения системы, обеспечивающей координацию работы разных подразделений.
Сигэру Аоки из Toyota говорит:
«Концепцию статистического контроля качества можно применять везде, например в отделе контроля или на производстве. Однако TQC представляет собой программу работы компании в целом, в ней участвуют все подразделения и в ее рамках решают свои задачи. Например, отдел продаж уточняет, какой уровень качества удовлетворяет потребителей. Конструкторское бюро учитывает его в процессе разработки и проектирования, и затем работа по обеспечению качества продолжается на этапах подготовки производства, снабжения и собственно производства. Иными словами, все эти функциональные отделы координируют свою работу, решая межфункциональную задачу обеспечения качества. Роль межфункционального менеджмента — способствовать эффективному достижению таких целей».
На Toyota качество и затраты считаются важнейшими целями менеджмента. Инструментом межфункциональной работы в компании служат детальные правила для обеспечения качества и управления затратами.
Toyota делит поток межфункциональной работы — от планирования продукции до продаж — на следующие восемь этапов:
1. Планирование продукции.
2. Проектирование продукции.
3. Подготовка производства.
4. Снабжение.
5. Полномасштабное производство.
6. Контроль.
7. Продажи и обслуживание.
8. Аудит качества.
Для каждой из этих восьми стадий четко определено, какие функциональные (линейные) подразделения участвуют на данной стадии в обеспечении качества и управлении затратами и кто из сотрудников несет ответственность за эту работу.
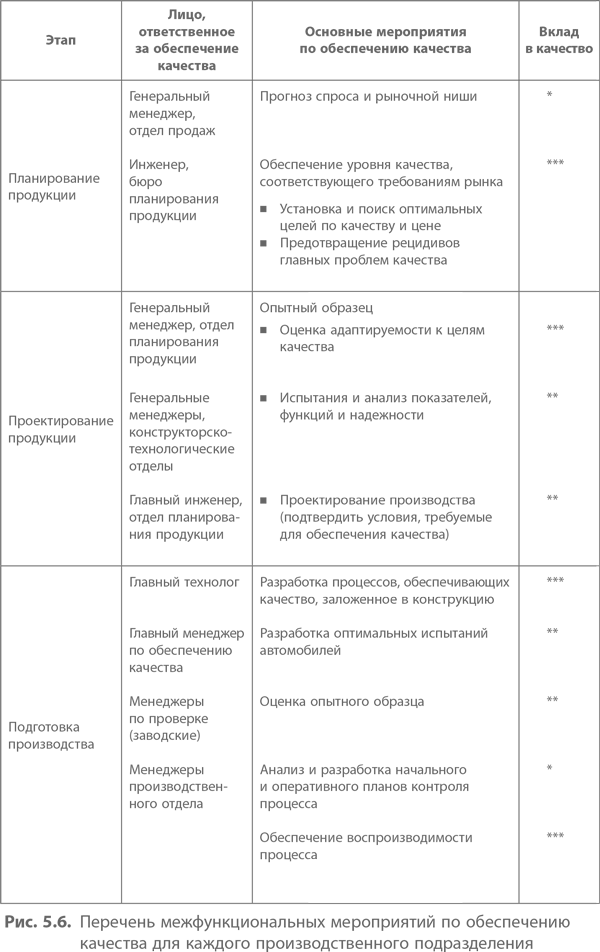
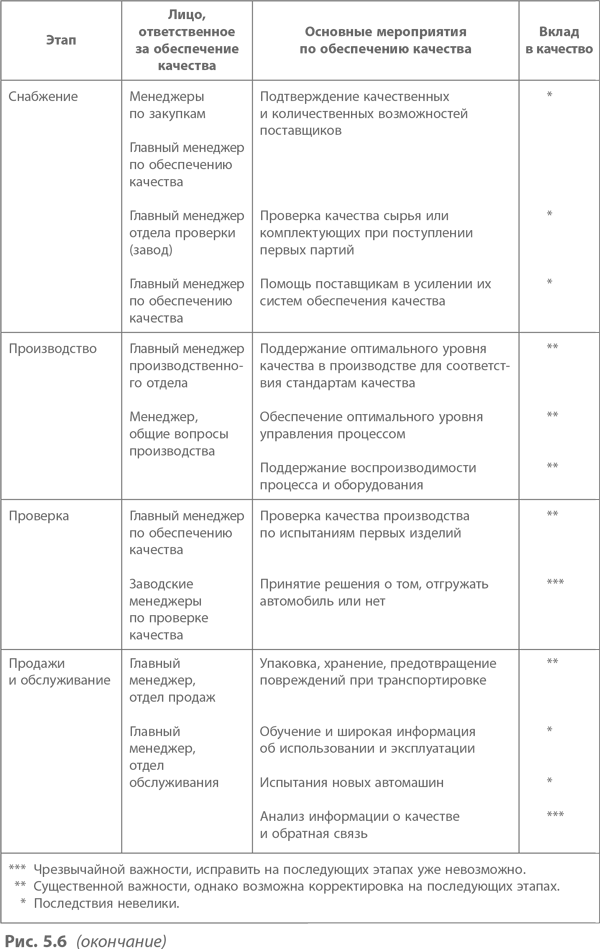
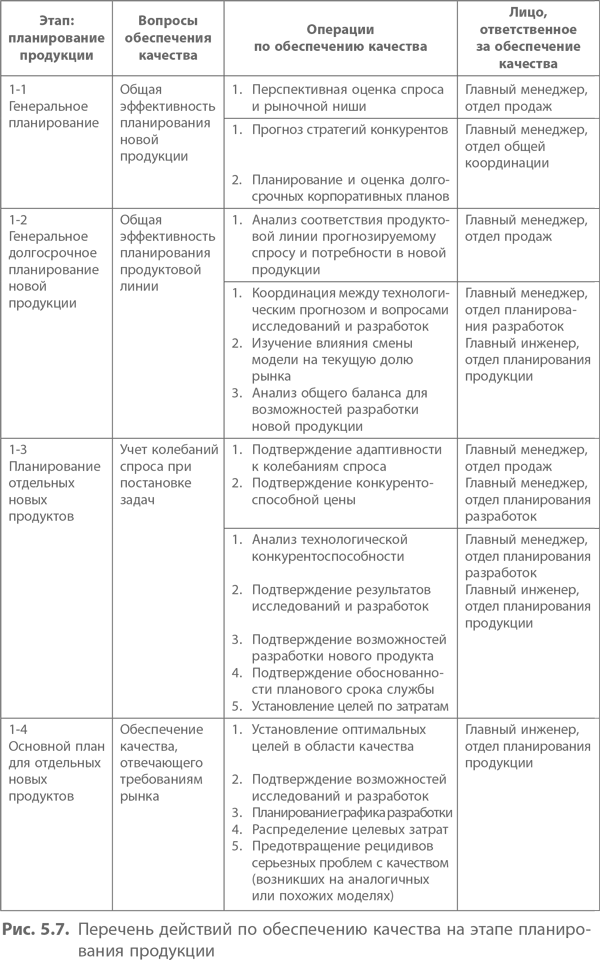
Ниже рассказывается, как применяются эти правила, и приводятся примеры проводимых мероприятий. Чтобы единообразить работу всех сотрудников компании, в инструкции есть пункт, согласно которому нужно стремиться к обеспечению качества, «при котором продукция удовлетворительна, надежна и экономична для потребителя». В этой связи для каждого функционального отдела Toyota разработала список действий по обеспечению качества (см. рис. 5.6). Рис 5.7, дополняющий эти правила, дает примерный список действий по обеспечению качества на этапе планирования продукции. Заметьте, что в нем перечисляются как сотрудники, ответственные за каждый этап, так и моменты, подлежащие контролю. Основная цель этих действий — никогда не причинять неудобств потребителю.
Руководство Toyota глубоко убеждено, что любые серьезные дефекты системы менеджмента проявляются в качестве. Другие межфункциональные проблемы, такие, как затраты, могут некоторое время оставаться скрытыми. Низкое же качество — результат несовершенного менеджмента — скрыть невозможно.
По словам Аоки, каждый отдел имеет ряд обязательств межфункционального характера, и любая деятельность, охватывающая всю компанию, касается нескольких отделов. Подобным образом, несколько членов правления, как правило, вовлечены в решение одних и тех же межфункциональных проблем, и у каждого из тех, кто отвечает за конкретную функцию управления, есть обязанности, выходящие за пределы его подразделения.
Комитеты директоров, которые входят в правление, — это ядро межфункционального управления на Toyota. Фактически они представляют собой единственную официальную структуру, которая занимается общим менеджментом, и их прерогатива — исключительно планирование (обеспечение остальных стадий процесса ложится на плечи соответствующих линейных отделов).
В каждом комитете около 10 человек. Его возглавляет один из членов правления, непосредственно занимающийся соответствующим межфункциональным направлением. Например, комитет по качеству возглавляет директор, отвечающий за его обеспечение.
Обычно целевые показатели в межфункциональной области ставятся после определения годовых целевых показателей компании в целом по таким параметрам, как планируемое к выпуску число автомашин и коэффициент рентабельности.
В число основных вопросов, обсуждаемых комитетом, входят:
1. Определение целей.
2. Планирование системы мер для достижения поставленных целей.
3. Планирование новой продукции, оборудования, производства и продаж.
4. Прочие важные вопросы, касающиеся деятельности комитета.
Аоки отмечает, что члены правления должны пройти серьезную подготовку, прежде чем смогут принимать активное участие в обсуждении межфункциональных проблем, но это дает им прекрасную возможность понять значение качества, затрат и дисциплины поставок для компании. Часто член правления, представляющий одно из производственных подразделений, смотрит на проблему слишком узко, и обсуждение межфункциональных вопросов нередко открывает ему глаза.
Профессор Масао Когурэ, представляющий технологический отдел Tamagawa University, говорит, что в компании, которая только что начала развертывать TQC, следует назначить главой межфункционального комитета влиятельного представителя руководства, который еще не в полной мере проникся идеями нового движения. По мнению профессора, это будет для него прекрасной подготовкой в области всеобщего контроля качества. Этот человек, скорее всего, станет горячим сторонником TQC, когда начнет применять концепцию на практике.
МЕЖФУНКЦИОНАЛЬНЫЙ МЕНЕДЖМЕНТ В KOMATSU
В Komatsu межфункциональные комитеты подчиняются комитету TQC и работают в трех направлениях: управление прибылями (затратами), обеспечение качества и управление объемом производства. Роль межфункционального комитета по обеспечению качества в Komatsu состоит в следующем.
1. Комитет стремится улучшить систему обеспечения качества, начиная с планирования продукции до продаж и обслуживания, и за счет этого повысить уровень обеспечения качества.
2. Для достижения вышеназванной цели комитет изучает поступающие в комитет TQC материалы и отчеты следующей тематики:
a) планирование обеспечения качества в масштабах компании;
б) определение следующих вопросов:
1) планы улучшения систем;
2) вопросы улучшения систем и отделы, за это ответственные.
Комитет по обеспечению качества возглавляет ответственный за этот участок работы член правления, а члены комитета назначаются президентом. В комитет входят не только члены правления, выполняющие различные связанные с качеством функции, но также один или два человека, не занимающиеся непосредственно этой проблемой. В зависимости от рассматриваемого вопроса для содействия комитету формируются рабочие группы более низкого уровня, например заводские.
Поскольку любой межфункциональный комитет занимается совершенствованием системы, он стремится выявить любые неполадки в ее функционировании и выработать рекомендации по их устранению. Если, например, комитет обнаружит, что причина сбоя — несоответствующие правила, он может дать отделам рекомендацию их пересмотреть и исправить.
Обнаружив, что компания не получила планируемой суммы доходов, комитет управления прибылями анализирует причины, по которым заданные параметры не были достигнуты, и выявляет пути улучшения работы. Хотя решать задачу получения намеченной прибыли должны линейные подразделения, межфункциональный комитет содействует им, определяя направление совершенствования системы.
Одним из последних проектов комитета по обеспечению качества в Komatsu был анализ точек контроля при обеспечении качества и пересмотр их списка. Комитет определил критерии, которым должны отвечать точки контроля: 1) они должны давать измеримый результат в терминах удовлетворенности потребителя и в терминах качества и 2) предоставлять возможность управлять действиями по обеспечению качества на любом этапе.
В результате такого анализа при первом приближении комитет выделил 119 точек управления. Затем из них были отобраны самые важные, где выявление проблем и сбор данных максимально упрощается, и их число сократилось до 41. По решению комитета в дальнейшем каждые полгода в каждой бизнес-единице должны проводиться выборочные проверки выполнения задач, обнаружения проблем и реализации контрмер. Сведения о результатах таких проверок должны передаваться в комитет, а отчет о результатах выборочных проверок в 16 основных подразделениях — представляться на заседание правления.
Эти мероприятия помогли менеджменту глубже понять текущие проблемы и принять меры по обеспечению качества. Но, что еще более важно, все сотрудники компании, от высшего менеджмента до производственных рабочих, пришли к общему пониманию обеспечения качества.
На каждом заводе, принадлежащем Komatsu, существует отдел планирования и координации, который занимается согласованием в масштабе всей компании, и глава этого отдела — второй человек на предприятии. Ему отчитываются три руководителя, отвечающие за обеспечение качества, затраты и дисциплину поставок.
Если комитет по обеспечению качества поднимает важный вопрос, менеджер из главного офиса, ответственный за обеспечение качества, сообщает о нем менеджеру отдела планирования и координации завода, и тот имеет полномочия немедленно начать действовать через подотчетного ему менеджера, ответственного за обеспечение качества. Таким образом, заводской менеджер, ответственный за обеспечение качества, не сталкивается с проблемами субординации, общаясь с другими менеджерами на своем предприятии.
Ежемесячно под председательством директора завода проводятся однодневные совещания по обеспечению качества, затратам и поставкам. Чтобы оценить прогресс в решении межфункциональных проблем, в каждом таком совещании должны принимать участие все менеджеры.
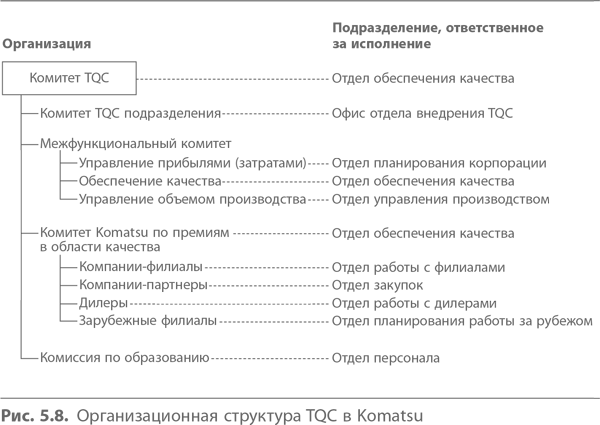
На рис. 5.8 представлена организационная структура TQC в Komatsu. Президент компании является председателем комитета TQC, а остальные члены исполнительного комитета автоматически становятся его членами. Как правило, заседания проводятся ежемесячно. На них на основе прошлогодней политики разрабатывается план мероприятий на будущий год, проверяется, как идет работа в каждом подразделении, и составляется график аудитов. Кроме того, комитет TQC контролирует работу других комитетов.
Развертывание политики
Развертыванием политики называется процесс внедрения принятой программы кайдзен на всех уровнях компании, сверху донизу. Как уже говорилось выше, в Японии термин «политика» используется для обозначения долгосрочной и среднесрочной стратегии управления, а также годовых целей и направлений развития.
Годовые цели в отношении прибылей и кайдзен определяются на основе долгосрочных и среднесрочных корпоративных целей. За несколько месяцев до того, как высший менеджмент собирается, чтобы сформулировать годовые цели, он проводит предварительные консультации с менеджерами подразделений, которые, в свою очередь, совещаются с начальниками отделов. Взаимный обмен информацией между заинтересованными сторонами ведется до тех пор, пока не определятся все детали. Нет нужды говорить, что при постановке новых целей учитываются прошлогодние достижения и критерии оценки результатов.
Другим важным моментом, который следует учитывать, прежде чем будут определены цели и меры на следующий год, служит список текущих проблем в каждой бизнес-единице. Прошлогодние успехи в достижении поставленной цели оцениваются с учетом существующих задач, и лишь после этого определяются цели на будущее.
После того как высший менеджмент определит годовые цели, они «развертываются» вниз по управленческой иерархии. Цели, сформулированные руководством в абстрактной форме, по мере развертывания на более низких уровнях организационной структуры обретают все более конкретное выражение. Если цели (политика), определенные высшим менеджментом, не будут реализованы на практике менеджерами нижнего звена, в них не будет никакого смысла. Как ни прекрасны проекты высокого начальства, они часто остаются всего лишь воздушными замками.
Важный аспект развертывания политики — установление приоритетов, а это задача диаграммы Парето, которая часто используется в работе кружков КК и также вполне применима в данной ситуации.
Важность назначения приоритетов вызвана тем, что доступные ресурсы всегда ограничены. После того, как это сделано, на нижних управленческих уровнях развертывается все более детальный и четкий по мере движения вниз план действий, представляющий собой перечень конкретных мер и действий.
Формулировки политики на разных уровнях управления отличаются, например:
Высший менеджмент | Общие высказывания о направлении изменений (качественного характера) |
Менеджеры подразделений | Конкретизация заявления высшего менеджмента (количественные показатели) |
Менеджеры среднего звена | Конкретные цели (количественные показатели) |
Мастера | Конкретные действия (количественные показатели) |
По мере того как цели спускаются вниз, заявления высшего менеджмента, носящие общий характер, становятся все более четкими и требуют конкретных действий, что, в конечном счете, выражается в точных количественных показателях. Таким образом, развертывание политики представляет собой ретрансляцию программы, намеченной высшим менеджментом, на низовые уровни организационной иерархии.
Для развертывания политики нужен ряд условий:
1. Четкое понимание роли каждого менеджера в достижении поставленных перед компанией целей и в совершенствовании ее деятельности (кайдзен).
2. Менеджеры разных уровней должны иметь четкое представление о точках управления и точках контроля, установленных для достижения целей.
3. В компании должна существовать стабильная система текущего управления, направленного на поддержание существующего статус-кво.
В отличие от большинства японских компаний, где существуют два направления — политика кайдзен (межфункциональное управление) и политика, определяющая деятельность функциональных подразделений (управление по функциям), в Japan Steel Works управленческая политика имеет три направления:
1. Продуктовая политика: ее цель — выработка стратегии — связана с кайдзен в таких вопросах, как качество, затраты и поставка основных видов продукции, а также при создании новых продуктов.
2. Кайдзен (межфункциональная) политика: ее цель — кайдзен в корпоративной культуре, связанной с достижением таких межфункциональных целей, как обеспечение качества, снижение затрат, выполнение плана поставок и работа с поставщиками.
3. Политика в области функциональных структур: ее цель — определить направления деятельности и задачи каждого отдела с учетом продуктовой политики и кайдзен-политики. Это направление тесно связано с финансовыми целями.
Чтобы проиллюстрировать потребность в развертывании политики, давайте рассмотрим следующую ситуацию: президент авиакомпании заявляет, что убежден в важности такого понятия, как безопасность, и цель его компании — заботиться о том, чтобы вся ее деятельность не представляла угрозы для пассажиров. Это заявление присутствует как в квартальном отчете компании, так и в ее рекламе. Представьте себе, что менеджеры отделов тоже клянутся, что фирма верит в безопасность. Вслед за ними о ее чрезвычайной важности объявляют пилоты. Все сотрудники заботятся о безопасности. Так ли это? Может быть, все они беспокоятся о ней лишь на словах?
С другой стороны, если президент утверждает, что безопасность — это политика компании, и вместе с менеджерами отделов разрабатывает план, в котором определена ответственность любого из них, тогда каждый сможет обсуждать совершенно конкретный предмет. И безопасность действительно будет в центре внимания. Для менеджера службы общественного питания она может означать обеспечение высокого качества пищи, исключающее недовольство клиентов или их недомогание. Как его достичь? Как определить точки управления и контрольные точки? Как исключить порчу еды на борту самолета? Кто будет проверять температуру в холодильниках и состояние печи во время полета?
Только когда безопасность претворяется в конкретные действия с конкретными точками управления и точками контроля, установленными для работы любого сотрудника, можно сказать, что она действительно развертывается как политика. Такой процесс требует, чтобы каждый интерпретировал политику в свете собственной ответственности и выработал критерии оценки ее успешной реализации.
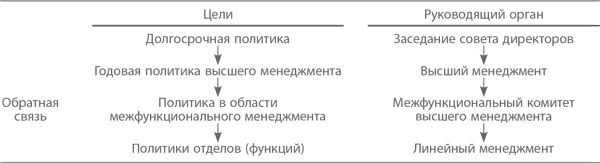
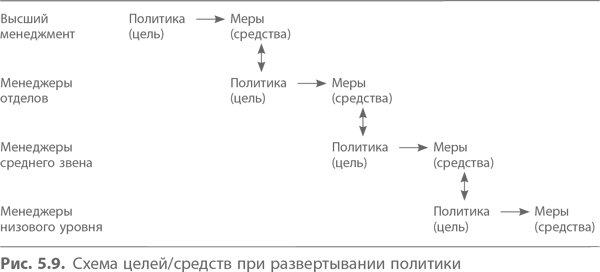
Эту мысль можно объяснить при помощи схемы целей/средств, представленной на рис. 5.9. Для высшего менеджмента политика представляет цель. В то же время любая цель требует конкретных средств для ее достижения. Эти средства становятся целями для менеджмента следующего уровня управления, который, в свою очередь, должен разрабатывать средства достижения своих целей. Как цели, так и средства на каждом уровне управления различны, и то, что для одного — средство, для другого — цель.
Точки управления и точки контроля
Концепция развертывания политики имеет свои параллели в статистическом контроле качества. Поскольку в его основе лежит использование контрольных карт, здесь было бы полезно попытаться определить роль менеджмента в этом контексте.
Отправная точка — концепция предела управляемости. В работе Исикава Каору пишет:
«Цель составления контрольной карты — по движению точек определить, какого рода перемены имеют место в производственном процессе. Следовательно, чтобы сделать контрольную карту эффективной, надо задать критерии оценки анормальностей. Когда производственный процесс управляем, это значит, что:
1. Все точки лежат в контрольных пределах и
2. Группы точек не образуют особых структур.
Следовательно, теперь мы знаем, что анормальность обнаруживается, если a) некоторые точки выходят за контрольные пределы или б) точки образуют определенные особые структуры, оставаясь при этом в контрольных пределах».
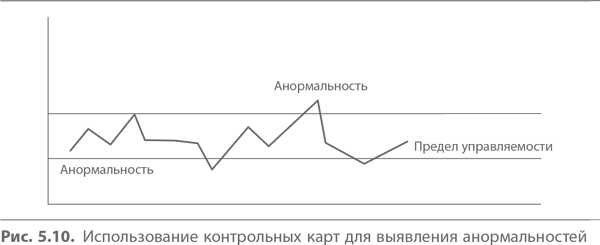
Когда мы обнаруживаем точки за установленными пределами, то должны выявить факторы, которые привели к анормальности, и откорректировать их таким образом, чтобы данная проблема не возникла вновь (см. рис. 5.10). Иными словами, контрольная карта полезна для того, чтобы свериться с результатами, выявить причины анормальности и затем найти пути их устранения. При использовании контрольных карт в статистическом контроле качества мы идем от результата к причине и корректируем или устраняем факторы, которые привели к возникновению проблемы.
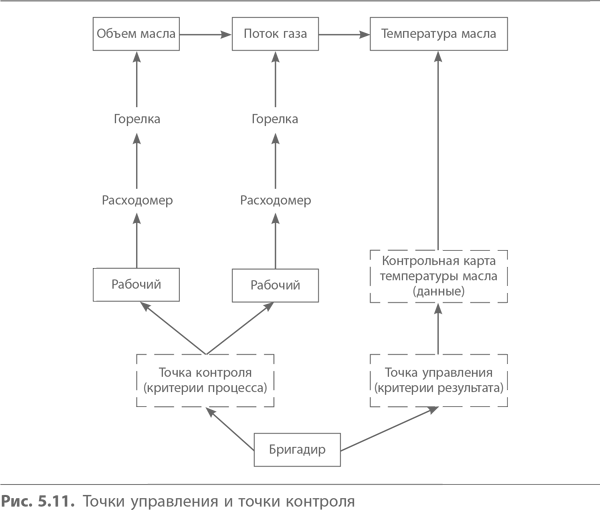
Аналогичным образом можно использовать точки управления и точки контроля. Профессор Ёдзи Акао, работающий в технологическом отделении Tamagawa University, чтобы проиллюстрировать применение точек управления и точек контроля в менеджменте, приводит следующий пример. При закалке металла в масле важно обеспечить нужный диапазон температур, чтобы добиться определенных свойств металла после термообработки. Это значит, что следует контролировать температуру масла, чтобы удостовериться, что она остается в пределах заданного диапазона. На нее может влиять ряд факторов, включая объем масла и расход газа в горелке. Если контроль температуры масла — задача бригадира цеха термообработки, а объем масла и расход газа — два основных фактора, влияющих на температуру, — задача рабочих, то ему надо лишь проверять объем масла и расход газа, чтобы знать, что все идет нормально.
Для него уровень температуры — это точка управления, то есть то, что он сверяет с результатом. Бригадир смотрит на контрольную карту, которая показывает флуктуации уровня температуры, и проверяет результат, чтобы понять, соблюдаются ли в ходе производственного процесса требуемые условия. Чтобы сделать это, он должен управлять работой своих подчиненных. С другой стороны, объем масла и расход газа служат для него точками контроля. Бригадир следит за этими факторами, поскольку они оказывают влияние на результат. Иными словами, точкой управления он руководит при помощи данных, а точкой контроля — через своих подчиненных. Уровень температуры отражен на контрольной карте. Обнаружив отклонение, бригадир может внести поправку, воздействуя на точку управления, например, распорядившись, чтобы его подчиненный уменьшил расход газа. Бригадир должен время от времени проверять точки контроля, чтобы поддерживать процесс на уровне точек управления.
Теперь читателю уже, наверное, понятно, что точка управления представляет собой Р-критерий, а точка контроля — П-критерий (см. рис. 5.11).
Та же концепция распространяется и на менеджеров. В работе каждого из них есть как точки управления (Р-критерии), так и точки контроля (П‐критерии). На уровне высшего менеджмента точками управления служат цели политики, а точками контроля — средства их реализации. Чтобы установить конкретные точки управления и точки контроля, определяющие взаимоотношения управляющих и подчиненных, нужно сформулировать последовательность целей и средств, лежащих в основе взаимоотношений менеджеров разных уровней.
Именно эти точки управления и точки контроля используются при развертывании политики TQC. Чтобы такая система эффективно работала, каждый менеджер должен точно знать свои Р-критерии (точки управления) и П-критерии (точки контроля). Также важно, чтобы точки контроля менеджера воспринимались его подчиненными в качестве точек управления.
Любая цель должна сопровождаться средствами ее достижения. Все, на что без них способен менеджер, это сказать своим подчиненным: «Надеюсь, вы сделаете все возможное» или «Вы должны упорно трудиться!» Когда менеджер и его подчиненные разрабатывают конкретные средства достижения цели, он в состоянии давать им четкие указания взамен призывов «сделать все возможное» или «упорно трудиться».
Под «целью» здесь понимается точка управления, а под «средствами» — точки контроля. Цель ориентирована на результат, а средства — на процесс. По ходу развертывания политики каждый менеджер работает с разработанной на предприятии формой, в которой формулируются конкретные цели и средства. Он обсуждает ее как на вышестоящих, так и на нижестоящих уровнях. Обычно такая форма включает следующие позиции:
• Долгосрочная политика и стратегия высшего менеджмента.
• Годовая политика высшего менеджмента.
• Политика отдела в прошлом году.
• Успешность развертывания политики в прошлом году.
• Политика данного года (цели).
• Средства достижения целей в этом году.
• Основные действия.
• Основные точки управления и точки контроля в численном выражении.
• График.
На Западе планирование часто рассматривается как неотъемлемая часть работы менеджера. Если у него нет плана, значит, он не выполняет свою работу надлежащим образом. В то же время, если на этапе планирования к менеджеру присоединяется подчиненный, скорее всего, будет считаться, что он «лезет не в свое дело».
Развертывание политики — революционный прорыв в том смысле, что оно предполагает привлечение менеджеров низового уровня к постановке целей и их реализации. Основа этого — убеждение, что совместная работа в значительной мере способствует стремлению к достижению поставленной цели.
Иногда руководство хранит в главном офисе полный перечень форм по развертыванию политики, представленных всеми менеджерами, а на столе руководителя подразделения часто лежит матрица, отражающая различные действия, которые надлежит выполнить его подчиненным, как договаривались при развертывании. В некоторых случаях направлениям политики высшего менеджмента присваивается определенный порядковый номер, и менеджеры более низкого уровня могут определить, с каким из них они могут соотносить свою деятельность.
Поскольку политика высшего менеджмента столь непосредственно влияет на то, что следует делать каждому менеджеру, руководство прилагает огромные усилия, чтобы донести свои идеи до всех с помощью процесса развертывания политики на следующем уровне менеджмента.
Аудит политики
Как мы видели, развертывание политики идет от целей (точек управления, или Р-критериев) к средствам (точкам контроля, или П-критериям), начиная с высшего менеджмента и заканчивая мастерами и рабочими в цехе. Будучи сетью, объединяющей менеджмент, ориентированный на процесс, и менеджмент, ориентированный на результат, развертывание политики открывает перспективу для содержательных дискуссий между специалистами разных уровней и позволяет добиться того, чтобы каждый из них четко понимал стоящие перед ним цели и считал их достижение своим долгом. Всякий раз, когда возникает анормальность (в форме отклонения от согласованной цели), в ходе аудита политики выявляются причины и проводятся корректирующие действия.
Поскольку одно из значений термина «аудит» — «ревизия», некоторые предпочитают термин «диагностика политики». Хотя широко известен аудит TQC, связанный с премией Деминга, аудит всеобщего контроля качества проводится в Японии на всех уровнях, начиная с аудита, проводимого руководством, и заканчивая аудитом, осуществляемым менеджерами подразделений. Цель такого аудита — проверить, происходит ли развертывание политики (или целей) должным образом при переходе с одного уровня управления на другой.
Аудит, или диагностика, проводится не для того, чтобы критиковать исполнителей за результат, но чтобы определить, какие процессы привели к этому итогу, решить, как помочь людям разобраться в своих ошибках. Иными словами, аудит проводится для того, чтобы выяснить, что неправильно, а не кто виноват.
Президент компании, которая применяет TQC, один или два раза в год проводит аудит во всех основных подразделениях. При посещении завода он обычно проводит утро с менеджерами, проверяя, что сделано в сфере реализации развернутой межфункциональной политики. Днем прогуливается по цехам, обычно прокладывая свой маршрут наугад, и беседует с бригадирами, мастерами и рабочими, чтобы проверить, как они понимают TQC применительно к их работе. Часто президент просит показать ему отчеты и карты, которые так важны для всеобщего контроля качества.
Ко всем отклонениям, как позитивным, так и негативным, в процессе аудита относятся с одинаковым вниманием, а обстоятельства их появления изучаются. Понятно, что в случае обнаружения негативных ситуаций, таких, как несоблюдение производственных норм или изготовление большего, чем ожидалось, числа дефектных деталей, менеджмент будет делать все, чтобы понять их причины. Но даже когда производительность превышает намеченный уровень или показатели сбыта гораздо лучше ожидаемых, менеджмент старается установить источник таких приятных сюрпризов, поскольку в понимании TQC они представляют собой отклонения. Однако в данном случае причины выявляются не для внесения поправок, а для того, чтобы использовать это знание в будущем.
РАЗВЕРТЫВАНИЕ ПОЛИТИКИ И АУДИТ В KOMATSU
В компании Komatsu — производителе строительной техники и промышленных автокаров, все сотрудники в начале года получают небольшие карманные блокноты, на первой странице которых изложена политика президента на предстоящий год. Президентская политика на 1983 г., например, содержала, помимо всего прочего, заявление о том, что Komatsu должна всемерно совершенствовать свои возможности для производства конкурентоспособной по цене продукции, изготовленной с использованием новейших технологий производства и ноу-хау и обладающей уникальными характеристиками.
Затем подчеркивалось, что, если Komatsu предстоит совершенствовать планирование и разработку новой продукции, отдел продаж должен выявлять нужды потребителя, а отдел исследований и разработок — вынашивать и разрабатывать свежие идеи. Такие подразделения, как отдел сбыта, отдел исследований и разработок (R&D), конструкторское бюро и производственный отдел, должны повышать свою квалификацию, чтобы совершенствовать уровень производимой строительной техники, готовиться к выпуску на рынок новой продукции и формировать квалифицированные кадры для поддержки устойчивой системы ее разработки.
Вторая страница блокнота предназначена для политики менеджера подразделения. На заводе, например, сотрудникам раздаются клейкие листочки с описанием политики его директора, которые можно приклеить на эту свободную страницу. В блокноте политика президента разбивается на дюжину конкретных целей, стоящих перед предприятием. Требование создания системы разработки новой продукции, которое присутствует в политике президента, трансформируется в конкретные подцели, такие, как более продуманное распределение статей расходов, освоение новой технологии производства для разработки чертежей и пристальное внимание к требованиям потребителя при разработке новой продукции.
Третья страница блокнота тоже пуста и имеет заголовок «Политика менеджера отдела». Здесь должно быть представлено развертывание политики уже на уровне отдела и определены более конкретные задачи. Они формулируются для каждого отдела в соответствии с оглашенной директором завода целью — более четкого распределения статей затрат при разработке новой продукции.
Так, в отделе закупок меры по ее реализации включают следующие пункты: 1) определить целевую стоимость VT (value target), которая будет ориентиром при разработке концепции новой продукции, и ознакомить с ней фирмы-субподрядчики; 2) получить информацию о технологиях, разработанных субподрядчиками, и использовать их и 3) совместно с субподрядчиками проанализировать вопросы целевой стоимости и производительности. Каждый отдел разрабатывает свои конкретные меры для достижения целей политики директора завода.
Четвертая страница блокнота отведена для того, чтобы сотрудник мог делать заметки о политике его непосредственного руководителя, которая определяется в ходе личных консультаций рабочего и мастера.
Таким образом, политика высшего руководства сначала передается менеджеру подразделения, а затем — менеджерам среднего и низшего звена. Постепенно спускаясь вниз, она трансформируется во все более конкретные меры и планомерно разъясняется на всех уровнях организационной иерархии. Такая система позволяет каждому менеджеру оперативно определить, что ему нужно сделать для достижения каждой цели запланированной политики.
РАЗВЕРТЫВАНИЕ ПОЛИТИКИ И АУДИТ В KOBAYASHI KOSE
В компании Kobayashi Kose, производителе косметики, политика директора завода охватывает четыре основных направления: 1) обеспечение качества, 2) объемы и поставки, 3) снижение затрат и 4) обучение и образование. Каждое из этих направлений затем разбивается на более конкретные позиции, например обеспечение качества включает: a) улучшение производственных процессов, b) повышение качества поставок, c) повышение надежности и d) совершенствование методов контроля для обеспечения качества.
В сентябре каждый отдел начинает разрабатывать план на следующий год. К ноябрю менеджеры завода согласовывают планы отделов, чтобы выработать общую политику, которая передается высшему руководству. В окончательном варианте политика президента компании, которая к этому моменту уже определена, приводится в соответствие с политикой заводского менеджмента. Конкретные меры, разработанные на уровне отдела, используются в качестве руководства при достижении запланированных результатов.
Для аудита реализации целей в Kobayashi Kose политика, развертываемая на каждом уровне, наносится на вертикальную ось матрицы, а на горизонтальной перечисляются такие критерии оценки, как число претензий потребителей, недопоставки и производительность в расчете на одного человека.
Каждый менеджер и мастер в Kobayashi Kose носит в кармане контрольный листок, который называется «Мои критерии». Так, сотрудница, которая работает в должности мастера и имеет в подчинении дюжину рабочих на поточной линии, не расстается с контрольным листком, где перечислены такие критерии, как процент дефектных деталей, число прогулов, индекс объема производства на поточной линии и число поданных рабочим предложений.
Хотя аудит, предшествующий присуждению знаменитой премии Деминга, весьма популярен, каждая японская компания, которая энергично взялась за TQC, применяет развертывание политики и внутренние проверки как неотъемлемые составляющие мероприятий всеобщего контроля качества.
Как правило, сначала аудит проводит высшее руководство. Президент и члены совета директоров посещают каждое подразделение и посвящают целый день совещанию с руководством завода, обсуждая выполнение политики на уровне этого предприятия. К участию в проверке могут быть привлечены специалисты из ведущих университетов. Президент также посещает презентации различных кайдзен-мероприятий на данном заводе. За аудитом высшего менеджмента, который проводится дважды в год, следует аудит руководства завода. Для объективной оценки эффективности работы в рамках намеченной политики, точек контроля и точек управления, аудит проходит на всех организационных уровнях. Один директор завода сказал мне: «На совещаниях по аудиту разговор всегда очень резкий, и многие менеджеры их терпеть не могут, но, в конце концов, оказывается, что они весьма эффективны». Опыт, который приобретается во время таких собраний, учитывается менеджером при составлении планов на следующий год, и по мере того, как он привыкает к развертыванию политики и аудиту, качество планирования возрастает, то есть год от года его планы становятся все более реалистичными. Таким образом, и развертывание политики, и аудит зарекомендовали себя в качестве прекрасной возможности научить людей планированию и повысить профессионализм менеджмента.
Структурирование (развертывание) качества
Одна из проблем менеджмента на сегодняшний день заключается в том, что сотрудники готовы смириться с низкими стандартами выпускаемой ими продукции. Это происходит потому, что рабочие, которые производят детали и комплектующие, очень далеки от конечного продукта и потребителя. Знаменитая фраза Марка Бейсича, рабочего с завода Quasar Plant, Matsushita, находящегося в США: «Гордишься ли ты делом своих рук настолько, чтобы купить его?» — показательна для этой тенденции. Злоупотребление запланированным производством морально устаревшей продукции часто доходит до того, что рабочие начинают смотреть на снижение уровня качества сквозь пальцы, называя его приемлемым уровнем качества (AQL — Acceptable Quality Level). Хуже того, продавцы в некоторых компаниях опускаются до того, что продают заведомо дефектную продукцию, а если им не удается сбыть ее, начальство обвиняет их в том, что они недостаточно усердно трудятся.
Недавно мне пришлось общаться с менеджером по обеспечению качества, работающим в европейской фирме, которая производит телекоммуникационное оборудование. Он сказал мне, что ему приходится решать проблемы даже не 1980-х, а 1970-х гг. Объясняя, что под этим подразумевается, сотрудник сказал, что основная часть времени его подчиненных уходит на работу с жалобами потребителей. Поскольку оборудование данной фирмы предназначено для многолетней эксплуатации, большая часть претензий касается проблем производства, с которыми приходилось сталкиваться еще в 1970-е гг.
Одна из наиболее распространенных — несоответствие допускам, и персонал, занимающийся обеспечением качества, теперь пытается выяснить, как такое могло произойти. Менеджеры обнаружили, что порой в цехах использовали дешевые материалы или произвольно меняли допуски чертежа. Что еще хуже, стандарты и допуски, которые использовались для производства данного оборудования, часто отсутствовали, и сегодня в компании нет никого, кто знает, как обстояло дело раньше. Поиск решения часто напоминает кропотливое складывание картины из кусочков мозаики.
Такой подход резко отличается от позиции большинства японских компаний. Сегодня TQC делает основной акцент на встраивание качества в конструкцию и технологию, когда продукция находится еще в стадии разработки. Процесс начинается с получения информации о рынке и выявления нужд потребителя, после чего эти сведения преобразуются в технические и конструктивные требования, в подготовку производства, закупки и т.д. Поскольку разработка новой продукции занимает много лет, можно с уверенностью сказать, что многие японские компании сейчас пытаются решить проблемы не 1970-х, но конца 1980-х и 1990-х гг.
По словам профессоров Tamagawa University Масао Когурэ и Ёдзи Акао, в контроле качества есть два подхода к удовлетворению требований потребителя:
«Традиционный метод состоит в поиске причин возникновения проблем и попытках предотвратить их повторное появление.
Такой способ называется аналитическим. В TQC этот подход прочно укоренился, о чем свидетельствует широко распространенное использование таких инструментов, как диаграмма Парето и диаграммы причин и результатов.
Однако подобные методы могут оказаться неэффективными при разработке новой продукции, поскольку в этом случае процесс требует иного, проектного подхода, позволяющего найти средства для достижения конкретных целей для конкретной продукции.
Такой проектный подход требует от компании работать в обратном порядке — от целей к средствам их достижения».
При создании новой продукции проблема заключается в том, что инженеры-разработчики не представляют требований рынка, поскольку инженер и потребитель часто говорят на разных языках. Например, когда домашняя хозяйка заявляет: «Не хочу, чтобы мой крем для лица плавился, когда я выхожу из дома в жаркий летний день», — она выражает свое желание доступными ей средствами. Но для изготовления новой продукции слов потребителя недостаточно, их нужно перевести на язык технических терминов, понятный инженеру-разработчику. Так, определение «крем для лица, который не плавится жарким летом» следует трансформировать в конкретную температуру плавления, что может потребовать определенного качества материала, который служит основой для этого косметического средства.
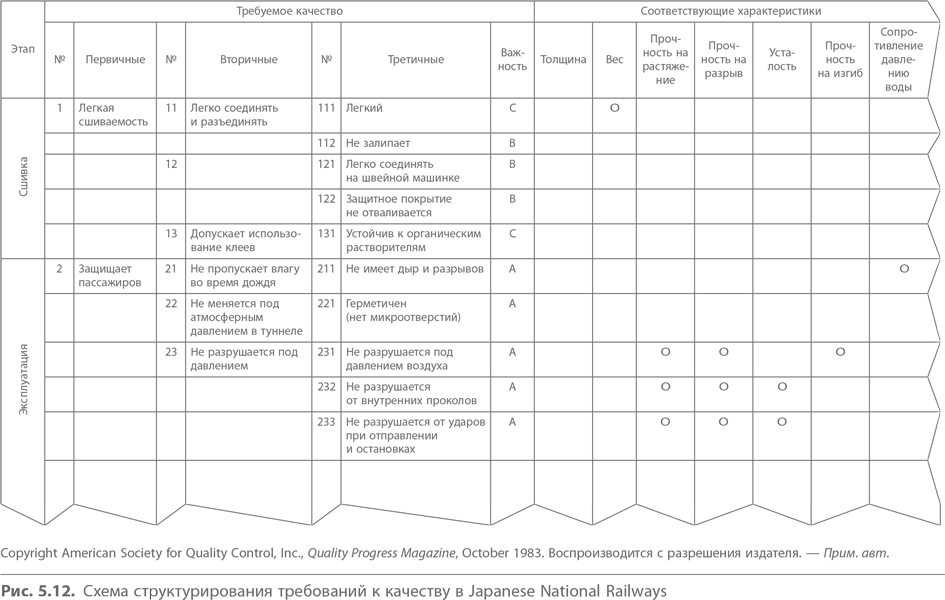
В своей статье профессора Когурэ и Акао приводят в пример Dynic Corporation, где структурирование требований к качеству применили к механизмам соединения вагонов сверхскоростных пассажирских экспрессов shinkansen («поезд-пуля») на Japanese National Railways. Одним из требований потребителей было обеспечение безопасности пассажиров. Его можно развернуть (структурировать, декомпозировать) в такие вторичные требования, как: a) устранить течи, b) добиться отсутствия перепадов давления в тоннелях, c) исключить разрушение деталей под давлением и т.д. Если надо, данные вторичные требования можно развернуть далее, в требования третьего уровня. Затем все эти требования трансформируются в инженерные характеристики, такие, как прочность на растяжение, прочность на разрыв, кратность растяжения и сопротивление изгибу (см. рис. 5.12). Таким образом, потребительские требования к качеству товара в форме матрицы развертываются в соответствующие инженерные характеристики и характеристики производства.
Таким образом, появляется возможность выявить различные «узкие места», возникающие при создании новой продукции. Их преодоление называется технологией расшивки узких мест. Если таковые выявляются еще на стадии разработки новых продуктов и их устранение требует выработки корпоративной стратегии на высоком уровне, менеджмент решает, вкладывать ли средства в решение этих проблем или искать альтернативы, например, идя на компромисс в отношении качества данной продукции.
Одно из преимуществ структурирования функции качества — улучшение коммуникации между сотрудниками, занимающимися продажами и маркетингом, и сотрудниками, занятыми разработкой и производством. Обычно продавцы и аналитики рынка, несмотря на полученные из первых рук сведения о требованиях потребителя, не знают технического языка. С другой стороны, инженеры, которые решают сложные задачи прикладного характера, далеки от нужд потребителя. Поэтому после того, как продукт произведен и начинают сыпаться претензии, инженер-разработчик говорит: «Мне и в голову не приходило, что это изделие будут использовать подобным образом».
Как уже говорилось, может случиться и так, что инженеры-разработчики не задумываются, может ли компания произвести продукцию, которую они спроектировали. После того как они потратили годы на разработку нового изделия, им могут сказать, что производственники не в состоянии его изготовить. Однако, имея на руках таблицы структурирования качества, инженеру проще найти общий язык с теми, кто занимается маркетингом и продажами, а также с непосредственными исполнителями. Инженеры-разработчики могут даже посетить потребителей и обсудить их требования. Таким образом, тем, кто отвечает за закупки, становится проще найти общий язык с поставщиками. Сегодня японские компании при помощи таблиц структурирования качества стараются развернуть соответствующие характеристики наряду со стоимостью и факторами, связанными с комплектующими. Используя эти новейшие инструменты, японские компании создают новые виды конкурентоспособной продукции в гораздо более сжатые сроки, чем их соперники.
Когурэ и Акао утверждают, что система структурирования качества работает лишь тогда, когда она применяется как часть TQC. При этом она считается одной из наиболее значительных разработок, вышедших из концепции всеобщего контроля качества, за последние тридцать лет. По словам Хисаси Такасу из отдела планирования и координации TQC компании Kobayashi Kose, метод структурирования качества дает следующие преимущества:
• облегчает выявление причин претензий потребителя и упрощает их устранение;
• является полезным инструментом для повышения качества продукции;
• служит полезным инструментом анализа конкурентоспособности и качества продукции;
• стабилизирует качество;
• сокращает количество брака и доработок на производстве;
• значительно снижает количество претензий.
Еще одно преимущество структурирования качества — сокращение времени, требуемого для создания новой продукции, причем иногда в полтора-два раза.
Всеобщий уход за оборудованием (TPM)
Хотя термин TPM (Total Productive Maintenance — всеобщий уход за оборудованием) не так хорошо известен за пределами Японии, как TQC, в настоящее время он практикуется в значительной части японских производственных компаний при всемерной поддержке со стороны Japan Institute of Plant Maintenance. В то время как TQC делает основной акцент на общее совершенствование качества управления, TPM направлен на улучшение работы оборудования. Таким образом, первый больше ориентирован на «бумагу», а второй — на «железо». Как определил Japan Institute of Plant Maintenance, «TPM направлен на максимальное повышение эффективности оборудования при помощи всеобщей системы профилактического обслуживания на протяжении всего срока его эксплуатации. TPM предполагает, что сотрудники на всех уровнях, как индивидуально, так и в составе малых групп, будут на постоянной основе заниматься обслуживанием оборудования. Важная часть как TPM, так и TQC — обучение, в первую очередь, основам того, как работают машины и как обслуживать и эксплуатировать их в цехе».
Компании, успешно применяющие TQC, награждаются премией Деминга и Японской премией по контролю качества. Фирмам, успешно внедряющим TPM, Japan Institute of Plant Maintenance присуждает премию за достижения в обслуживании оборудования и другие награды.
До сих пор большинство компаний, использующих TPM, были производителями автомобилей или комплектующих для них. Поскольку TQC и TPM в поисках путей общего совершенствования делают акцент на разные аспекты, многие из этих компаний периодически применяли и то и другое, стремясь повысить корпоративные показатели.
Topy Industries’Ayase Works, предприятие среднего размера по производству автомобильных колес, на котором работает 660 человек и эксплуатируется около 800 единиц оборудования, в 1980 г. приняло решение о применении TPM. До этого момента усилия менеджмента были направлены на повышение эффективности труда рабочих, оптимизацию распределения ресурсов и совершенствование систем. Однако руководство понимало, что дальнейшее движение вперед затруднительно, если не заняться производительностью оборудования. В нынешний период медленного экономического роста оптимальное использование оборудования становится не менее важным, чем людские ресурсы или совершенствование систем.
Высший менеджмент Topy Industries’Ayase Works заявил, что компания должна приложить усилия для того, чтобы остаться рентабельной, даже если ей придется работать при загрузке менее 80%. TPM применялся как средство достижения этой цели.
На этом предприятии TPM состоял из трех основных составляющих: 1) создание системы, при которой каждый лично и добровольно участвует в уходе за оборудованием и работает над устранением четырех основных причин его неэффективности (поломки, проблемы с литьем, время замены инструментов и дефекты); 2) улучшение навыков решения проблем бригадами техобслуживания и участие в стратегии кайдзен, нацеленной на нуль поломок; и 3) улучшение возможностей разработок в таких областях, как инструменты и пресс-формы, время смены инструментов, проектирование инструментов, дефекты и ремонт.
Внедрять TPM компании Ayase Works помогал Japan Institute of Plant Maintenance. На заводе прошли обучение 70 бригадиров и других лидеров, которым преподали основные навыки обслуживания и эксплуатации оборудования, включая правила его смазки, затягивания болтов и гаек, основы электрики, гидравлики, пневматики и работы механизмов приводов. Чтобы добиться надлежащего качества, на каждую тему отводилось четыре часа. Те, кто проходил обучение, узнали, например, что избыток смазки может привести к перегреву станка. Затем бригадиры и другие лидеры начали обучать рабочих на местах.
TPM на Ayase Works проходил в семь этапов, при этом в каждом из них принимали участие рабочие, добровольно вошедшие в состав малых групп.
Этап 1: наведение порядка на предприятии (с участием всех в поддержании чистоты на рабочем месте).
Этап 2: выявление причин проблем и мест, где трудно осуществлять уборку, принятие соответствующих мер.
Этап 3: разработка стандартов по чистке и смазке.
Этап 4: проверка системы в целом.
Этап 5: установка стандартов для процедур добровольного контроля.
Этап 6: проверка, все ли в порядке и на месте.
Этап 7: развертывание политики.
Микиро Кикути, директор Ayase Works, убежден, что именно с уборки, очистки оборудования и других работ по приведению предприятия в порядок надо начинать любые действия по совершенствованию. Хотя уборка может показаться делом несложным, именно она позволяет преодолеть одно из самых трудных препятствий, поскольку после удаления грязи на оборудовании гораздо легче выявить слабые места. Например, на чистой поверхности сразу видны трещины. Действительно, уборка стала весьма популярным методом выявления недостатков.
Если уборка рабочего места и чистка оборудования вошла у рабочих в привычку, они приучаются к дисциплине. В течение первых месяцев после внедрения TPM каждый сотрудник Ayase Works, будь то менеджер или рабочий, подметал вокруг станка или стола и приводил в порядок свое рабочее место каждую вторую пятницу после обеда. В это время завод работал не на полную мощность, и у сотрудников было достаточно времени для уборки. Люди выработали огромное уважение к своему оборудованию, и чтобы цех оставался чистым, опрятным и безопасным, они даже во время летних отпусков приходили, чтобы сделать уборку. Когда на предприятии стало больше работы и приходилось наводить порядок в сверхурочное время, руководство оплачивало переработку.
На этапе 2 рабочие активно искали слабые места и определяли, могут ли они решить проблему сами или требуется привлечение специалиста. В прошлом бытовала практика оставлять устранение недочетов бригаде наладчиков, но теперь люди были обучены и готовы ликвидировать небольшие неисправности самостоятельно. На этом этапе рабочие выявили множество станков и механизмов, которые требовали смазки, но до этого просто не доходили руки.
Всего на Ayase Works было проверено 240 000 болтов и гаек, которые затянули и пометили полосой белой краски, которая проходила по болту и гайке одновременно. Сегодня рабочему, который в конце дня посвящает несколько минут приведению в порядок своего рабочего места, достаточно взглянуть на эту линию, чтобы увидеть, хорошо ли затянута гайка (если белая черта не образует единой линии, значит, надо подтянуть).
За три года в этой компании было выявлено 9000 неисправностей оборудования и установлено 130 механизмов «защиты от дурака». Хотя концевые выключатели использовались на предприятии и раньше, стандартов по их установке и эксплуатации не было. Сегодня на Ayase Works установлено 1467 усовершенствованных концевых выключателей. Число поломок оборудования (любая неполадка, в результате которой линия останавливается на три или более минуты) было снижено с 1000 в месяц до применения TPM до всего лишь 200 в настоящее время. Утечки масла за тот же период уменьшились с 16 000 до 3000 литров.
Не остались в стороне и бригады наладчиков, хотя характер их труда изменился. Теперь они занимаются диагностикой оборудования, выполняют сложные работы, связанные с эксплуатацией и обслуживанием, и обучают операторов-станочников самостоятельно выполнять простые операции.
Рабочие гордятся своими чистыми и опрятными цехами, что положительно влияет на их моральное состояние и отношение к оборудованию. Одним из неожиданных дополнительных позитивных результатов внедрения TPM стало то, что персонал Ayase Works, занимающийся продажами, теперь стремится привести на завод потребителей, используя осмотр предприятия как средство маркетинга.
TPM явно пошел Ayase Works на пользу. К тому моменту, когда спустя три года в 1983 г. компания была награждена премией за достижения в обслуживании оборудования, улучшение практически по всем показателям было налицо.
Производительность труда: | возросла на 32% |
Число поломок оборудования: | снизилось на 81% |
Время смены инструментов: | снизилось на 50–70% |
Коэффициент использования оборудования: | повысился на 11% |
Потери от дефектов: | снизились на 55% |
Коэффициент оборачиваемости запасов: | возрос на 50% |

