Книга: Набор инструментов для управления проектами
Назад: Диаграмма причин и следствий
Дальше: Заключительные замечания
Контрольные диаграммы
Что такое контрольные диаграммы?
Контрольная диаграмма представляет собой инструмент, который определяет голос процесса, по отношению к которому мы хотим осуществлять мониторинг, контроль или улучшение с течением времени (см. рис. 14.8). Она начинается с графика временного ряда, который мы дополняем центральной линией, служащей для обеспечения визуального фиксирования сдвигов и трендов, а также верхней и нижней контрольными границами, расположенными равноудаленно по обеим сторонам центральной линии [17]. Линии на контрольной диаграмме являются опорными элементами, которые мы используем, чтобы решить, ведет себя процесс надлежащим образом или нет. Когда контрольная диаграмма показывает временной ряд, лежащий в пределах области, определяемой контрольными границами, и не имеет видимого тренда или длинных последовательностей точек, лежащих выше или ниже центральной линии, можно сказать, что процесс ведет себя хорошо и находится под контролем. Такой процесс является предсказуемым, последовательным (логически непротиворечивым) и стабильным во времени. Его противоположностью является процесс, который ведет себя плохо и не находится под контролем – процесс, который является непредсказуемым, непоследовательным и изменяется во времени [17]. Таким образом, суть контрольной диаграммы состоит в ее способности отражать предсказуемость или отсутствие таковой. Ключом к этому является понимание вариаций и их источника (см. приводимый ниже заштрихованный прямоугольник «Понимание вариаций»). И хотя существует несколько различных типов контрольных диаграмм, все они имеют одни и те же основы (см. заштрихованный прямоугольник «Основы контрольных диаграмм») и интерпретируются одним и тем же образом. Кроме того, для их построения применяется одна и та же методология.
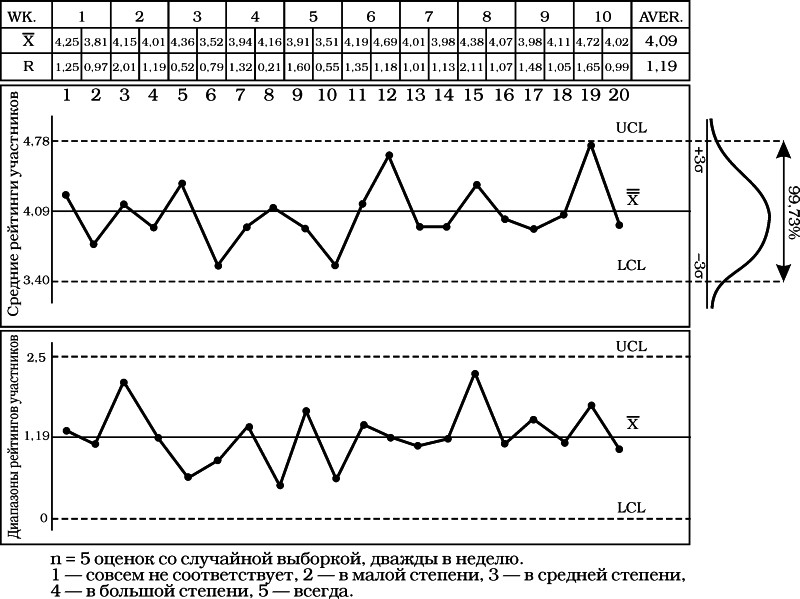
Рис. 14.8.Пример х– и R-диаграммы для оценки общего управления проектом
ПОНИМАНИЕ ВАРИАЦИЙ
Для каждого процесса или системы вы можете идентифицировать и измерить показатели исполнения [2]. В управлении качеством эти индикаторы называются характеристиками или переменными качества. Расхождение между бюджетом стоимости проекта и фактической стоимостью проекта либо расхождение между запланированным и фактическим расписаниями проекта представляют собой примеры характеристик качества для процессов управления стоимостью и сроками соответственно. Когда проект рассматривается как система, характеристики качества могут быть соотнесены с его целью. В качестве примеров целей можно привести прибыли проекта или удовлетворение заказчика. Все характеристики качества меняются со времени по причинам, которые могут быть отнесены к одному из следующих типов [7]:
• общие причины (называемые также непредвиденным или фоновым шумом). Это те причины, которые являются непосредственной частью (присущи, являются неотъемлемой частью) самого процесса (или системы), час за часом, день за днем и влияют на каждого человека, вовлеченного в процесс. Например, к причинам непостоянства времени разработки расписания проекта могут относиться рабочая нагрузка планировщиков, их опыт и степень их знакомства с программным обеспечением календарного планирования;
• особые причины (называемые также могущими быть выделенными причинами или сигналами). Это те причины, которые не являются частью процесса (или системы) в течение всего времени, не влияют на всех участников процесса и возникают в силу специфических (конкретных) обстоятельств. Например, новый член проекта, незнакомый с принятой в проекте процедурой реагирования на риски, может совершать ошибки.
Понимание различия – то есть отклонений – между двумя типами причин является необходимым условием для эффективного использования контрольных диаграмм и повышения качества.
Построение контрольных диаграмм
Контрольные диаграммы способны принести пользу в трех различных областях [18]:
•определение процесса или с целью установить его состояние статистического контроля;
•мониторинг процесса и подача сигнала о факте его выхода из-под контроля;
•оценивание потенциальных возможностей процесса.
Перечисляемые далее шаги – планирование контрольной диаграммы, сбор данных, определение зоны контроля, анализ и интерпретация диаграммы – фокусируются на первой области применения. Вторая область применения описана на шаге использования нот рольной диаграммы и качестве инструмента решения проблем. Использование данной диаграммы дли определения потенциальных возможностей процесса выходит за рамки этой книги.
Планирование контрольной диаграммы.Ключевыми составными элементами планирования являются:
•цель диаграммы;
•выбор процесса;
•измерение;
•выборка.
Планирование начинается с четкого определения цели диаграммы [19]. Если все участвующие лица полностью понимают, с какой целью разрабатывается диаграмма и какой процесс подлежит отображению на диаграмме, то их действия с большей вероятностью будут соответствовать этой цели и, следовательно, будут иметь большую эффективность. В нашем примере на рис. 14.8 проектная команда FAB определяет цель диаграммы – определить, является ли стабильным процесс управления проектами в части конкретных характеристик качества, и предпринять улучшения в случае необходимости таковых.
Основываясь на цели, можно выбрать одну или несколько характеристик качества, а типы данных, собранных по данной характеристике или переменной, покажут, какой тип диаграммы следует использовать (процедура выбора типа диаграммы изложена в параграфе «Вариации»). В нашем примере команда FAB выбирает одну характеристику качества – степень соответствия фактического управления проектом требованиям к управлению проектом, установленным в уставе проекта. Это ведет к использованию х-диаграммы и R-диаграммы (эти диаграммы будут лежать в центре внимания нашего рассмотрения), которые содержат собранные по характеристикам данные. Эта характеристика являет собой совокупность приблизительно 14 требований, среди которых находятся требования по части расписания, бюджета, коммуникации и усиления ценностей компании.
Для измерения степени выполнения (достижения, соответствия) каждого из этих 14 требований используется обзор /оценивание по 5-балльной шкале Ликерта, где 1 означает «совсем не соответствует уставу проекта», а 5 – «всегда соответствует уставу проекта». Все 15 членов команды выполняют два оценивания каждую неделю (частота взятия выборки) после регулярно проводимых по вторникам и пятницам совещаний о ходе продвижения, пять из которых выбираются случайным образом для отображения на диаграмме (стратегия выделения подгрупп). Для каждого из 5 оцениваний вычисляется среднее значение рейтинга каждого из 14 требований.
ОСНОВЫ КОНТРОЛЬНЫХ ДИАГРАММ
Согласно Wheeler, основами контрольных диаграмм являются [1]: 1-я основа.В контрольных диаграммах используются границы контроля, определяемые согласно «правилу трех сигм» – то есть вне зависимости от типа диаграммы эти границы устанавливаются на расстоянии утроенного оцениваемого стандартного отклонения по обе стороны от центральной линии. Располагаясь там, они отделяют возможный шум (общие причины вариаций) от потенциальных сигналов.
2-я основа.Использовать обычную дисперсионную статистику для вычисления пределов по «правилу трех сигм». Не имеет значения, используете вы диапазоны, стандартное отклонение или среднеквадратичное значение. Когда вы используете правильный подход, различные статистические приемы приведут к получению близких результатов. И напротив, различные статистические приемы приведут к получению близких неправильных результатов, если будет использоваться неправильный подход.
3-я основа.Контрольные диаграммы зиждутся на рациональном осуществлении выборки и рациональном выделении подгрупп. Это значит, что способ, посредством которого происходит сбор данных, распределение их по подгруппам и отображение на диаграмме, определяется несколькими факторами. К этим факторам относятся содержание данных, источники вариаций данных, вопросы, на разрешение которых направлены диаграммы, а также предполагаемый способ использования полученного знания.
4-я основа.Контрольные диаграммы представляют собой ценность только в том случае, если вы знаете о том, что их нужно использовать. Иными словами, сбор данных и построение диаграмм без использования контрольных диаграмм бесполезны. Попросту говоря, если вы не будете применять их, ничего не произойдет.
Сбор данных.На этом шаге мы фиксируем данные, вычисляем имеющие отношение к делу статистические показатели и рисуем эти показатели на диаграмме. Обычно для контрольной диаграммы выполняются сбор и запись 15 – 20 выборок (подгруппами по 5), которые отображаются на диаграмме. На этой же диаграмме отображаются и любые необычные события, если таковые наступают. Более детальная информация, касающаяся количества выборок, приведена в заштрихованном прямоугольнике на стр. 481 (27) под названием «Как много (какой объем) данных вам необходимо для вычисления контрольных границ?». Для каждой выборки мы вычисляем среднее значение х и диапазон (R, равный разности между наибольшим и наименьшим значением) и рисуем их на соответствующих контрольных диаграммах. Затем вычисляются суммарное среднее значение (называемое также общим средним) и средний диапазон, что определяет центральные линии для:

Детали, касающиеся данных формул, приведены в табл. 14.3.
Определение контрольных пределов.Используем средний диапазон и общее среднее для вычисления верхнего (UCL) и нижнего (LCL) контрольных пределов для х– и R-диаграмм по следующим формулам:

Здесь D3, D4 и А2 –константы, которые зависят от размера выборки. Формулы для вычисления контрольных границ и констант приведены в табл. 14.3.
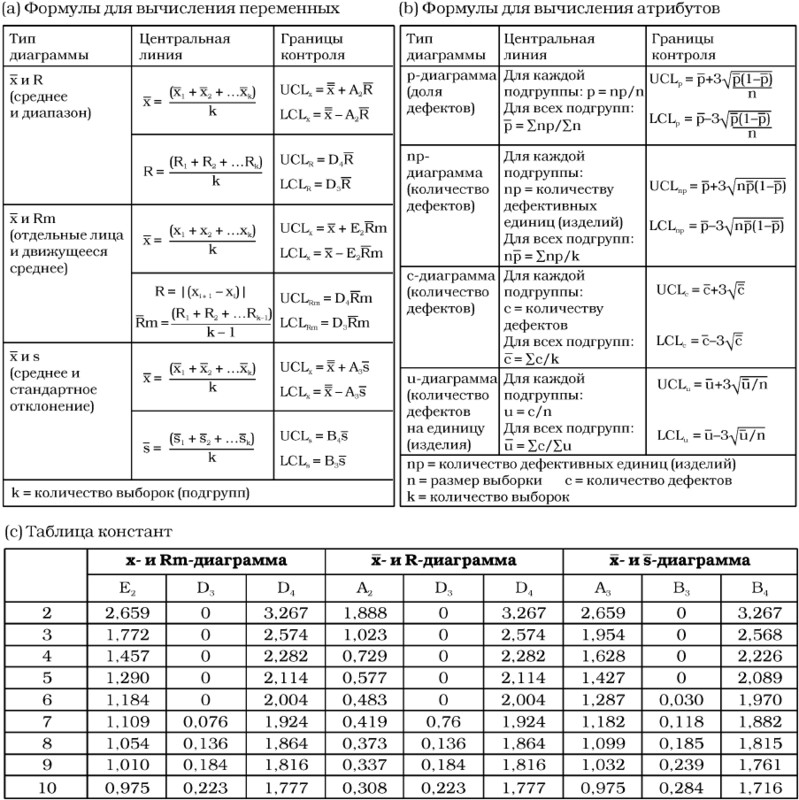
Табл. 14.3.Формулы и константы для контрольных диаграмм
КОГДА СЛЕДУЕТ ПЕРЕВЫЧИСЛЯТЬ ГРАНИЦЫ КОНТРОЛЬНОЙ ДИАГРАММЫ?
Для рассмотрения. необходимости перевычисления границ следует задать себе ряд вопросов [3]:
Вопрос 1. Верно ли, что ваша диаграмма демонстрирует существенно отличающийся тип поведения от того, что имело место в прошлом?
Вопрос 2. Знаете ли вы, почему произошло это изменение в поведении?
Вопрос 3. Является ли новое поведение процесса желательным?
Вопрос 4. Ожидаете ли вы и желаете ли вы, чтобы новое поведение процесса продолжалось?
Если вы отвечаете «да» на все четыре вопроса и эти ответы основываются на данных, которые вы собрали после изменения в процессе, вам следует перевычислить пределы. Если вы отвечаете «нет» на вопрос 1, то держитесь в старых пределах. Если вы отвечаете «нет» на вопросы 2, 3, 4, не трогайте пределы. В остальных случаях ищите особую причину.
ДЛЯ ЧЕГО ИСПОЛЬЗОВАТЬ ПРЕДЕЛЫ В СООТВЕТСТВИИ С «ПРАВИЛОМ ТРЕХ СИГМ»?
Пределы, устанавливаемые согласно «правилу трех сигм», преднамеренно выбраны Шехартом, потому что они имеют экономический смысл. Они достаточно широки для того, чтобы отсечь большую часть шума, избавляя пользователей от затрат времени на интерпретацию шума как сигнала (особых причин вариаций). В это же время эти пределы достаточно узки для того, чтобы засечь вероятные сигналы и избежать потери сигналов, имеющих экономическую значимость. Установка пределов согласно «правилу трех сигм» обеспечивает удовлетворительный баланс между этими двумя видами ошибок [5].
Согласно данным FAB на рис. 14.8, центральная линия и контрольные границы выглядят следующим образом:
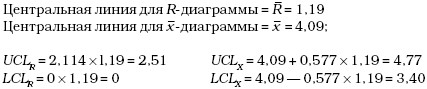
На этом этапе пора добавить центральную линию и контрольные границы к данным, уже нарисованным на соответствующих диаграммах, и получить завершенные диаграммы, показанные на рис. 14.8. И снова, когда контрольная диаграмма показывает, что построенные по данным точки остаются в пределах контрольных границ и не имеют видимого тренда и каких-либо длинных последовательностей точек ниже или выше центральной линии, можно сказать, что процесс ведет себя хорошо и находится под контролем. Если это не так, данные выпадают за установленные пределы и демонстрируют неожиданные поведения, что означает, что на процесс, возможно, повлияла та или иная особая причина. В результате этого центральная линия и контрольные границы сместились. По сути, можно сказать, что это является указанием команде выделить эту особую причину и устранить ее или взять под контроль для того, чтобы достичь состояния статистического контроля. Взять новый набор выборок / подгрупп и пересчитать х, R и контрольные границы (более детальная информация приведена в заштрихованном прямоугольнике на стр. 475 (29) «Когда следует перевычислять границы контрольной диаграммы?»).
Решая, является ли процесс контролируемым, сначала смотрим на R-диаграмму. Поскольку контрольные границы на х-диаграмме зависят от среднего диапазона, особые причины могут создавать на R-диаграмме необычные картины. Когда R-диаграмма оказывается взята под контроль, мы наконец готовы сместить наше внимание и привести х-диаграмму также в состояние контроля.
Анализ и интерпретация диаграммы.Только общие причины присутствуют в процессе, находящемся в состоянии статистического контроля. На что в действительности похожа контрольная диаграмма процесса, находящегося в состоянии статистического контроля? Такая диаграмма показывает точки, которые флуктуируют случайно между контрольными границами без четко выраженной закономерности. В частности, это значит применимость следующих принципов:
1. Отсутствуют точки за пределами контрольных границ.
2. Количество точек выше центральной линии приблизительно равно количеству точек ниже центральной линии.
3. Точки выглядят как распределенные случайным образом выше и ниже центральной линии.
4. Большинство точек расположено вблизи центральной линии, и лишь некоторые из них – вблизи контрольных границ.
Иными словами, эти принципы предполагают, что распределение средних значений выборки является нормальным. Данное предположение связано с центральной предельной теоремой статистики, которая применяется к средним значениям подгрупп, то есть если размер подгруппы возрастает, то распределение средних значений под групп будет стремиться к нормальному распределению, вне зависимости от характера распределений для отдельных подгрупп (это показано кривой нормального распределения на рис. 14.8). Вспомним, что контрольные границы установлены согласно «правилу трех сигм» – на расстоянии трех стандартных отклонений от общего среднего (см. заштрихованный прямоугольник на стр. 476 «Для чего использовать пределы в соответствии с «правилом трех сигм»?»), подразумевая, что вероятность того, что среднее значение любой подгруппы выйдет за контрольные границы, равна 0.27% – очевидно, это очень малое значение. Остающиеся 99.73% должны находиться внутри контрольных границ. Это корень, первопричина принципа 1.
Симметричный характер нормального распределения, предполагающий, что количества точек ниже и выше центральной равны, объясняет принципы 2 и 3. Кроме того, поскольку среднее значение нормального распределения является также его медианой, примерно по половине точек лежит с каждой стороны от центральной прямой. Принцип 4 основывается на знании того, что 68% – то есть большинство – нормально распределенных точек находятся возле центральной линии или, если говорить более точно, на расстоянии не более 1 стандартного отклонения (1 сигмы) от нее. И снова эти принципы верны столь долго, сколь долго процесс остается стабильным и управляемым общими причинами, как в случае на рис. 14.8.
Однако все еще слишком часто процессы не ведут себя надлежащим образом. Больше того, они выходят из-под контроля, как только в действие вступают особые причины. Как выглядит контрольная диаграмма процесса, который выходит из-под контроля? На рис. 14.9. приведен ряд примеров, иллюстрирующих это. Когда одна точка выпадает за контрольные границы (рис. 14.9а), это может объясняться либо особой причиной, либо общей причиной – одной из тех, что ответственны за те самые 0.27% точек, лежащих вне контрольных границ. Нехарактерное количество точек по одну сторону центральной линии обычно указывает на наличие особых причин (например, введение нового планировщика в уже выполняющийся проект), ведущих к внезапному сдвигу среднего значения процесса (рис. 14.9b).
Причины, которые появляются и исчезают регулярно, могут образовывать циклы (рис. 14.9с). Пример – поочередное выполнение оценок стоимости двумя различными людьми, использующими свои эмпирические стандарты производительности. На процесс могут повлиять особые причины, которые постепенно смещают точки на диаграмме вверх или вниз относительно центральной линии, создавая постоянный тренд (рис. 14.9d). В одном проекте, например, после замены опытных программистов неопытными в ходе командного совещания по отображению на диаграмме изменений содержания количество изменений содержания на некоторое время пошло вверх, после чего вернулось к нормальному.
И наконец, когда слишком большое количество точек располагается около центральной линии (рис. 14.9е) или контрольных границ (рис. 14.9f), мы наблюдаем скученность около центральной линии или контрольных границ соответственно. Первое может быть вызвано, например, систематическим взятием выборок из руководимых разными менеджерами пакетов работ, один из которых имеет очень высокие отклонения по стоимости, а второй – очень низкие. И при высоких, и при низких значениях отклонений среднее значение выборки не будет отражать это, а будет отражать лишь их среднее значение, что будет выглядеть как кучкование около центральной линии.
Этим шагом мы заканчиваем описание использования контрольной диаграммы для определения процесса или установление его состояния статистического контроля и переключаем наше внимание на использование контрольных диаграмм как инструмента решения проблем.
Применение контрольной диаграммы как инструмента решения проблем.Контрольные диаграммы позволяют нам характеризовать процесс как находящийся под контролем или не находящийся под контролем [20]. Процесс, находящийся под контролем, протекает настолько целостно, насколько это возможно, в то время как процесс, не находящийся под контролем, – нет. Именно это различие и заставляет людей включаться в постоянное повышение качества. Неподконтрольный процесс означает, что вариации обязаны своим существованием особым причинам, которые команда может найти, следуя указаниям контрольной диаграммы [21]. Вскрытие и устранение причин означает улучшение процесса, часто достигаемое малыми инвестициями.
С другой стороны, процесс, находящийся под контролем, не требует поиска особых причин, а потому вам нет нужды заниматься этим. Чтобы улучшить такой процесс, мы должны изменить что-то, лежащее в основе самого процесса. Прежде чем делать это, мы должны знать, что контрольная диаграмма определяет индивидуальность процесса. Однако голос процесса очень сильно отличается от спецификаций, иногда называемых голосом заказчика. Эти два голоса различаются! Тот факт, что процесс находится под контролем, вовсе не значит, что он удовлетворяет спецификациям. В таком случае получаем ли мы от процесса все, что можно от него получить? Если нам кажется, что это не так, нам следует действовать согласно указаниям контрольной диаграммы и привести эти два голоса в соответствие друг другу. Это может потребовать ряда воздействий на процесс – изменения его основ, – чтобы продолжать улучшение процесса до тех пор, пока он не станет удовлетворять спецификациям. Например, если возникает необходимость в том, чтобы процесс управления проектами, который, выполняясь целостно, обеспечивает сдачу проекта X в течение 12 месяцем, стал удовлетворять новым требованиям заказчика и обеспечивать сдачу проекта в течение 10 месяцев, то вам может потребоваться отказаться от поступенчатого подхода в пользу перекрывающихся стадий. Кроме того, вы можете ослабить контроль со стороны высшего руководства, приводящий к неоперативному проведению обзоров контрольных событий, в пользу проведения таких обзоров самими проектными командами. Приведенные два примера – это примеры изменений структуры процесса.
Использование контрольных диаграмм
Когда использовать.Как уже упоминалось, контрольные диаграммы процесса могут помочь вам установить состояние статистического контроля процесса, осуществлять его мониторинг и оценивать потенциальные возможности процесса [22]. Все три способа применения полезны как в межпроектных, так и во внутрипроектных процессах. И лишь несравненно большее количество ресурсов в больших проектах является причиной того, что именно в них контрольные диаграммы используются наиболее часто.
Время разработки.С развитием компьютерных программ для работы с контрольными диаграммами их построение и поддержание не требует существенных затрат времени. В нашем примере на рис. 14.8 команде, состоящей из нескольких опытных людей, потребовалось несколько часов для того, чтобы спланировать диаграмму, разработать инструмент оценивания, выполнить первые измерения и построить диаграмму. При менее сложных измерениях затраты времени могут уменьшиться.
Выгоды.Истинная ценность контрольной диаграммы заключается в возможности ее использования в организациях для углубления понимания и улучшения существующих в них процессов. Обеспечивая общий язык для обсуждения производительности процесса, диаграммы говорят о том, является ли процесс предсказуемым и подконтрольным, отфильтровывая шум (общие причины) от сигнала (особых причин). Обладая таким знанием, мы знаем, когда можно оставить процесс в покое, а когда необходимо воздействовать на него с целью его улучшения [23]. Это поощряет совершение надлежащих действий и препятствует совершению неправильных.
Преимущества и недостатки.Считается, что преимущества контрольных диаграмм заключаются в том, что это простой и аффективный инструмент, который после некоторой подготовки может использовать даже персонал с невысоким уровнем образования. В то же время их статистический характер может представлять проблему для многих менеджеров проектов.
Вариации.Существует множество типов контрольных диаграмм. На рис. 14.10 приведено дерево, позволяющее выбрать подходящую диаграмму. Начните с вопроса: «Имеются ли у меня данные о переменных или атрибутах?» Отдельные типы диаграмм предполагают только данные о переменных, другие – об атрибутах. Данные о переменных измеряются по непрерывной шкале, такой, как время, бюджет проекта, числа (количество изменений проекта) и т. д. х-диаграмма и R-диаграмма являются наиболее часто используемыми диаграммами для данных о переменных.
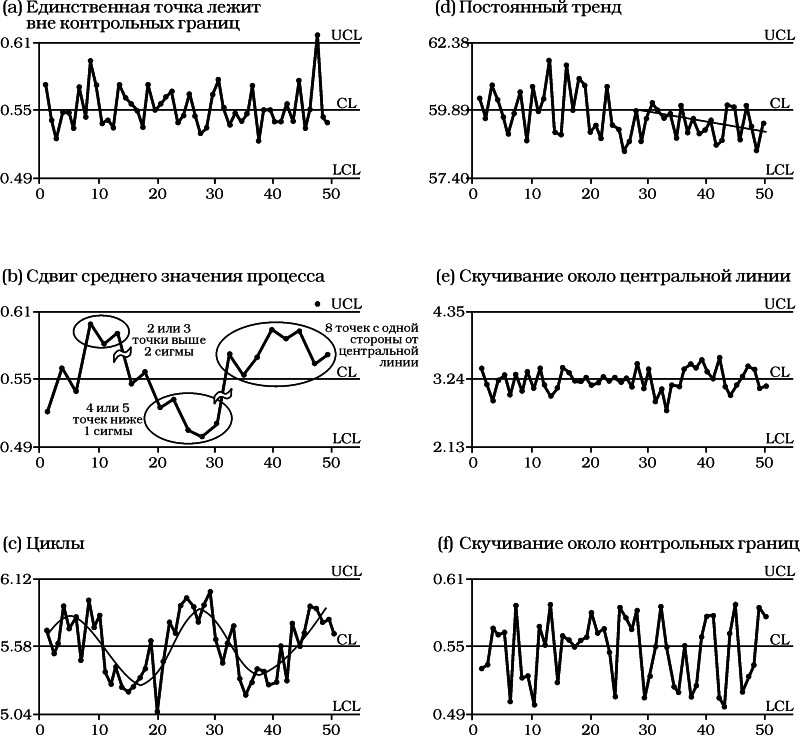
Рис. 14.9.Примеры контрольных диаграмм процессов, не находящихся под контролем
Из The Management and Control of Quality, 4th edition, by J. R. Evans and W. M. Lindsay © 1999. Перепечатано с разрешения South_Western College Publishing, подразделения Thomson Learning.
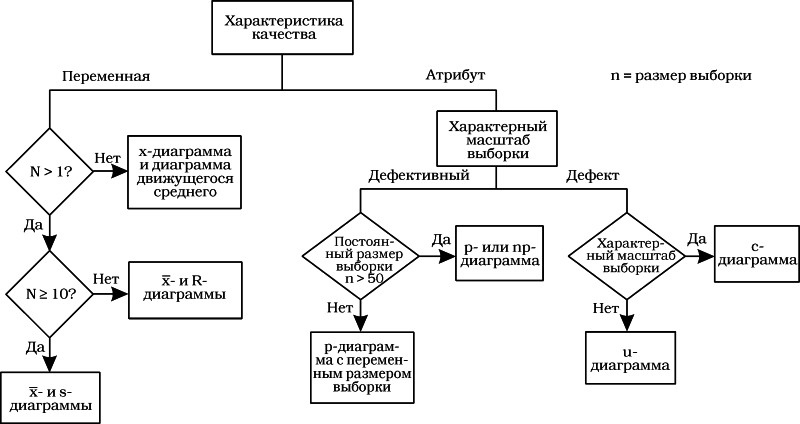
Рис. 14.10.Примеры контрольных диаграмм процессов, не находящихся под контролем
Из The Management and Control of Quality, 4th edition, by J. R. Evans and W. M. Lindsay © 1999. Перепечатано с разрешения South_Western College Publishing, подразделения Thomson Learning.
Для данных об атрибутах применимы только две величины: хорошо или плохо, да или нет. И хотя они обычно не могут быть измерены, имеется возможность наблюдать и подсчитывать их. Например, при мониторинге контрольных событий проекта контрольное событие может либо наступить / быть достигнуто (хорошо), либо нет (плохо). Доля наступивших контрольных событий часто используется в качестве показателя производительности и легко поддается отслеживанию и отображению на диаграмме. Некоторые данные об атрибутах относятся к категории данных «дефект», некоторые – «дефективный».
Дефект – одиночная, не соответствующая спецификациям характеристика качества. Например, организация отслеживает степень удовлетворенности более чем 60 своих заказчиков десятью проектными характеристиками качества – от времени цикла до отношения цена / производительность. Эти характеристики измеряются по шкале от 1 (совершенно неудовлетворен) до 6 (в высшей степени удовлетворен). Всякий раз, когда среднее значение характеристики падает до 4 или ниже, это рассматривается как дефект, отслеживаемый по u-диаграмме. Когда проект (элемент проекта) содержит два или большее количество дефектов, он считается дефективным. Организация использует р-диаграмму для мониторинга дефективных проектов. Теперь, когда мы прояснили имеющиеся типы данных, можем посмотреть на размер выборки, чтобы определить, какая диаграмма нам нужна.
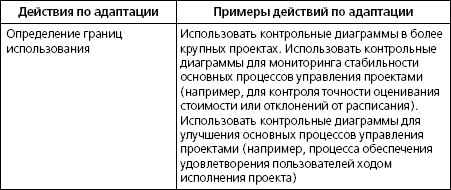
Адаптация контрольной диаграммы.Для извлечения максимальной пользы из контрольной диаграммы требуется ее адаптация под конкретные нужды. Ниже приводятся некоторые идеи о том, как эту адаптацию можно осуществить.
ПРОВЕРКА КОНТРОЛЬНОЙ ДИАГРАММЫ
Убедитесь, что вы разработали надлежащую контрольную диаграмму. Она должна включать в себя следующее:
• правильный тип диаграммы;
• центральную линию;
• временные ряды4
• правильно вычисленные контрольные границы.
Резюме
Предметом рассмотрения данного раздела являлась контрольная диаграмма – инструмент, который помогает установить состояние статистического контроля проекта, осуществлять его мониторинг и оценивать его потенциальные возможности. Все три применения способны принести пользу применительно как к межпроектным процессам, так и к внутрипроектным. В больших проектах – в силу наличия у них большего количества ресурсов – эти диаграммы используются чаще всего. В приведенном выше заштрихованном прямоугольнике перечислены ключевые соображения, которые необходимо принимать во внимание при построении такой диаграммы.
Назад: Диаграмма причин и следствий
Дальше: Заключительные замечания

