Книга: Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте
Назад: Указания руководителя
Дальше: Глава 4 Система «точно вовремя» и автоматизация
Переналадка в одно касание
Множество станков стоят вплотную друг к другу. Процесс производства включает гибку, штамповку, сварку и сверление. Как провести замену инструментов в этих условиях, когда у нас есть оборудование разного назначения?
Предположим, мы должны последовательно обработать детали А и Б на четырех станках. Мы не начинаем с обработки детали А на всех этих четырех станках, меняя все пресс-формы на этих четырех станках, когда этот процесс закончен, чтобы приступить к обработке детали Б. Если бы мы это делали, то на это уходило бы слишком много времени.
Используемый Toyota альтернативный путь показан в нижней части рис. 13. Сколько бы станков ни было соединено друг с другом, детали обрабатываются одна за другой в соответствии со временем такта. Поэтому мы не позволяем, чтобы что-то проходило обработку после последней детали А. Вместо этого после нее обрабатывается пустое место.
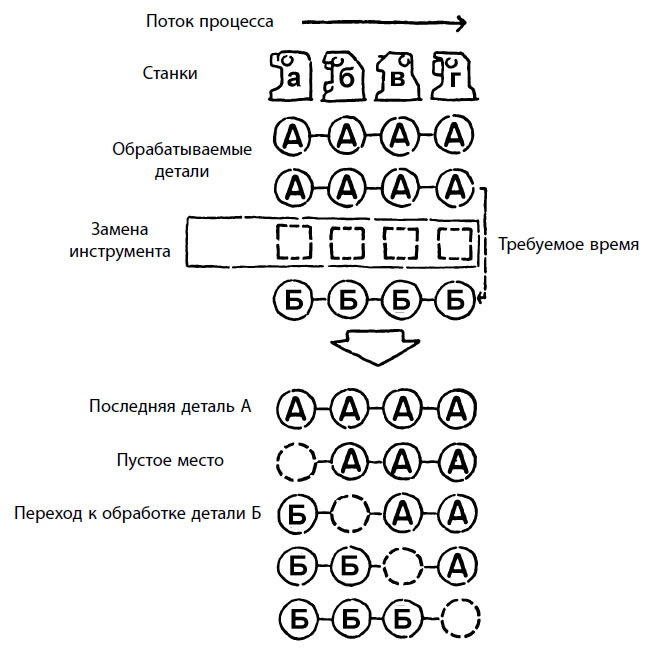
Рис. 13. Замена инструмента в одно касание
Пока пустое место обрабатывается последовательно на всех этих станках, мы меняем инструменты. Иными словами, по времени наша переналадка занимает столько же, сколько и один такт. В Toyota мы называем это сменой в одно касание.
Поскольку на смену инструментов у нас уходит время только одного такта, мы недопроизводим только одну деталь.

