ПРАКТИКА КАЙДЗЕН
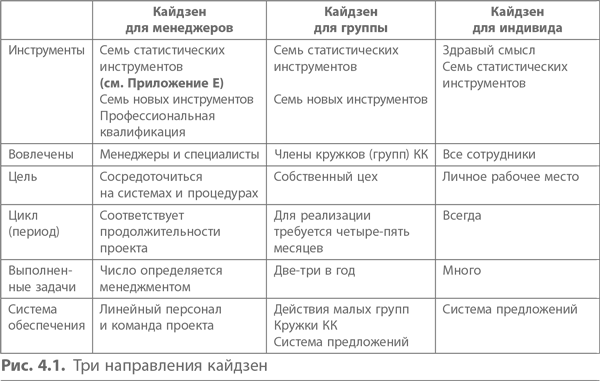
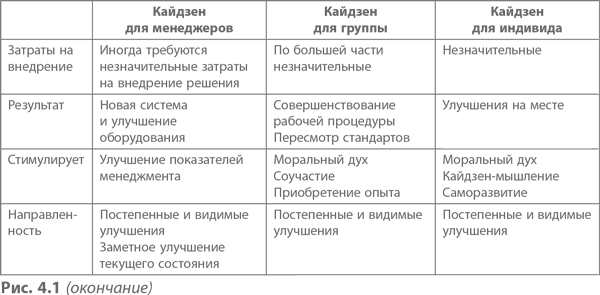
Мы рассмотрели японский и западный подход к прогрессу и совершенствованию. В частности, сравнили японскую философию кайдзен с акцентом Запада на инновации, воспринимаемые как источник прогресса. В программе кайдзен можно выделить три направления, отличающиеся сложностью и уровнем улучшений: 1) кайдзен для менеджеров; 2) кайдзен для группы и 3) кайдзен для индивида (см. рис. 4.1). Давайте более подробно рассмотрим эту детализацию.
Кайдзен для менеджеров
Первая составляющая программы — это кайдзен, ориентированный на менеджмент, поскольку он направлен на решение ключевых вопросов логистики и стратегии, на прогресс в целом и мораль.
Поскольку кайдзен — дело всех и каждого, менеджер обязан улучшать свою работу. Японские руководители считают, что должны уделять совершенствованию по меньшей мере 50% своего времени. Проекты кайдзен, которые приходится рассматривать менеджменту, требуют высочайшей квалификации в области решения проблем, а также специальных и инженерных знаний, хотя иногда достаточно семи статистических инструментов (см. Приложение Е). Они явно касаются работы менеджера, часто предполагают взаимодействие сотрудников разных подразделений, которые, объединяясь в команду, решают межфункциональные проблемы.
Недавно я посетил европейскую фирму, производящую электронику, и обсуждал с инженерами возможности совершенствования на рабочих местах. В ходе беседы один из них сказал, что, когда он предлагает новый, отличный от прежнего метод работы, босс обязательно спрашивает, каков ожидаемый экономический эффект от введения этого изменения. Если сотрудник не может гарантировать, что внедрение даст финансовые преимущества, начальник просто кладет его предложение под сукно.
Возможности совершенствования есть повсюду. Недавно один японский инженер при посещении американского сталелитейного завода пришел в ужас, увидев в коридоре груду стальных листов, «напоминающую падающую Пизанскую башню». Его тревогу вызвали две причины: во-первых, эта неустойчивая конструкция представляла реальную угрозу безопасности рабочих, а, во-вторых, лежащие без движения деньги, вложенные в эту гору металла, были не менее реальной угрозой для благосостояния компании.
В цехах японских заводов на пол обычно нанесена специальная сетка с номерами, на которой отмечены места, отведенные для комплектующих, сырья и незавершенного производства. «На нашем заводе мы начали мероприятия по кайдзен с наблюдения за тем, как люди выполняют свою работу, — говорит Тайити Óно из компании Toyota, — поскольку это не требует никаких затрат». Следовательно, отправная точка для кайдзен — определить «потери» в движениях рабочего. На практике их выявление — одна из самых сложных проблем, поскольку эти нерациональные перемещения — неотъемлемая часть последовательности действий.
Тайити Óно приводит в пример рабочего, который устанавливает в пресс блок двигателя, подаваемый конвейером. Если на линии оказывается больше одного блока, рабочий не успевает их обработать и поэтому вынужден отодвигать назад, при этом образуется скопление подаваемых сборочных единиц. Такой труд, будучи весьма интенсивным, непроизводителен. Если менеджмент способен выявить потери времени при выполнении подобной производственной операции, можно повысить эффективность работы, исключив лишние движения. В приведенном примере, например, помещать блоки на конвейер по одному.
При осуществлении непрерывных операций важно обратить внимание на размеры и положение переключателей, разместив их поближе к рабочему месту. Для удобства их часто заменяют тумблерами. Иногда переключатель устанавливается на полу, чтобы рабочий мог просто наступить на него, не отвлекаясь от выполнения операции.
Человек, как правило, не замечает, что делает лишние движения. Например, рабочий, который обслуживает несколько станков, переходя от одного к другому, то и дело оглядывался назад. Когда Óно видел, что кто-нибудь на Toyota вел себя так, он кричал: «Не веди себя как скунс!» (Скунс, когда его преследуют, имеет обыкновение время от времени останавливаться и оглядываться назад.) Лишь после того, как эти ненужные движения были выявлены и устранены, говорит Óно, мы смогли перейти к следующей фазе кайдзен и заняться системами и станками. Его любимая поговорка: «Голова дороже денег».
Кайдзен для менеджмента может включать и групповые формы работы, такие, как команды кайдзен, команды проектов и группы решения проблем. Однако они отличаются от кружков КК, главным образом, тем, что в их состав входит менеджмент и организация их деятельности — часть его работы.
Кайдзен оборудования
Если взглянуть на кайдзен менеджмента через призму работы оборудования, мы вновь обнаружим практически неисчерпаемые возможности совершенствования. Хотя основной акцент сместился на встраивание качества в процесс проектирования, его обеспечение на этапе производства по-прежнему остается непременной составляющей контроля качества. Японский менеджмент полагает, что новое оборудование всегда требует дополнительного улучшения. Казалось бы, в этом нет нужды, поскольку большая его часть изготавливается по индивидуальному заказу. Но производственники прекрасно знают, что даже самое лучшее оборудование нуждается в доработке и совершенствовании в процессе эксплуатации. Поэтому большинство промышленных предприятий имеет собственные мощности для ремонта и даже производства станков.
На заводе Daihatsu Motor в Киото для сборки легковых автомобилей используются 102 промышленных робота. Сто из них были либо собраны прямо здесь, либо переделаны инженерами Daihatsu после приобретения у фирм-производителей.
Ётаро Кобаяси, президент Fuji Xerox, вспоминает слова одного профессора, который посетил сборочные заводы компании до того, как она приступила к TQC. (Позднее, в 1980 г., фирма получила премию Деминга для предприятий.) Осматривая поточную линию, профессор заметил: «Господа, это не производственное предприятие. У вас тут сборочная линия, устроенная на складе».
Обычно в процессе производства в цехе скапливается столько деталей, что, стоя в начале поточной линии, вы не видите ее конца. В сущности, склад тоже можно использовать для сборки. Одним из несомненных дополнительных преимуществ систем канбан и «точно вовремя» служит то, что после их внедрения прекрасно просматривается весь конвейер.
Изменение компоновки завода для повышения эффективности — одна из самых приоритетных задач, и усилия кайдзен всегда нацелены на сокращение длины конвейеров или их ликвидацию. Вот почему группа японских бизнесменов пришла в такое смятение, увидев, что на одном из европейских предприятий до сих пор используются устаревшие ленточные транспортеры.
На семинаре по канбан, контролю качества и менеджменту качества, организованном Cambridge Corporation в 1983 г. в Чикаго, Иллинойс, Грэхем Сперлинг, директор-распорядитель Mitsubishi Motors в Австралии, сказал следующее:
«В 1980 г. Mitsubishi приобрела Chrysler Company в Австралии. В 1977–78 гг. эта компания потеряла около $50 миллионов. Теперь рентабельность и эффективность Mitsubishi Motors в Австралии известна всем. Мы убеждены, что имеем самый высокий уровень производительности в австралийской автомобильной промышленности и выпускаем продукцию самого высокого качества.
Справедливости ради следует заметить, что, хотя начало данной программе совершенствования было положено до поглощения Chrysler и оно достигнуто благодаря австралийской команде менеджеров, процветанию нашей компании во многом помогли уроки, преподанные японскими специалистами».
По словам Сперлинга, Mitsubishi сумела достичь таких результатов с минимумом капиталовложений за счет внедрения ряда усовершенствований, в числе которых были сокращение запасов и изменение компоновки цехов. Прежнее расположение разрабатывалось исходя из особенностей планировки здания, но Mitsubishi пересмотрела эту концепцию и спроектировала помещение с учетом оптимальной компоновки. В результате стало возможным на 80% снизить запасы на линии и на 30% повысить показатели рабочих.
Излишки запасов скрывают множество проблем, и Mitsubishi обнаружила, что их минимизация выявляет разнообразные скрытые проблемы, требующие разрешения, позволяя компании преодолеть их одну за другой.
Говорит Сперлинг:
«Компоновка завода диктовалась контейнерами, поэтому мы решили: «Если нам нужен склад, давайте устроим склад, и пусть это будет хороший склад. Но если нам нужен завод, давайте сделаем завод, и пусть это будет хороший завод». Мы поняли, что нужно делать контейнеры, которые вписываются в компоновку. Еще лучше там, где возможно, избавиться от них вовсе. Результат превзошел все ожидания. Ликвидировав их, мы сократили поточную линию и, таким образом, сделали еще один шаг к минимизации запасов».
На освободившихся в результате площадях были установлены столы для пинг-понга.
Этот опыт убедил Сперлинга в том, что менеджменту завода надо решить пять задач:
1. Стремиться к наивысшему качеству при максимальной эффективности.
2. Обслуживать минимум запасов.
3. Ликвидировать тяжелую работу.
4. Использовать инструменты и оборудование, позволяющие повысить качество и эффективность, одновременно облегчая труд.
5. Стимулировать стремление к постоянному совершенствованию на основе командной работы и сотрудничества.
Сперлинг добавляет:
«Я твердо уверен, что японский рабочий ничуть не более исполнителен и предан делу, чем его австралийский собрат, но его более умело направляют и им лучше управляют. Менеджмент на японских заводах работает более качественно, к чему рабочий привык и ценит это. Лучшие руководители обеспечивают лучшую мотивацию и лучшую подготовку, что повышает производительность и качество продукции».
На группу из 12 менеджеров, работающих в отделе по производству носителей информации компании 3M (Data Recording Products Division), произвели большое впечатление выступления Грэхема Сперлинга, Тайити Óно и других лекторов, и они решили внедрить контроль качества на заводе в Уэзерфорде (Оклахома), где 3М производила дискеты. Новая политика заключалась в том, чтобы не допускать поступления дефектных деталей на следующую стадию и требовать остановки конвейера, если этого требовало обеспечение качества. Среди принятых мер были: устранение ненужных шагов, ликвидация лишнего оборудования, производств и т.д., а также перемещение контроля на поточную линию для ускорения обратной связи.
Добиться поддержки работы на таких принципах было непросто. Когда я посетил завод в Уэзерфорде осенью 1983 г. и завел речь об участии и заинтересованности всех сотрудников, что служит ключевым моментом кайдзен, директор предприятия вдруг перебил меня и сказал: «Беседа с вами, мистер Имаи, ободряет и обнадеживает меня не меньше, чем беседы с моей мамой, которую я не видел уже несколько месяцев!»
Работа по совершенствованию рабочих процессов и сокращению запасов привела в Уэзерфорде к следующим переменам:
• совершенствованию планирования загрузки производственных мощностей;
• изменению компоновки цехов;
• изменению методологии планирования;
• интенсификации процесса производства и модификации оборудования;
• введению права на остановку линии;
• трансформации системной философии.
В результате этих усилий произошло впечатляющее сокращение незавершенного производства: за 18 месяцев оно снизились по предприятию в целом на 3/4, а на одной из линий — в 16 раз.
Сегодня пространство для хранения продуктов незавершенного производства строго ограничено, а тележки с запасами могут стоять только в специально отведенных местах. Если место занято и следующую тележку некуда поставить, производство останавливается. Для обозначения концепции «точно вовремя» вместо термина «канбан» здесь используется понятие «плечом к плечу» (Nip & Tuck).
Лидер команды повышения качества на заводе в Уэзерфорде поддерживает энтузиазм своих подчиненных и заинтересованность в кайдзен не хуже капитана команды болельщиков. Она поняла, что, если люди на личном опыте испытали радостное волнение, связанное с кайдзен, и увидели результаты своего труда, их воодушевление становится заразительным и передается товарищам даже без поддержки извне. На предприятии говорят, что кайдзен заразителен, как корь, поскольку лишь тот, кто болен сам, может заразить другого. Сейчас эта эпидемия охватила практически весь завод.
Когда я вновь посетил его в 1984 г., сотрудник, показывающий мне один из цехов, где работал он сам, представляя коллегу, который должен был провести меня по следующему цеху, назвал его своим «клиентом». Я сразу понял, что здесь не обошлось без вируса кайдзен. Во время моей последней поездки в 1985 г. я обнаружил, что с помощью менеджмента на заводе введена новая производственная система с самыми большими «чистыми комнатами» в США. Хотя ее можно рассматривать как инновацию, повсюду заметны последствия внедрения кайдзен. Так, пол сделан таким образом, что производственные ячейки можно перемещать в зависимости от изменяющихся требований. Рабочих поощряют за подачу предложений по оптимизации компоновки, а менеджеры говорили мне, что, когда на новом заводе устанавливались производственные линии, схема размещения оборудования менялась чуть ли не еженедельно.
Я заметил и изменения в понимании контроля качества на предприятии. Сегодня качество считается там делом всех и каждого, а в обязанности тех, кто непосредственно занимается этим вопросом, входят содействие реализации программ кайдзен, обмен информацией, обучение и создание атмосферы доверия и ответственности.
Производственная система «точно вовремя»: пример кайдзен для менеджмента
Рядом с заводом Motomachi компании Toyota стоит длинная очередь грузовиков с комплектующими для сборки автомобилей. Как только за ворота выезжает один грузовик, другой въезжает на территорию предприятия. Склада для комплектующих там нет. Так, мягкие сиденья подаются к технологической линии прямо с грузовика.
Производственная система Toyota сейчас привлекает самое пристальное внимание в Японии и за рубежом, поскольку это одна из немногих компаний, которые пережили нефтяные кризисы, сохранив высокий уровень рентабельности. Об успехе Toyota говорит многое. Например, компания совершенно свободна от задолженностей. По уровню прибылей она не отстает от крупнейших японских банков.
Toyota славится своей непревзойденной системой контроля качества, за что первой в Японии получила в 1966 г. престижную Японскую премию по контролю качества (Japan Quality Control Prize). На сегодняшний день, кроме нее, этой награды удостоились только семь компаний. Более того, Toyota известна и своей системой подачи предложений. Производственная система Toyota, которую иногда называют канбан, по всеобщему признанию, значительно превзошла метод научной организации труда Тейлора и конвейерный способ массового производства Форда.
Инициатором создания этой уникальной системы был Тайити Óно, который заявлял, что она родилась из потребности разработки системы производства, позволяющей выпускать малые серии автомобилей разного класса. Такой подход — полная противоположность западной практике производства огромного количества одинаковых автомашин. В то же время Óно решил устранить все виды издержек. С этой целью он сгруппировал потери в ходе производственного процесса следующим образом:
1. Перепроизводство.
2. Потери машинного времени.
3. Потери, связанные с транспортировкой изделий.
4. Потери в обработке.
5. Потери, связанные с наличными запасами.
6. Потери, связанные с лишними движениями.
7. Потери в виде дефектных деталей.
Óно понимал, что корень зла лежит в перепроизводстве, которое ведет к издержкам в других сферах. Чтобы решить проблему потерь, он разработал производственную систему, структура которой характеризовалась двумя особенностями: 1) концепцией «точно вовремя» и 2) наличием дзидока (автономизации).
Концепция «точно вовремя» предполагает, что на каждой стадии производства в данный момент времени должно подаваться строго определенное число требуемых заготовок. Применение этой концепции на практике означает пересмотр привычных представлений. Обычно изделия доставлялись на следующую стадию производства по мере их готовности. Тайити Óно перевернул этот порядок, и теперь тот, кто выполняет очередную операцию, должен сам «вытянуть» требуемое ему число деталей с предыдущей стадии. Это нововведение позволило значительно сократить запасы.
С того момента, как Óно разработал концепцию канбан и опробовал ее на процессах механической обработки и сборки в 1952 г., до ее внедрения на всех предприятиях Toyota прошло 10 лет. Когда такая производственная система начала действовать, Óно принялся распространять ее на поставщиков. Он начал с того, что пригласил их осмотреть свой завод и отправил к ним своих инженеров для консультаций. В результате совместных усилий Toyota и ее поставщиков была реализована система поставки комплектующих по системе «точно вовремя».
Канбан — это бирка, которая используется в системе как инструмент коммуникации. Она прикрепляется к каждому ящику с заготовками, подающемуся на сборочную линию. Поскольку детали «всасываются» по потребности, то, когда они израсходованы, канбан возвращается обратно, свидетельствуя о том, что работа выполнена, и одновременно превращаясь в заказ на новую партию. Привлекательность этой системы в том, что канбан регулирует приток деталей и узлов на сборочную линию и минимизирует процессы, в результате, например, утром на завод может быть доставлен блок двигателя, а вечером из ворот выехать готовый автомобиль. Таким образом, канбан представляет собой инструмент производственной системы Toyota, но это вовсе не значит, что этим она и ограничивается.
Система «точно вовремя» имеет следующие преимущества: 1) ограничение времени цикла; 2) сокращение непроизводительных затрат времени; 3) уменьшение запасов; 4) лучший баланс различных процессов; 5) выявление проблем.
Основная структурная особенность производственной системы Toyota — это дзидока (автономизация — не путайте с автоматизацией). Этот неологизм был создан для обозначения оборудования, конструкция которого предполагает автоматическую остановку механизма при возникновении неполадок. В производственной системе Toyota все оборудование оснащено такими устройствами; при производстве дефектной детали станок останавливается и система выключается. Чтобы предотвратить повторное возникновение ошибки, требуется тщательная отладка; принятия мер первой помощи недостаточно. Тайити Óно утверждает, что это привело к прорыву в концепции производства. Рабочий должен заниматься обслуживанием оборудования лишь тогда, когда случается сбой, если же все нормально, то делать ничего не надо. Дзидока позволяет одному человеку обслуживать много станков одновременно, что резко повышает его производительность.
Такая система существенно расширяет круг его обязанностей и требует более высокой квалификации. Рабочий, со своей стороны, должен стремиться к расширению своих навыков. Кроме того, такой подход приводит к большей гибкости в компоновке оборудования и производственных процессов. Эта концепция распространяется и на операции ручной сборки, позволяя рабочему останавливать линию, если он обнаружит, что что-то не в порядке.
Опасность, которую таит в себе современная автоматизация, заключается в перепроизводстве деталей без учета требований последующих процессов. Поскольку обычное автоматическое оборудование не оснащается устройствами самодиагностики, одна-единственная неисправность может привести к тому, что целая партия деталей окажется дефектной. Чтобы предотвратить это, в каждый станок на Toyota встраивается автостоп.
Посетителю, оказавшемуся на заводе Toyota, сразу бросаются в глаза большие сигнальные табло, свисающие с потолка. При остановке станка на них высвечивается его идентификационный номер, чтобы оператор знал, каким механизмом ему надо заняться.
Производственная система Toyota построена таким образом, чтобы круглый год уравновешивать поток производства различных изделий в ячейках во избежание пиковых нагрузок в такие периоды, как конец месяца. По-видимому, она более успешно удовлетворяет запросы меняющегося мира, для которого характерны медленные темпы развития и многообразие потребительских запросов.
Нетрудно догадаться, что в основе системы Toyota лежат кайдзен и TQC. Если бы на всех стадиях производства, включая поставщиков, не поддерживался высочайший уровень качества, оборудование останавливалось бы постоянно. То, что пять из восьми предприятий, которые были удостоены Японской премии по контролю качества (Japan Quality Control Prize), принадлежали компаниям группы Toyota — не случайное совпадение.
Компания успешно применяет кайдзен в таких областях, как компоновка заводов, серийное, а не непрерывное производство, при частых переналадках оборудования и перестановках людей. Иными словами, концепции канбан и «точно вовремя» представляют собой результаты работы по совершенствованию во всех этих сферах, а сокращение запасов — венец общих усилий. Работа Toyota по использованию кайдзен в этих жизненно важных направлениях привела к тому, что оборачиваемость оборотных средств компании в 10 раз выше, чем у американских автомобилестроителей.
Дзэндзабуро Катаяма, помощник менеджера отдела содействия TQC в Toyota Motors, говорит:
«Производственная система Toyota, в двух словах, представляет собой систему, гарантирующую производство и подачу к сборочной линии такого количества деталей и комплектующих, которое требуется для бесперебойной сборки. Она изменяется и улучшается изо дня в день. Люди иногда называют ее «системой без запасов», однако это неверно. У нас всегда есть некоторый резерв, поскольку известный уровень запасов нужен, чтобы производить определенное число изделий за конкретный отрезок времени.
На сборочной линии к передку корпуса каждой автомашины прикрепляется карточка. В процессе сборки на основании записанных на ней кодов и номеров отбираются детали и комплектующие. Можно сказать, что с ее помощью будущий автомобиль говорит вам: «Я хочу стать машиной, у которой есть то-то и то-то».
Например, на карточке может быть указано, что для этой машины требуется левосторонний руль или автоматическая трансмиссия. Рабочий на конвейере выбирает сборочный узел в соответствии с этими указаниями. Иногда такой метод называют визуализируемым менеджментом. Иными словами, мы можем контролировать процесс работы, глядя на карточку.
Для совершенствования производственной системы используются ноу-хау и идеи рабочих. Например, они предложили использовать на карточке, прикрепленной к корпусу машины, цветовые обозначения, которые помогают избежать ошибок. Чтобы такая система работала, нужен дисциплинированный и хорошо обученный персонал.
Еще одна особенность состоит в том, что, взяв ее на вооружение, вы будете терять деньги при адаптации, если качество деталей неудовлетворительно. Как только на сборку поступает некачественная деталь, линия останавливается.
На Toyota, обнаружив дефектную деталь, мы останавливаем всю линию. Поскольку все операции согласованы между собой, при остановке одного завода эффект распространяется и на предшествующие процессы и, естественно, на завод Kamigo, где делают двигатели. Если простой продолжается, все предприятия прекращают работу.
Остановка завода — серьезная неприятность для менеджмента. И все же мы идем на это, поскольку верим в контроль качества. А если уж решаемся на такой серьезный шаг, то обязаны найти причину проблемы и принять меры для того, чтобы она никогда не возникла вновь.
Например, рабочий на заводе Tsutsumi имеет право нажать кнопку «стоп», если обнаружит, что двигатели, которые поступают с завода Kamigo, неисправны. Ничто не побуждает его останавливать линию, но ему дано право нажать «стоп», если он обнаружит хоть что-то необычное.
Обнаружив, что линия не работает, инженеры и мастера бросятся выяснять, что не в порядке, и поймут, что причина остановки — дефектные двигатели. Если они действительно неисправны, специалисты с Kamigo немедленно отправятся на Tsutsumi, чтобы изучить проблему.
В течение этого времени все заводы будут стоять, и ни одна машина не сойдет с конвейера. Но, что бы ни случилось, мы обязаны найти причину. Одна из особенностей японского контроля качества состоит в том, что он создает качественные процессы.
Еще одно отличие производственной системы Toyota — ее подход к обработке и использованию информации. Когда для управления производством и диспетчеризации оказывается недостаточно компьютера, мы используем канбан, или карточки, прикрепленные к корпусу автомобиля на сборочном заводе.
В нормальных условиях изделия (детали) и информация разделены. На Toyota каждое изделие (деталь) сопровождается собственной информацией и знаками.
Мы ожидаем от наших рабочих, что они будут «шевелить мозгами» при чтении и интерпретации информации и знаков на бирках канбан, и ждем от них участия в совершенствовании системы путем подачи новых идей.
При таком подходе, даже если рабочий делает ошибку при сборке, выбрав не ту деталь, его оплошность будет носить единовременный характер и не распространится на следующую операцию.
Чтобы сохранить свежими мясо и фрукты, вы кладете их в холодильник. В определенном смысле железо тоже портится. Технология не стоит на месте, появляются новые инженерные решения, и кусок железа устаревшей конструкции представляет собой примерно то же самое, что сгнивший фрукт. И от того, и от другого мало толку».
Я бы сказал, что информация тоже портится. Если она собрана, но не используется должным образом, то портится чрезвычайно быстро. Менеджер, который не направляет информацию заинтересованным сторонам, и руководство, у которого нет системы ее использования, оказывают компании медвежью услугу и создают огромные потери в виде упущенных возможностей и потерянного времени.
Проблема многих менеджеров заключается в том, что они считают информацию источником власти и пытаются контролировать подчиненных, распоряжаясь ею монопольно. Они часто идут на это, рискуя эффективностью организации и порой совершенно не представляя ценности информации и той пользы, которую она может принести, если попадет в нужный момент нужным людям.
Даже когда менеджер по-настоящему заинтересован в том, чтобы поделиться накопленными данными со своими коллегами, общение часто затруднено из-за территориальной разобщенности. С этой проблемой сталкиваются многие транснациональные корпорации и компании США. Как вы будете делиться сведениями о разработке нового изделия, если отдел сбыта находится в Денвере, штат Колорадо, главное конструкторское бюро — на 128‐м шоссе в штате Массачусетс, а завод-изготовитель — в Шаумбурге, штат Иллинойс? Но дело не только в расстоянии. Более существенным препятствием может оказаться психологическое сопротивление людей, которое менеджмент должен преодолевать с открытым забралом, если он намерен внедрять кайдзен в сфере сбора, обработки и использования информации.
Совершенствование систем
Руководству следует направить свои усилия на совершенствование систем, а это — одна из важнейших задач кайдзен для менеджмента в области планирования и контроля, процессов принятия решений, организации и информационных систем. Способствовать решению проблем в этих сферах могут такие новые концепции управления, как межфункциональный менеджмент, развертывание политики и структурирование качества. Естественно, для проектов, связанных с системным совершенствованием, используются «Семь новых» инструментов TQC.
Если менеджерам не удается сформировать такую систему, а их работа носит характер неупорядоченной и несистематической деятельности в таких сферах, как подача предложений и кружки КК, можно достичь лишь временного успеха. Именно поэтому при внедрении TQC и кайдзен не обойтись без заинтересованного участия высшего менеджмента. Кайдзен охватывает весь спектр деятельности, связанной с бизнесом, начиная с методов работы в цехе, модернизации оборудования и кончая улучшением систем и процедур. Совершенствование имеет повсеместный характер, поэтому многие представители высшего менеджмента в Японии считают, что работа по кайдзен занимает 50 процентов их времени.
Кайдзен для группы
Кайдзен для группы, как постоянная форма работы, представлен кружками КК, JK-командами (дзисю канри — самоуправляемыми) и другими видами малых групп, использующих для решения проблем различные статистические инструменты. Кайдзен для группы требует применения полного цикла PDCA и предполагает, что члены команды должны не только выявлять проблемы, но и уметь искать и анализировать их причины, принимать и тестировать контрмеры и устанавливать новые стандарты и/или процедуры.
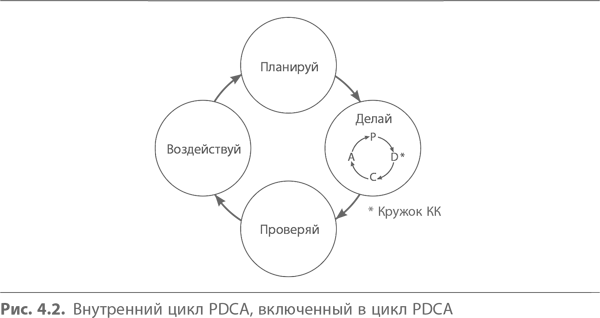
В рамках такой постоянной работы члены группы вовлечены в процесс решения проблем и принятия решений. Это предполагает, что цикл PDCA включает внутренний цикл PDCA на стадии «делай» (см. рис. 4.2). Работа кружков КК и иных групп ограничена кругом проблем, возникающих в цехе, но благодаря тому, что каждый овладевает искусством их решения, кайдзен позитивно отражается на морали людей.
Групповая работа может носить и временный характер, если речь идет о предложениях, которые подают маленькие коллективы, сформированные специально для данного случая. Зачастую входящие в их состав сотрудники обучены использованию статистических и аналитических инструментов, но, как только цель достигнута, кружок прекращает свое существование.
При внедрении кайдзен как для группы, так и для индивида весьма существенно, чтобы менеджмент должным образом понимал роль рабочих и всемерно поддерживал такую деятельность. В связи с этим Наоми Ямаки, президент Mitsubishi Space Software, говорит:
«Очевидно, сегодня рабочих уже не удовлетворяет обычный, монотонный труд, какое бы денежное вознаграждение они ни получали. Люди хотят, чтобы их работа включала творческие аспекты, которые предполагают осмысление и пересмотр принципов ее реализации.
Важно, чтобы менеджмент был готов изменить подход к задачам рабочего, позволяя ему почувствовать значимость своего дела. Человек испытывает потребность не только в физической нагрузке, но и в умственном труде.
Такая перестройка мышления означает ломку сложившихся представлений о функциях менеджера и рабочего. В соответствии с традиционным разделением труда считалось, что менеджеры должны планировать, управлять и контролировать, а рабочие — только исполнять. То есть менеджер решает, что и как надо сделать, и дает подчиненным подробные инструкции. Те, со своей стороны, бездумно выполняют свою работу в точном соответствии с полученными указаниями.
Однако современные рабочие хотят работать не только руками, но и головой, используя как свои физические возможности, так и умственные способности. В результате такого переосмысления распределения обязанностей между рабочими и менеджерами первый планирует, делает и контролирует, а второй стимулирует стремление людей повышать производительность своего труда. Таким образом, роль менеджмента сводится к планированию, лидерству и контролю, при этом каждый руководитель отвечает за лидерство подчиненных и их поддержку.
В основе философии нового представления о распределении обязанностей лежит стремление делегировать рабочим как можно больше функций, связанных с планированием и контролем, что стимулирует повышение производительности и качества их труда.
Обычно на японском предприятии в каждом цехе есть уголок, где представлена информация о мероприятиях, проводимых на рабочем месте, таких, как подача предложений и работа малых групп. Иногда здесь же собраны инструменты, улучшенные по предложению рабочих, и представители других цехов могут позаимствовать идеи своих товарищей.
На Mitsubishi Electric эти места называются уголками кайдзен, и там подобраны различные инструменты и механизмы, что позволяет всем воспользоваться улучшениями, сделанными по предложению малых групп или отдельных сотрудников.
На каждом заводе Mitsubishi Electric есть несколько «людей кайдзен». Это производственные рабочие с большим стажем, которые временно освобождаются от повседневных обязанностей и ходят по предприятию, изыскивая возможности улучшений. Опытные рабочие назначаются на должность людей кайдзен примерно на шесть месяцев, после чего их сменяют другие.
Малые группы, включая кружки КК, играют весьма важную роль в стратегии кайдзен в Японии. Более подробно их деятельность и ее значение для менеджмента будут рассматриваться далее.
Деятельность малых групп
В пределах компании на добровольной основе формируются неформальные малые группы, которые решают конкретные задачи в цехе. В зависимости от целей своей деятельности они могут иметь множество различных форм: «группы большого брата» (big-brother groups), «группы старшей сестры» (big-sister groups), кружки КК, движение за ноль дефектов, движение за работу без ошибок, движение за повышение уровня качества, JK (дзисю канри — самоуправление), коллекционирование мини-идей (mini think tanks), группы подачи предложений, группы безопасности, движение за вовлеченность, комиссии по производительности, группы управления по целям и цеховые дискуссионные группы. Многие малые группы первоначально создавались как стимул для взаимного развития их участников.
В предпринимательских кругах Японии есть два повальных увлечения. Одно из них — TQC, а другое — деятельность малых групп. Эти две темы стали столь популярны среди японских бизнесменов, что, если в названии новой книги есть одно из вышеперечисленных слов, она тут же будет распродана по меньшей мере в количестве 5000 экземпляров. Практически во всех книжных магазинах можно увидеть новинки по этой тематике.
Последние 30 лет японские компании не покладая рук трудились над повышением качества. Они использовали для этого практически все имеющиеся средства, в том числе статистические инструменты, TQC и кружки качества. Японские предприниматели твердо убеждены, что миссия любой компании — производить качественную продукцию и удовлетворять запросы рынка.
Кружки КК появились, когда в 1962 г. был создан новый журнал, который позволял рабочим и бригадирам вместе учиться и овладевать современными знаниями и методами контроля качества. Образованные первоначально как учебные группы, кружки КК позднее перенесли акцент своей деятельности на решение задач в цехе, где они использовали изученные ранее методы. Отказавшись от традиционного контроля качества, который представлял собой, прежде всего, проверку, японский менеджмент занялся решением этой задачи в ходе производственного процесса и на этапе разработки новой продукции. Теперь концепция контроля качества понимается еще шире, поскольку предполагается включить в его сферу поставщиков и субподрядчиков. В то время как изначально он был сориентирован на производство и технологический процесс, все больше компаний распространяет его на такие сферы, как делопроизводство, продажи и обслуживание.
Возможно, одно из самых удивительных открытий, сделанных японскими менеджерами за последние 30 лет, состоит в том, что контроль качества окупается. Он позволяет не только повысить качество, но и увеличивает производительность, снижая затраты. При этом отличное качество продукции позволяет назначать более высокую цену (premium price). Оказалось, что стремление максимально удовлетворить потребителя, повышая качество продукции, автоматически ведет к повышению производительности и корпоративной эффективности труда. Неудивительно, что среди японского менеджмента царит культ TQC. Сегодня контроль качества — это не просто один из подходов к проведению разработок и организации производства. Он превращается в разнообразный инструментарий управления, позволяющий охватить всю компанию, от высшего менеджмента до рабочих.
Хотя в первую очередь руководство стремится к повышению производительности, качество — общая забота рабочих и менеджеров. Когда менеджмент просит своих сотрудников повысить производительность труда, те отвечают: «Зачем? Разве это не значит, что нам придется более напряженно работать? Что нам это даст?» Но кто же будет возражать, если руководители приглашают рабочих к сотрудничеству, говоря: «Давайте поговорим о качестве». В конечном счете, качество — единственный путь сохранить конкурентоспособность и удовлетворить потребителя. Японский менеджмент обнаружил, что работа по повышению качества автоматически ведет к повышению производительности. Без фундамента в виде надлежащего контроля качества невозможно внедрение таких революционных идей, как производственная система канбан на Toyota.
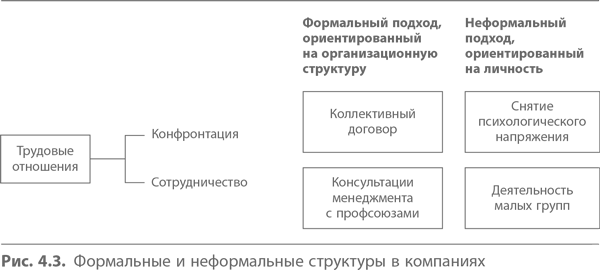
У трудовых отношений есть два направления: 1) конфронтация — сотрудничество и 2) формальная — неформальная организация. Это иллюстрирует рис. 4.3. Деятельность малых групп представляет собой неконфронтационный, неформальный путь решения проблем и внедрения улучшений. Западный стиль, предполагающий переговоры о заключении коллективного договора, напротив, — конфронтационный и формальный.
Преимущества деятельности малых групп становятся очевидными вскоре после их создания:
1. Определение целей и работа команды с целью их достижения укрепляет чувство локтя.
2. Члены группы лучше распределяют обязанности и координируют роли.
3. Как рабочим и менеджерам, так и людям разного возраста становится проще найти общий язык.
4. Существенно улучшается мораль.
5. Сотрудники приобретают новые навыки и знания и обнаруживают большую готовность к сотрудничеству.
6. Группа действует самостоятельно и решает проблемы, которые иначе пришлось бы решать менеджменту.
7. Значительно улучшаются отношения между руководством и профсоюзами.
Хотя деятельность малых групп начиналась с создания неформальных добровольных организаций, сегодня в Японии они пользуются заслуженным уважением менеджмента и всех сотрудников компании.
Деятельность малых групп: кружки КК
В ноябре 1980 г. в Токио проходила XIX Ежегодная конференция лидеров кружков КК. На ней в течение трех дней было представлено 124 доклада об их деятельности в различных компаниях.
Большинство докладов касалось производства. Так, руководитель кружка КК из Kobayashi Kose говорил о том, как они справились с задачей устранения неровностей на поверхности губной помады. Кроме того, были представлены доклады об улучшении работы в офисе. Например, Sanwa Bank, один из крупнейших в Японии, имеет 2400 кружков КК, в которых участвуют 13 000 служащих. Со времени начала работы в 1977 г. они успели решить 10 000 проблем. Применительно к банковскому делу члены кружков вкладывают в понятие качества уровень обслуживания и степень удовлетворенности клиентов. Руководствуясь таким определением, они стремятся повысить качество работы в офисах компании.
В числе прочих сотрудники Sanwa Bank решают следующие вопросы: как снизить число ошибок в списках (erroneous listing), повысить эффективность рассылки почты, запомнить имена клиентов и увеличить частоту их визитов, сэкономить электроэнергию и канцелярские принадлежности, сократить сверхурочную работу, добиться открытия новых счетов и улучшить осведомленность служащих об услугах, которые оказывает банк. Все эти вопросы решались рядовыми сотрудниками, такими, как клерки и кассиры.
Лидер кружка качества из Kanzanji Royal Hotel, обычной гостиницы, расположенной в зоне горячих источников, рассказал, как они решили проблему подачи горячей темпуры из креветок 500 постояльцам одновременно, причем сделали это настолько успешно, что фирменное блюдо стало их наиболее привлекательным преимуществом. (Поскольку еду для большого числа клиентов приходится готовить заранее, во многих крупных курортных отелях она попадает на стол уже остывшей.)
Сатико Камата из Bridgestone Tire рассказала, как она вместе с еще четырьмя чертежницами (младшей из участниц было 19 лет) создала в конструкторском отделе «Кружок королевы пчел», чтобы усовершенствовать процесс изготовления чертежей для приспособлений и инструментов, используемых в производстве шин. Проводя еженедельные двухчасовые собрания, посвященные сбору и анализу соответствующей информации, члены кружка пришли к выводу, что при изготовлении чертежей они делают много лишней работы, и эту проблему можно решить при помощи фотокопировальных машин. «В результате, — сказала Камата, — нам удалось сократить время изготовления чертежей на 60 процентов. Обычно мы ежедневно работали в среднем по два часа сверхурочно, теперь же в этом отпала необходимость».
На Западе считается, что такие задачи, как повышение качества губной помады, подача горячей еды и сокращение затрат времени на изготовление чертежей, должен решать менеджмент, и заниматься ими поручают технологам или инженерам, ответственным за организацию производства. Однако все докладчики отмечали одну замечательную особенность: эти вопросы решались японскими рабочими по собственной инициативе, хотя и с благословения менеджмента, и членам кружков КК удавалось успешно найти путь, ведущий к повышению производительности и совершенствованию контроля качества.
По данным JUSE, организации, которая координирует движение кружков КК в государственном масштабе и содействует его расширению, в Японии существует более 170 000 кружков качества, официально зарегистрированных JUSE, и примерно вдвое больше действующих независимо от нее. Поскольку обычно в такой группе от шести до десяти членов, по приблизительной оценке, по крайней мере 3 миллиона рабочих и служащих в Японии непосредственно участвуют в деятельности кружков КК.
Кроме того, существует восемь региональных отделений, ведающих деятельностью кружков КК, каждое из которых проводит региональные встречи, где лидеры кружков рассказывают о своей деятельности и делятся опытом. Ежегодно проходит около 100 таких региональных собраний, а также полдюжины разного рода совещаний и конференций в масштабах страны, например Ежегодная конференция лидеров кружков КК.
Таким образом, деятельность кружков КК предполагает ведение работы в государственном масштабе, и на различных мероприятиях люди без труда могут ознакомиться с тем, что делают их единомышленники в других отраслях. В Японии насчитывается более 1000 лидеров, которые добровольно занимаются работой по организации таких встреч в масштабе регионов и всей страны, чтобы содействовать обмену информацией между членами кружков контроля качества.
Сегодня это движение расширилось настолько, что охватывает даже служащих фирм-субподрядчиков, чтобы было легче решать проблемы, общие для компании-потребителя и компании-поставщика. Кружки КК стараются привлечь к участию в работе также и фирмы, где много домохозяек, работающих на неполную ставку.
Кружки КК, действующие сегодня более чем в половине японских компаний, начали свою деятельность в 1962 г. при содействии JUSE. Рабочие и служащие создавали такие кружки не с целью повышения производительности или контроля качества, а по собственной инициативе, чтобы сделать свой труд более осмысленным и привлекательным, содержательным и значимым. Обычно такая группа начинала с того, что бралась за решение проблем, с которыми сталкивались ее члены в своей работе. Начав с вопросов организации труда и соблюдения безопасности, члены кружков КК постепенно перешли к решению более сложных задач. Повышение производительности и качества — лишь два показателя успеха их работы.
Поскольку деятельность кружков КК строится на добровольной основе, менеджмент никого не заставляет входить в их состав. Собрания кружка могут проходить во время работы или после нее. Если члены группы встречаются в нерабочее время, менеджмент может оплатить эти часы как сверхурочную работу, но поступает так далеко не всегда. В ряде случаев члены кружка обеспечиваются бесплатным питанием в кафетерии предприятия.
Когда кружок КК разворачивает свою деятельность, менеджмент порой оказывает ему содействие, определяя направления его работы, и, как правило, выражает признательность, если усилия людей приносят плоды. На практике во многих компаниях работу кружка КК, который внес заметный вклад в деятельность компании, отмечают вынесением благодарностей или иными наградами.
В соответствии с «Общими принципами работы кружков КК» (General Principles of the QC Circle), изданными JUSE, кружок КК определяется как малая группа, которая добровольно занимается контролем качества в цехе, где работают его члены. Ее работа — неотъемлемая часть общей программы компании, направленной на контроль качества, саморазвитие и взаиморазвитие, контроль потоков и улучшения в пределах цеха. В процессе совместного решения проблем члены кружков приобретают ценный опыт общения с коллегами. Своими находками они делятся не только с товарищами, но и с кружками, которые работают в других компаниях.
ДЕЯТЕЛЬНОСТЬ МАЛЫХ ГРУПП В KOMATSU
Недавно я получил письмо от американского студента, который изучает деловое администрирование. Он пишет: «Похоже, менеджеры в США не хотят примириться с тем фактом, что их сотрудники могут подавать весьма полезные идеи». Это заставило меня задуматься о роли менеджеров. По классическому определению, их задача — следить, чтобы работа была сделана. Они должны планировать, принимать решения, отдавать распоряжения подчиненным, говоря, что им следует делать, а затем следить, чтобы они их выполняли.
Однако по мере того как бизнес начинает определяться все более сложными параметрами, менеджеры все чаще обнаруживают, что не всегда располагают цифрами и фактами, которые нужны для такого планирования, выдачи распоряжений и отслеживания результатов.
Поскольку текущей производственной деятельностью фактически занимаются рабочие, которые гораздо ближе к этим проблемам, зачастую им проще принять решение, чем менеджеру. При этом возникает дополнительный положительный эффект — рост их морали. Однако менеджер должен быть восприимчив к проявлению инициативы своими рабочими.
Подача полезных предложений рабочими зависит не только и не столько от их творческих способностей, сколько от умения руководства стимулировать своих подчиненных. Если рабочие не предлагают никаких идей, скорее всего, это не их проблема, а менеджера.
Одна из основных особенностей японского движения КК — участие в нем сотрудников всех уровней. Вспоминая, как начиналась деятельность по контролю качества на Komatsu Ltd., Дзисаки Акацу, генеральный директор зарубежного отдела, говорит: «Полагаю, мы на Komatsu добились успеха, разворачивая движение КК, поскольку начали эту работу в тот момент, когда поняли, что компания на пороге кризиса». Движение КК на Komatsu началось в 1961 г., после того как Caterpillar объявила о создании совместного предприятия с Mitsubishi Heavy Industries, Ltd. в Японии. В это время годовой оборот Komatsu был в десять раз меньше, чем у Caterpillar, и все понимали, что компания не сможет уцелеть, если ее продукция по эксплуатационным характеристикам и цене не выдержит конкуренции с продукцией Caterpillar. Чтобы решить эту задачу, Komatsu развернула свою кампанию Maru-A, направленную на повышение конкурентоспособности, и центральной ее частью должен был стать TQC.
Успех TQC зависит, в первую очередь, от вовлеченности всех сотрудников компании в работу по контролю качества. На Komatsu начали работать пять инструкторов по КК, подчинявшихся ответственному за этот вопрос менеджеру. В первые годы персонал Komatsu, который занимался КК, посещал проводимые JUSE учебные семинары. Сегодня эти инструкторы имеют достаточно высокую квалификацию, чтобы самостоятельно провести любой цикл лекций по КК.
Каждый сотрудник Komatsu обязан заниматься на таких семинарах. Так, члены правления компании должны посещать 16-часовой курс занятий для директоров, менеджеры отделов и подразделений — пройти 32-часовой курс, а новые сотрудники — 8-часовой вводный курс. При этом из всех производственных и офисных подразделений отбираются сотрудники, которые должны посещать учебные курсы продолжительностью от 10 до 20 дней. Такая подготовка считается очень важной для бесперебойного функционирования кружков КК.
Хотя, по оценке менеджмента Komatsu, деятельность таких групп составляет лишь около одной десятой общего объема работ по TQC, они очень важны, поскольку стимулируют всех сотрудников фирмы подавать полезные предложения. В Komatsu есть отдел, который занимается КК и оказывает содействие кружкам во всех производственных ячейках. В целом численность персонала, занимающегося КК, составляет 300 человек, или один человек на 10 рабочих. У таких людей можно получить совет или консультацию, они занимаются распространением учебников и всегда готовы выслушать своих коллег.
Первый кружок КК на Komatsu появился в 1963 г. Сегодня в компании более 800 кружков в производственных подразделениях и 350 в подразделениях, которые занимаются продажами и обслуживанием. Каждый кружок подает в среднем 4,2 новых идей в год.
После того как в компании был налажен TQC, Komatsu решила расширить сферу его охвата, причем как по вертикали, так и по горизонтали. По вертикали TQC стал распространяться на дочерние компании Komatsu, компании-филиалы и субподрядчиков, а по горизонтали — на зарубежную сеть дилеров и заводов-изготовителей в Бразилии и Мексике. Менеджер, который занимается КК в Komatsu, тратит более половины своего рабочего времени, посещая зарубежные заводы-изготовители и дилеров, чтобы помочь им внедрить TQC. Komatsu сделала вывод, что лучший способ склонить зарубежные филиалы и дилеров заняться внедрением КК — убедить высший менеджмент, что это выгодно с финансовой точки зрения.
Когда председатель Komatsu Рёити Кавай в 1977 г. посетил Китай, он в беседе с высокопоставленными правительственными чиновниками подчеркнул важность TQC. В итоге в Пекине был заложен завод под руководством инженеров из Komatsu. Результаты его работы оказались столь обнадеживающими, что Дэн Сяопин решил заняться внедрением TQC по всей стране, и через некоторое время в Китае уже использовалось более 100 000 экземпляров руководства Komatsu по контролю качества. Не говоря о пользе, которую нововведение принесло китайской промышленности, оно весьма способствовало укреплению в этой стране репутации японской компании.
Принимая во внимание однородность населения Японии и достаточно тесные отношения между менеджментом и профсоюзами, Komatsu сочла возможным, хотя и не очень простым делом, привлечь к работе в кружках КК рабочих низших уровней. Компания уже имела некоторый опыт в этой области за рубежом, где такие попытки предпринимались, правда, с переменным успехом. Так, например, выяснилось, что за рубежом во многих случаях лучше начать организацию кружков КК с менеджеров среднего и низшего уровня, прежде чем вовлекать в них рабочих. Хотя рабочие в Юго-Восточной Азии и на Ближнем Востоке воспринимали концепцию КК весьма позитивно, было довольно трудно вовлечь в это движение менеджеров из США и других промышленно развитых стран, поскольку они часто не видели в КК новой философии управления и считали, что с таким методом уже знакомы. В то время как японские рабочие стремятся учиться и заинтересованы в приобретении новых знаний и навыков, в других странах часто больше интересуются плодами своего труда. Другие факторы, которые следует учитывать за рубежом, — высокая текучесть кадров и ожидание материального вознаграждения за повышение производительности.
Однако рабочие в других странах тоже получают удовлетворение, если им предоставляется возможность участвовать в деятельности такого рода и видеть, как их предложения находят практическое применение. Некоторые люди даже говорили, что теперь с радостью идут на работу и более глубоко в нее вникают.
Все члены правления Komatsu участвуют в ежегодных совещаниях по КК, на которых лидеры кружков рассказывают о своей работе, по итогам которой им присуждаются призы. Представители филиалов и субподрядчики тоже приглашаются на такие встречи, где они могут поделиться своими достижениями. Сотрудники, которые работают неполный рабочий день, главным образом домохозяйки, часто принимают весьма активное участие в работе кружков КК, и им тоже предоставляется возможность рассказать о своих успехах на ежегодных встречах.
Акацу говорит: «КК стал… делом каждого сотрудника, и мы все ищем новые идеи и лучшие способы, чтобы удовлетворить запросы рынка».
Мы живем в эпоху неопределенности, и мне кажется, что каждая компания должна понять, что наступил переломный момент, и ни один менеджер не может оставаться равнодушным к возможностям, которые открывает новый опыт в сфере управления.
ДЕЯТЕЛЬНОСТЬ МАЛЫХ ГРУПП В NISSAN CHEMICAL
В состоянии ли вы представить себе инвестиционные возможности, которые обеспечат ежегодную прибыль на вложенный капитал в размере 500 процентов? Да еще так, что вам не нужно начинать новое дело или создавать новую продукцию? Менеджмент Nissan Chemical, судя по всему, открыл для себя такую возможность. С 1978 г. в компании действует система подачи предложений на основе деятельности малых групп, и общая сумма инвестиций в ¥200 миллионов позволила сократить издержки на ¥1 миллиард.
На Nissan Chemical работает 2550 человек. Фирма производит удобрения, фармацевтические препараты, используемые в промышленности и сельском хозяйстве, и другие химические продукты. Это типичная химическая компания, которая делает крупные капиталовложения в предприятие и оборудование. На заводе операторы трудятся в три смены и привыкли работать в малых группах.
Столкнувшись с сокращением прибылей в 1977 г., менеджмент компании решил активизировать деятельность своих сотрудников и повысить производительность с помощью системы подачи предложений. За первые полгода в рамках этого движения рабочими было подано более 3000 идей, однако большинство из них представляли собой догадки или выражали субъективную точку зрения и не имели должного обоснования.
В результате руководство фирмы в 1978 г. развернуло кампанию Ai, что означало «all members’ ideas», т.е. идеи всех сотрудников. Кроме того, это слово переводится с японского как «любовь» и созвучно английским существительным «eye» (глаз, взгляд, внимание, наблюдение) и «I» (я). Вся совокупность мероприятий была направлена на то, чтобы поощрить всех сотрудников фирмы подавать идеи, проникшись духом братской любви, то есть речь шла о движении, созданном людьми ради самих себя. При этом также имелось в виду, что они должны изыскивать любую возможность для подачи таких предложений.
Организуя эту кампанию, менеджмент решил, что предложения сотрудников должны касаться выполняемой ими работы. Кроме того, каждая идея должна представлять собой не просто общие соображения, но и содержать конкретные рекомендации по ее применению. Другой важной особенностью движения было то, что оно опиралось на групповую работу. Рабочие каждого цеха создают группы Ai и подают менеджерам конкретные предложения, связанные с их работой, которые можно внедрить в конкретном цехе.
Центральный комитет движения Ai под председательством менеджера по персоналу собирается в главном офисе компании. Его секретариат размещается в отделе персонала главного офиса. На предприятиях создаются комитеты, возглавляемые заводскими менеджерами, и служба персонала каждого завода становятся секретариатом для соответствующего комитета. Кроме того, каждое подразделение имеет свой комитет, возглавляемый менеджером этого подразделения.
Центральный комитет содействует проведению мероприятий в масштабах всей компании, издает Ai News (Новости Ai), проводит ежегодные церемонии вручения наград и устраивает специальные семинары для лидеров Ai-групп. Заводские комитеты издают Plant Ai News (Заводские новости Ai), содействуют подаче предложений, распределяют вознаграждения, проводят различные заводские семинары и обеспечивают руководство различными подразделениями. Комитеты подразделений принимают и рассматривают предложения и оказывают помощь всем Ai-группам. В каждом цехе ведется Ai-журнал, в который люди записывают все идеи и предложения, которые приходят им в голову в процессе работы.
Как правило, каждая Ai-группа собирается дважды в неделю. Лидером обычно бывает самый старший сотрудник. Если членам группы требуется техническая консультация, им на помощь приходят заводские инженеры.
Обычно группа из пяти-шести человек в среднем подает в год три предложения, которые внедряются в цехе. В некоторых случаях на завершение одного проекта уходит целый год. Каждое подаваемое предложение должно не только содержать подтверждающие данные и статистику, но также план внедрения, который включает составление сметы и оценку ожидаемого роста производительности и снижения затрат.
Движение Ai, прежде всего, существенно изменило отношение сотрудников к своей работе. Раньше они проявляли безразличие, если не враждебность, и редко пытались выйти за пределы выполняемой инструкции, чтобы улучшить результат. Во время регулярно проводимых встреч с менеджером подразделения они часто предъявляли ему претензии и выставляли длинный перечень требований, что вынуждало руководство занимать оборонительную позицию и постоянно объяснять, почему бюджетные ограничения не позволяют адекватно реагировать на те или иные жалобы. С тех пор как была развернута кампания Ai, групповая деятельность создала почву для совместного стремления к общей цели.
До ее начала рабочие обычно проводили обеденный перерыв, беседуя на личные темы. Теперь большую часть времени они серьезно обсуждали, как можно улучшить свою работу. Инженеры, как правило, не любят вносить в оборудование изменения, поскольку не имеют непосредственного опыта работы на нем и часто не предполагают, что возможны какие-либо модификации. Но производственники, которые эксплуатируют это оборудование изо дня в день, нередко подают весьма дельные предложения. Ряды сторонних наблюдателей и критиканов в цехах с развертыванием кампании Ai заметно поредели.
Говорит Сиро Касиваги, заместитель менеджера по персоналу:
«Рабочие практически переписывают инструкции. Они постоянно выходят с новыми идеями, которые меняют подход к эксплуатации оборудования. Если предложение хорошо зарекомендовало себя на одном заводе, его начинают заимствовать другие предприятия. В результате методы работы и процедуры часто меняются благодаря инициативе рабочих.
Инженеры не всегда представляют, что происходит в цехе. Существующие руководства и процедуры часто устаревают или, с точки зрения рабочих, недостаточно удобны. Даже если руководство по эксплуатации обновлено, люди, которые вынуждены им пользоваться, часто подвергают его критике. Однако после того, как инструкции переписываются по инициативе рабочих и, таким образом, превращаются в их собственные, ими пользуются с удовольствием».
Несколько раз в году проводятся специальные трехдневные учебные сессии для лидеров групп и тех, кто оказывает содействие их работе. Участники собираются вместе и обсуждают, например, чему уделить первостепенное внимание или как привлечь к работе менее активных членов, делятся личным опытом. Главная польза от таких встреч в том, что их участники понимают: рабочих объединяют общие цели и задачи и не только они сталкиваются с проблемами в цехе. Часто в таких сессиях принимают участие и менеджеры.
Повышение цен на энергию и сырье нанесло Nissan Chemical серьезный ущерб. Пар, электричество и мазут превратились в основные статьи расходов. В результате деятельности малых групп рабочие стали сознательно относиться к издержкам. «Серьезно работая над различными программами снижения затрат, — говорит Касиваги, — каждый человек в цехе знает цену мазута, электричества и воды».
Приводя в пример одну из таких программ, можно вспомнить о том, что на заводе работает несколько тысяч высоковольтных электродвигателей, и чтобы сохранить сопротивление изоляции в то время, когда агрегаты не эксплуатируются, в них надо поддерживать постоянный ток малой мощности. Вопросы затрат никого не интересовали, пока одна из Ai-групп не занялась этой проблемой вплотную в поисках путей снижения стремительно растущих расходов на электричество.
Группа собрала данные за год с учетом всех факторов, влияющих на работу двигателей, включая изоляцию, сопротивление, влажность и даже погоду. Проанализировав эти цифры, рабочие пришли к выводу, что требуемый уровень сопротивления изоляции можно поддерживать и переменным током. В результате этого открытия завод смог сэкономить на электричестве ¥3,8 миллиона ($15 200) в год. Хотя новая система требовала дополнительных усилий и более пристального внимания, сотрудники все равно были очень довольны внесенными изменениями, поскольку они были сделаны по их предложению. Как я говорил в главе 1, рассказывая историю о чае, сэкономленном во время обеда, эта деятельность по контролю качества дала менеджменту возможность показать, что он дорожит не только достигнутыми результатами, но и отношением людей к делу.
Предложения подаются на специальном бланке, где нужно кратко изложить суть нововведения, ожидаемый эффект от его применения и ориентировочную стоимость внедрения. Прилагаемый к ним объем отчета иногда достигает 100 страниц. Некоторые предложения носят столь фундаментальный характер, что их должен анализировать инженерно-технический персонал, работающий в главном офисе.
Идеи рассматриваются и оцениваются в соответствии с такими факторами, как эффект от их использования, оригинальность и объем работ для внедрения. Реализованные предложения делятся на три основные категории: 1) позволяющие сэкономить энергию и ресурсы (48 процентов), 2) помогающие совершенствовать методы работы и повышать ее эффективность (25 процентов) и 3) сокращающие расходы на ремонт и прочие (27 процентов).
За первые три года (1978–1980) движение Ai привело к появлению 928 предложений, которые позволили сэкономить ¥600 миллионов ($2,4 миллиона). Затраты на поддержку этой кампании составили ¥125 миллионов ($500 000). В 1981 г. было внедрено 987 предложений, которые позволили сберечь ¥630 миллионов ($2,5 миллиона). Расходы на поддержку движения за тот же год составили ¥160 миллионов ($640 000), включая затраты на внедрение предложений. В 1982 г. руководство планирует сэкономить ¥1 миллиард ($4 миллиона), вложив в движение Ai ¥200 миллионов ($800 000).
ДЕЯТЕЛЬНОСТЬ МАЛЫХ ГРУПП: СПЕЦИАЛЬНАЯ КАМПАНИЯ В HITACHI
Hitachi Denshi, одна из ведущих фирм группы Hitachi, производит такую продукцию, как видео- и телекамеры, системы теле- и радиовещания, передающее и трансляционное оборудование. Здесь работают 1580 человек. В 1979 г., чтобы оживить работу и повысить производительность, было положено начало уникальному движению, действующему в масштабах всей компании. Оно названо «Брось вызов вершинам» (Challenge the Top) и опирается на три составляющих: работу малых групп, систему предложений и кампании внутреннего характера. Более 100 малых групп, созданных в Hitachi Denshi, занимаются контролем качества и развитием персонала, а действующая система предложений позволила в 1980 г. получить в среднем 22 идеи от каждого сотрудника.
Кампании внутреннего характера проводятся для того, чтобы понять настроение людей, и призваны способствовать улучшению коммуникации и морали. Менеджмент чувствует, как важно, чтобы такие мероприятия проводились постоянно, поскольку они способствуют позитивному настрою сотрудников и поддерживают их интерес к работе. Сигэцугу Ясумото, главный секретарь движения, проводит ежемесячные встречи с менеджерами основных подразделений, чтобы обсудить проблемы данной кампании.
Она включает в себя четыре широкие категории:
1. Создание приятной обстановки в цехе.
2. Укрепление здоровья.
3. Экономия и снижение затрат.
4. Поиски прорывов в решении существующих проблем.
В отличие от малых групп, работа которых осуществляется исключительно их членами, в мероприятиях в рамках «Брось вызов…» могут участвовать все желающие. Как только секретариат определяет ее направленность, сведения о кампании доводятся до всех сотрудников фирмы на еженедельных собраниях, которые проводятся постоянно. Кроме того, на стенах размещаются информационные листки, а тезисы вручаются сотрудникам у проходной. Иногда менеджеры, встав рядом с профсоюзными активистами, которые раздают листовки, лично вручают распечатки.
С 1979 г. было проведено более 50 таких кампаний, охватывающих широкий круг проблем, и, как правило, каждый месяц организуется не менее двух мероприятий такого рода. Вот несколько типичных примеров.
1. На заводе более 2000 ламп дневного света. Каждый настенный выключатель подсоединен сразу к нескольким лампам, хотя часто требуется включить только одну или две. Чтобы снизить потери электричества, была развернута кампания по оснащению каждой лампы многопозиционным выключателем. После их установки участники движения «Брось вызов…» создали патрули из двух человек, которые обходили цеха в обеденный перерыв. Рабочие удивленными улыбками встречали активистов, на груди которых висели лозунги, призывающие выключать ненужные лампы. После нескольких таких рейдов, во время которых там, где свет не был выключен, оставлялись карточки с напоминаниями, люди стали более серьезно относиться к экономии электроэнергии. В некоторых цехах ее потребление в результате проведения этой кампании снизилось на 30% и более.
2. Было развернуто движение по совершенствованию навыков написания китайских иероглифов. (Они используются в Японии наряду с фонетическими азбуками.) В настенных информационных листках задавались вопросы на эту тему, а ответы скрывались под листочком бумаги, который можно было приподнять. Такие викторины стали для сотрудников любимым развлечением в нерабочее время.
Позднее многие добровольно выразили желание принять участие в специально устроенном 45-минутном тестировании, в процессе которого нужно было ответить на 250 вопросов о китайских иероглифах. Самые забавные ошибки были отражены на настенном стенде. Например, вместо существующего в японском языке выражения «маленький, как кошачий лоб (hitai)» один сотрудник написал «маленький, как дохлая кошка (shitai)».
Завершая эту кампанию, секретариат позаботился о том, чтобы заинтересованные сотрудники могли приобрести со скидкой нужные словари, и выявил 648 желающих сделать это (из 1580 человек, работающих на предприятии).
3. Менеджмент решил снизить затраты, урезав расходы на заказ канцелярских принадлежностей. Была развернута кампания по их сбору, во время которой накопилось около 3000 предметов (карандаши, чистые фирменные бланки, конверты, папки и ластики) общей стоимостью ¥100 000. Некоторые менеджеры были довольны таким результатом, а другие расстроились из-за того, что на предприятии так много неиспользованных канцелярских принадлежностей. И все же всем было приятно, что проведенные мероприятия заставили многих сотрудников вычистить свои столы.
4. Была развернута кампания за привлечение рабочих и служащих к участию в пешем походе на 43 км. Идея имела успех, и секретариат пошел дальше, организовав в одну из пятниц «любование лунным светом» в полнолуние. Более 20 человек ушли на всю ночь в близлежащие горы. Прогулка очень помогла сплотить группу и способствовала желанию участников строить совместные планы на будущее.
5. Еще одной успешной кампанией стала распродажа в гараже, которая устраивается на предприятии каждое лето. Сотрудникам предлагают принести вышедшие из обихода вещи, чтобы устроить распродажу у входа на предприятие во время фестиваля танцев o-bon. На мероприятие приглашаются местные жители. Деньги, вырученные во время таких распродаж, передаются местным благотворительным организациям. В награду компания получает многочисленные письма с выражением признательности и благодарности, которые затем вывешиваются в цехах.
6. Самыми эффективными средствами распространения информации во время проведения этих кампаний служат плакаты и стенгазеты. В них освещаются различные актуальные темы, такие, как результаты последних опросов общественного мнения, государственная статистика и вопросы технического развития, изложенные простым, доступным неспециалисту языком. Викторина по китайским иероглифам, которая публикуется в нескольких выпусках, комиксы, карикатуры и прочие иллюстрации позволяют сделать эти средства массовой информации еще более занимательными.
7. В ходе одной из кампаний было предложено сократить объем документов, которые составляют сотрудники, и стремиться, с целью экономии времени и бумаги, уместить их содержание на одном листе. Инициаторы мероприятия разработали специальное руководство, чтобы помочь людям совершенствовать свои навыки письма. В результате у всех укоренилось представление о том, что размер служебной записки не должен превышать одной страницы.
Лидер кампании Сигэцугу Ясумото говорит, что для ее успеха нужно следующее:
• Регулярно распространять информацию при помощи собраний, информационных листков, брошюр и плакатов. Новости должны регулярно освещаться в бюллетене фирмы. Лидерам кампании нужно регулярно извещать сотрудников о своей деятельности в отдельном информационном листке.
• Результаты обследований, как и прочих мероприятий, проводимых в рамках кампании, надо публиковать немедленно. Используйте как можно больше фотографий, чтобы оживить подачу информации.
• Кампания должна проводиться в интересной форме, доставляющей удовольствие. Широко применяйте комиксы, карикатуры и прочие иллюстрации.
• Надо использовать текущие моменты. Это значит, что лидеры кампании обязательно должны быть в курсе новостей, рекламы и знать содержание передовых статей в средствах массовой информации.
Индивидуальный кайдзен
Как показано на рис. 4.1, третий уровень — это кайдзен, ориентированный на индивида. Он проявляется в виде системы подачи предложений, позволяющей реализовать возможности человека и применить максиму о том, что работать нужно не больше, а умнее.
Здесь возможности совершенствования практически неисчерпаемы. Так, если в офисе используются спаренные телефоны, сотрудник может предложить, чтобы аппараты с общим номером для удобства были одного цвета. В Canon специалист, который очищал линзы, применяя специальную довольно дорогую бумагу, обнаружил, что при помощи тампонов из хлопчатобумажной ваты, которые продаются в супермаркете, можно сделать это и лучше, и дешевле. По предложениям рабочих устанавливается множество «дуракоустойчивых» устройств, повышающих надежность оборудования. На заводе Hitachi Tochigi на усовершенствованном оборудовании устанавливается металлическая табличка с именем рабочего и датой подачи предложения, чтобы увековечить его вклад.
Отправной точкой для кайдзен в случае личной инициативы служит позитивное отношение сотрудника к изменению и совершенствованию методов своей работы. Например, если рабочий раньше сидел, а теперь стоит за станком, это шаг вперед, поскольку он становится более мобильным и может обслуживать больше одного механизма.
Когда Тайити Óно, руководитель, который инициировал канбан и «точно вовремя» на Toyota, пришел в качестве консультанта в Toyota Shokki (производитель тканей для автомобилей), то обнаружил, что женщины-швеи работают сидя. Он тут же разработал программу улучшения, которая позволяла добиться того, чтобы швейная машинка по завершении операции останавливалась автоматически.
После этого был определен цикл, позволяющий каждой работнице обслуживать несколько машин. Это означало, что женщины должны работать стоя и в потоке переходить от одной машинки к другой. Сегодня каждая швея, одетая в спортивный костюм, работает одновременно на дюжине швейных машин, двигаясь от одной к другой. В компаниях группы Toyota один человек может обслуживать до 80 различных единиц оборудования одновременно. Такое разнообразие видов выполняемой работы стало возможным, поскольку менеджмент сумел изменить поведение своих сотрудников.
Кайдзен для индивида часто рассматривается как моральный стимул, и руководство не всегда ждет от поданных предложений немедленной окупаемости. Если менеджер хочет, чтобы его подчиненные стали «думающими рабочими», стремящимися к постоянному совершенствованию методов работы, он должен быть внимательным и чутким.
Система предложений
Система предложений — неотъемлемая часть кайдзен для индивида. Чтобы сделать ее динамичной, высшему менеджменту нужен тщательно продуманный план.
Все знают, что первые представления о статистическом контроле качества и его значении для управления японцы получили в послевоенный период благодаря таким первопроходцам, как Деминг и Джуран. Менее известен тот факт, что система предложений была завезена в Японию примерно в то же время TWI (Training Within Industries) и ВВС (Военно-воздушными силами) США. Кроме того, многие японские менеджеры, которые побывали в США сразу после войны, узнали об этом новшестве и стали применять его в своих компаниях.
Система предложений по-американски вскоре уступила место японской интерпретации. В то время как в американском подходе делался акцент на экономической выгоде от предложения, а в качестве поощрения использовалось денежное вознаграждение, в Японии основное внимание уделялось позитивным изменения в отношении к труду и росту заинтересованности в общем деле. С годами в японской системе сформировались два направления: индивидуальные предложения и групповые предложения, включающие те, которые подают кружки КК, JK-группы (дзисю канри, или самоуправление), группы НД (нуль дефектов) и прочие.
Система предложений сегодня действует в большинстве крупных производственных компаний и примерно в половине мелких и средних фирм. По данным Japan Relations Association, основными объектами при подаче предложений в японских компаниях служат (по убыванию):
• улучшения в собственной работе;
• экономия энергии, сырья и иных ресурсов;
• улучшение условий труда;
• совершенствование оборудования и процессов;
• совершенствование инструментов и приспособлений;
• совершенствование работы в офисе;
• повышение качества продукции;
• идеи создания новых видов продукции;
• сервис и построение отношений с клиентами;
• прочие.
По количеству поданных предложений первое место среди японских компаний занимает Matsushita, где их число в 1985 г. превысило 6 миллионов. Рекордное количество предложений, поданных в одной организации в течение года одним человеком, составляло 16 821.
Пять лет подряд компанией номер один по числу предложений оставалась Hitachi, пока в 1985 г. ее не опередила Matsushita, и Hitachi, где было подано 4,6 миллиона предложений, оказалась на втором месте. Без тени смущения ее руководство заявило: это произошло потому, что в компании стали уделять первоочередное внимание не количеству, а качеству предложений.
Кэндзиро Ямада, директор-распорядитель Japan Human Relations Association, говорит, что система предложений обычно проходит три этапа. На первом менеджмент должен помочь сотрудникам подавать идеи, пусть самые простые, по улучшению методов своей работы и цеха. Это поможет людям задуматься над тем, как они выполняют свою работу. На втором этапе менеджмент должен сделать акцент на обучении сотрудников. Чтобы подавать более качественные предложения, они должны уметь анализировать проблемы в их окружении, а это требует специальной подготовки. И лишь на третьем этапе, когда сотрудники не только заинтересованы, но и подготовлены к такой работе, менеджмент может поставить вопрос об экономическом эффекте поданных предложений.
Руководители должны понимать, что для внедрения этой системы потребуется от пяти до десяти лет. Ямада отмечает, что проблемы, с которыми сталкивается большинство западных компаний, обычно связаны с тем, что их лидеры пытаются пропустить один или даже два этапа и одним прыжком перейти к третьему.
По словам Ямада, среднее число предложений, подаваемых одним рабочим в течение года, до середины 1950-х гг. составляло около пяти, а затем резко возросло в частном секторе до 19. Столь существенное увеличение было вызвано двумя обстоятельствами. Во-первых, система предложений стала сочетаться с работой малых групп. Во-вторых, мастеров наделили полномочиями по рассмотрению и внедрению предложений рабочих.
Сегодня большая часть предложений, имеющих экономический эффект, исходит от групп, в то время как идеи отдельных людей служат моральным стимулом и источником поучительного и полезного опыта.
Ямада убежден, что число предложений выше там, где есть четкие инструкции и где рабочий не выкладывается на работе в полную меру своих сил и возможностей. Иными словами, предложения помогают ликвидировать разрыв между способностями человека и выполняемой работой. Следовательно, они свидетельствуют о том, что квалификация сотрудника выше, чем требует его работа.
Система предложений не только помогает сформировать кайдзен-мышление, но и дает людям возможность высказать свои мысли мастеру и обсудить их друг с другом. В то же время она позволяет менеджменту помочь рабочим решать проблемы. Таким образом, система предложений открывает прекрасные перспективы как для обмена информацией с начальством и товарищами по работе в цехе, так и для саморазвития сотрудника.
Вообще говоря, японским менеджерам по сравнению с их коллегами на Западе предоставлена большая свобода действий в отношении внедрения предложений подчиненных. Они готовы поддерживать изменение, если оно поможет решению одной из следующих задач:
• упрощению работы;
• ликвидации тяжелого, нудного, монотонного труда;
• устранению помех в работе;
• повышению безопасности;
• повышению производительности;
• повышению качества продукции;
• экономии времени и снижению затрат.
Такой подход резко отличается от позиции западного менеджера, озабоченного исключительно затратами на внедрение предложения и его экономической окупаемостью.
ПРИМЕР AISIN-WARNER
«Заинтересованное участие в программе подачи предложений, — говорит управляющий директор Aisin-Warner Харуки Сугихара, — заставляет каждого рабочего сознательно относиться к проблемам и помогает ему лучше выполнять свою работу». По словам Сугихара, менеджмент должен поощрять участие рабочих, предлагая им, не смущаясь, вносить любые предложения, внедрение которых не требует больших затрат. Поскольку большинство сотрудников не привыкли излагать свои соображения письменно, следует научить их заполнять специальную форму для подачи предложений и позаботиться о том, чтобы эта процедура стала для них привычной. В компании Aisin-Warner, которая производит автоматические трансмиссии, гидротрансформаторы и повышающие передачи, в 1982 г. среднее число предложений, поданных одним рабочим, составило 127. Это значит, что в компании в целом было подано 223 986 предложений, причем 99% из них внедрены на рабочих местах. Это превышает среднее значение по стране, которое составляет 76%. В 1982 г. предложения, поданные рабочими Aisin-Warner, касались следующих проблем:
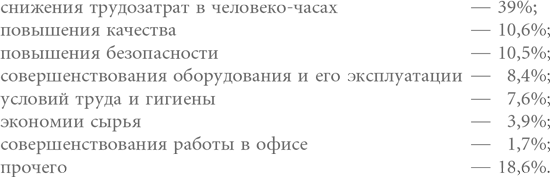
Если предложение рабочего нельзя внедрить, руководство сразу объясняет причину отказа. Основные категории «предложений», которые не подлежат рассмотрению, включают: жалобы на начальство или претензии к нему, возвращение к проблемам, которые уже решены, или повторное внесение уже внедренных нововведений, констатация общеизвестных фактов, описание популярных методик, банальности и аксиомы. Менеджмент возлагает на бригадиров ответственность за то, чтобы они поощряли рабочих на подачу предложений в соответствии с программой, разработанной руководством. Эта ответственность, в свою очередь, по вертикали распространяется на мастера, руководителя бригадиров (начальника участка — section chief) и так далее. Менеджмент Aisin-Warner понимает, что такая система не может быть эффективной, если бригадиры не настроены приобщать к ней тех, кто трудится под их началом. Поэтому каждый бригадир учитывает число предложений, поданных в его бригаде. Существует даже соревнование, какой коллектив подаст больше идей, и часто бригадир лично консультирует наименее активных рабочих.
Менеджмент поощряет подачу как индивидуальных, так и групповых предложений, и сегодня в Aisin-Warner первые составляют более половины от общего числа. Если у сотрудника появилось предложение, он заполняет бланк, который всегда имеется на рабочем месте, и опускает в ящик. Ему не надо отдавать его бригадиру лично.
Прежде чем принимается решение о том, подлежит ли данное предложение внедрению, оно обычно проходит две стадии рецензирования. На первой оценку дает группа бригадиров и персонала на рабочем месте, а на второй — группа менеджеров подразделений и начальников участков.
По мере того как число предложений растет, менеджменту становится все труднее анализировать их, принимать связанные с ними решения и сразу сообщать о результатах рассмотрения авторам. Понимая, как важно для поддержания заинтересованности сотрудников не затягивать время изучения предложений, в 1978 г., когда этот процесс стал занимать два-три месяца, Aisin-Warner перешла на их компьютерную обработку.
Поданное предложение немедленно проходит предварительную рецензию. За предложения, доход от которых в соответствии с этой оценкой составляет менее ¥3000 (около $12), рабочий получает награду в течение недели после подачи. Если выгода от предложения составляет сумму, превышающую ¥3000, оно передается на вторую рецензию и рабочий получает вознаграждение в течение месяца после его подачи. Все предложения обрабатываются на компьютере, что позволяет рассчитать размер выплачиваемой премии. На рис. 4.4 представлена форма для подачи предложения, которая используется в Aisin-Warner.
Предложение оценивается сначала по общему числу очков, определяемому по следующей схеме.
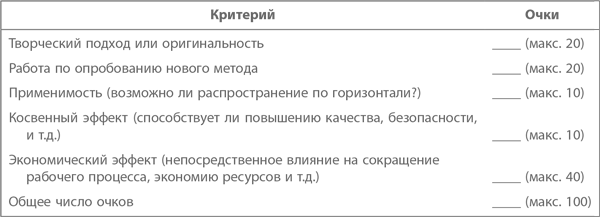
Заметьте, что при оценке используются как П-критерии, так и Р-критерии, и каждому критерию присвоено численное значение, определяющее его значимость для менеджмента.
Затем общее число очков умножается на коэффициент, определяемый положением, значение которого колеблется в диапазоне от 1,1 до 0,3, как показано в форме для подачи предложения. В итоге присуждается та или иная сумма вознаграждения. Ниже в таблице представлены виды вознаграждения, очки и сумма.
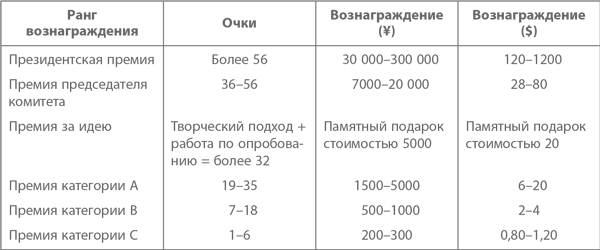
Если предложение подано производственным рабочим, сумма очков равна 40 и данное предложение имеет среднюю актуальность для рабочего места этого сотрудника, оценка в баллах умножается на 1,0. Если же точно такое же предложение подано лидером команды, очки будут умножаться на 0,7.
На Aisin-Warner время от времени проводятся кампании, в рамках которых поощряется подача предложений членами семей сотрудников. Они касаются различных домашних усовершенствований. Многие из них представляют собой восхитительные идеи, позволяющие сделать семейную жизнь более веселой и интересной. Во время проведения одной из таких кампаний всеобщее внимание привлекло предложение четырехлетней девочки, записанное ее мамой. Менеджмент награждает победителей, подавших наиболее удачные предложения, символическими призами, и их идеи демонстрируются в зале для собраний вместе с предложениями штатных сотрудников, чтобы остальные могли взять на вооружение эти семейные находки.
Еще одна особенность системы подачи предложений в Aisin-Warner — принятые к внедрению предложения распространяются по горизонтали на другие компании Aisin-группы, поставляющие продукцию Toyota Motor. Регулярно издается журнал Idea, в котором рассказывается о предложениях, сделанных в компаниях, входящих в Aisin-группу, и приводятся конкретные примеры улучшений и планы работ по внедрению. Кроме того, проводятся регулярные встречи представителей компаний Aisin-группы, на которых обсуждаются система подачи предложений (что дает возможность обменяться опытом) и субсидируемые группой мероприятия, например сбор идей для плакатов и лозунгов (что позволяет повысить сплоченность сотрудников).
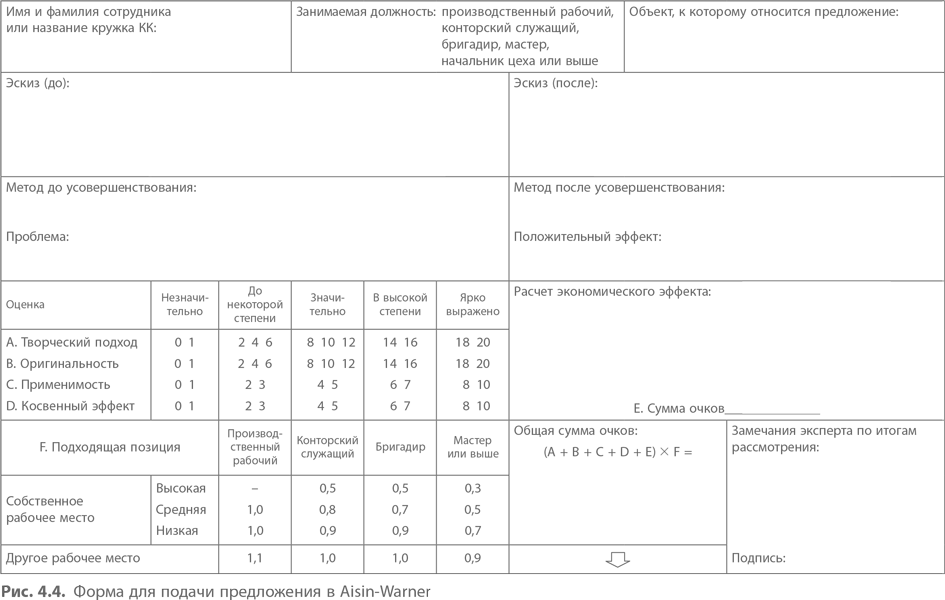
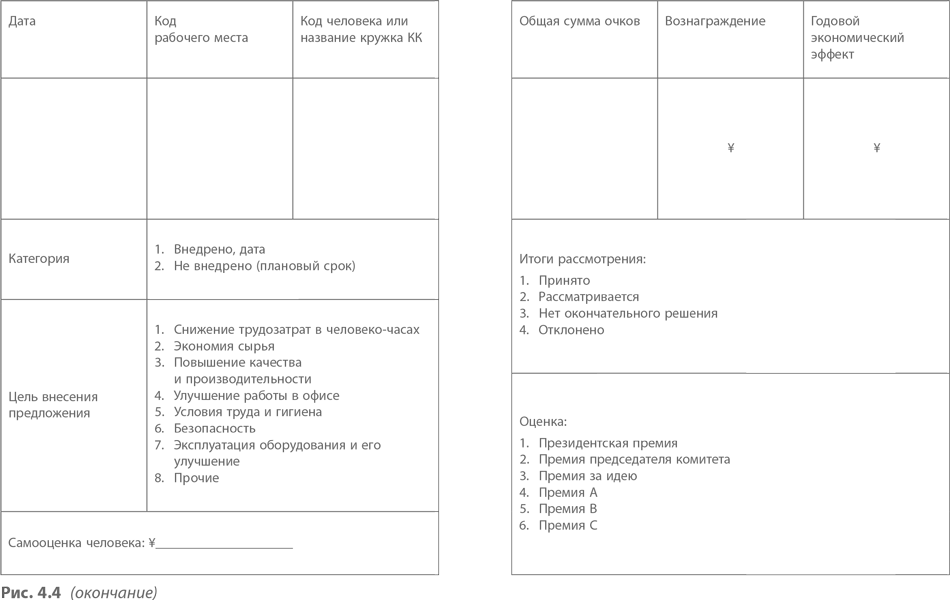
СИСТЕМА ПРЕДЛОЖЕНИЙ В КОМПАНИИ CANON
Как показано на структурной схеме производственной системы Canon, представленной в Приложении G, система предложений в комплексе с работой малых групп, мероприятиями под девизом «Наведи порядок в своем цехе», собраниями и отчетными заседаниями служит важным инструментом для решения задач, стоящих перед компанией. Система предложений Canon, помимо менеджеров, охватывает всех сотрудников и временных рабочих. Кроме того, поощряется подача совместных и групповых предложений.
Приветствуются любые предложения по совершенствованию рабочего места, независимо от того, относятся ли они непосредственно к цеху, в котором работает данный сотрудник, или нет. Отклоняются только предложения, перечисленные ниже.
1. Имеющие отношение к новой продукции (для этого у Canon существует отдельная программа подачи предложений).
2. По управлению персоналом и условиям труда.
3. Жалобы и претензии.
4. Касающиеся выполнения распоряжений начальства.
5. Сформулированные недостаточно четко или те, внедрение которых невозможно.
6. Плагиат.
В 1983 году сотрудники Canon подали 390 000 предложений общей стоимостью ¥19,3 миллиарда ($84 миллиона). Общая сумма расходов на систему предложений составила ¥250 миллионов ($1,08 миллиона) и, таким образом, окупилась 77 раз. Ожидаемая экономия на 1983 г. — ¥24 миллиарда ($100 миллионов). Однако следует заметить, что эффект от внедрения предложений отчасти перекрывается суммой намеченной экономии, поскольку две эти системы представляют собой разные подходы к ее достижению.
При подаче предложения сотрудник заполняет соответствующую форму (см. рис. 4.5), в которую можно внести до пяти предложений. Эта несложная анкета была принята в 1978 г. для упрощения процедуры, и после ее введения число поданных на одного человека предложений значительно увеличилось.
Бригадир рассматривает внесенное в форму предложение и, если оценивает его ниже категории E, сразу принимает меры для внедрения. Часто оно вносится устно, а записывается и представляется уже после реализации. Поскольку нововведение касается работы цеха, бригадир сразу представляет значимость такого предложения. На следующий день или, самое позднее, через три дня бригадир подписывает форму и возвращает ее тому, кто подал предложение.
Если новация относится к категории D или выше, рабочий заполняет еще одну форму, предназначенную для более перспективных предложений (см. рис. 4.6), и вновь подает ее на рассмотрение в комитет подразделения и комитет предприятия. Затем предложение передается в центральный комитет для оценки годового эффекта. Предложениями категории E и ниже занимается комитет участка (подразделения).
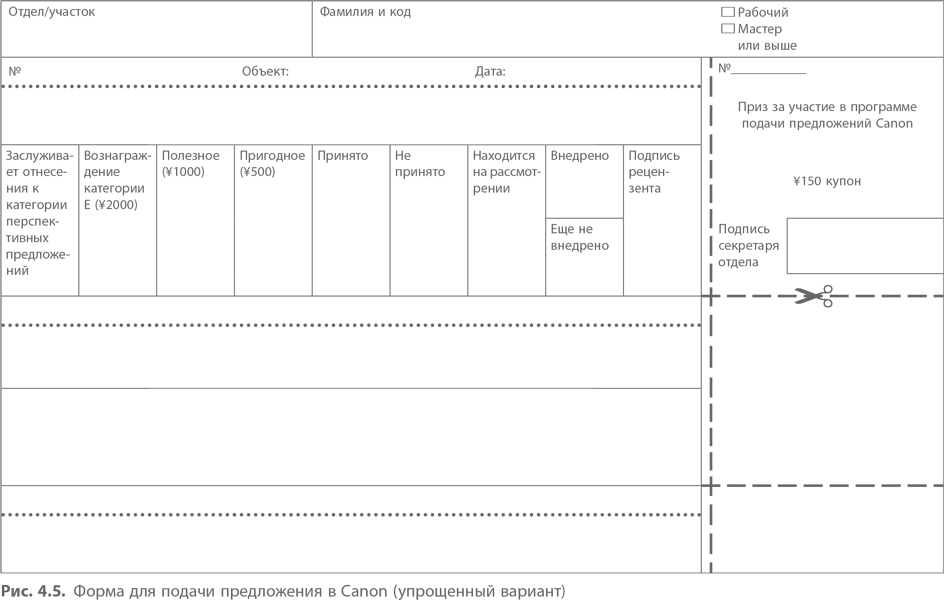
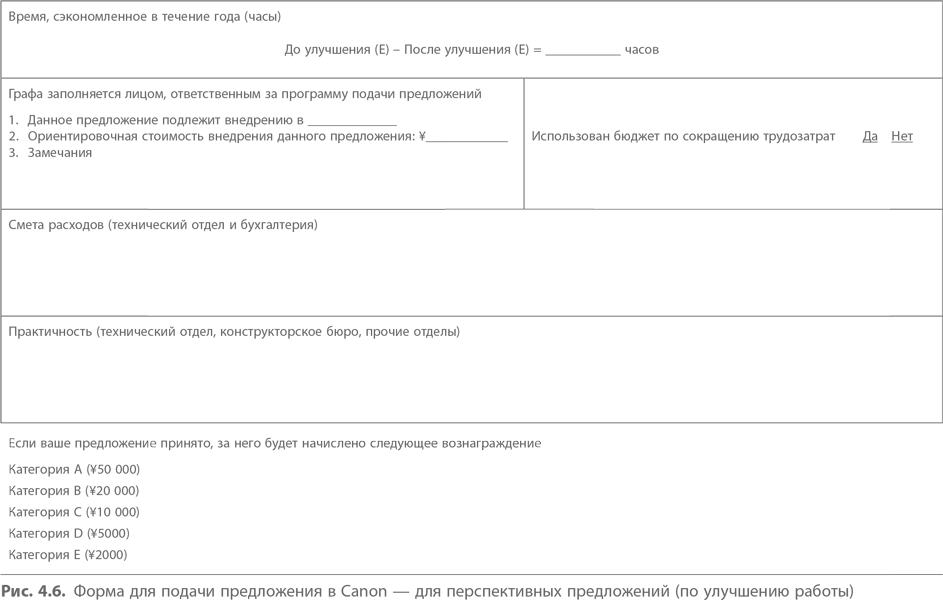
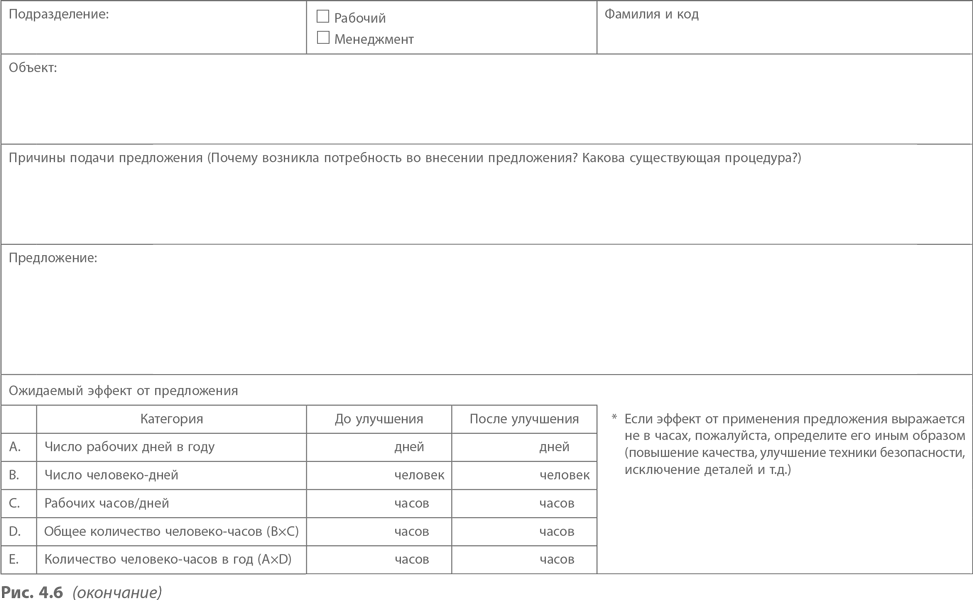
Денежное вознаграждение выплачивается в зависимости от категории предложения в следующем размере:
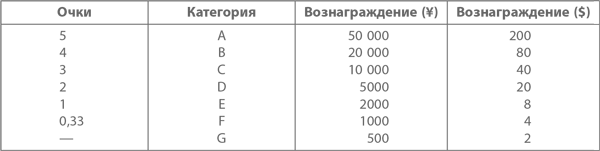
Даже если предложение отклонено, сотрудник получает премиальный купон стоимостью ¥150 (первоначально это соответствовало цене пачки сигарет), который он может отоварить в кооперативном магазине компании. Некоторым сотрудникам удается приобретать целые комплекты электроприборов, подавая ежегодно сотни предложений.
Стремясь к тому, чтобы сотрудники принимали активное участие в программе подачи предложений, менеджеры и мастера в компании Canon руководствуются следующими принципами.
1. Всегда позитивно реагируйте на предложение по совершенствованию.
2. Помогайте рабочим писать ясно, давая им советы, полезные для их работы.
3. Старайтесь выявить даже малейшие неудобства для рабочих. (Для этого начальнику надо суметь найти общий язык с подчиненными.)
4. Делайте цель совершенно ясной. Например: сколько предложений нам нужно в этом месяце? Над чем (качество, безопасность и т.д.) нам следует работать сейчас?
5. Используйте соревнования и игры для повышения интереса, такие, как карты личных достижений.
6. Как можно быстрее внедряйте принятые предложения. Выдавайте награды до дня зарплаты.
Еще одна уникальная особенность системы предложений Canon — кумулятивная система вознаграждений. За каждое предложение человек получает определенное число очков, и ежегодно 20 сотрудников компании, набравших наибольшее их количество с момента введения системы предложений, награждаются Президентской премией в размере ¥300 000 ($1350) и золотой медалью. Поскольку она часто вручается одним и тем же новаторам, существует также Президентская премия по итогам года, и 30 человек, набравших максимум очков за год, получают по ¥100 000 ($450) и серебряные медали.
Каждому сотруднику вручают специальный блокнот Canon, представляющий собой карманное издание на 55 страницах, где рассказывается о производственной системе компании, кратко излагаются цели кайдзен и описывается система вознаграждений. В нем есть специальные страницы, озаглавленные: «Мое саморазвитие: задачи, методы, инструменты и инвестиции», которые заполняет сам рабочий.
Более подробные сведения о производственной системе Canon, способствующей кайдзен, даны в Приложении G.

