Книга: Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте
Назад: Составление основного производственного плана и таблицы поставки деталей
Дальше: Система информирования дистрибьюторов в реальном времени (онлайн)
График поставки и схема последовательности сборки
На этом этапе процесса планирования подготавливаются дневные заказы-наряды на производство.
Первый шаг – дилеры размещают заказы на десять дней. Для этого каждый дилер готовит окончательный заказ, разделенный по категориям со сходными спецификациями, который охватывает десятидневный период и вписывается в основной график производства. Дилер посылает этот заказ телексом в отдел продаж автомобилестроителя за семь-восемь дней до начала этого десятидневного периода. В этом заказе машины сгруппированы по указанным выше общим характеристикам, а также по дополнительному (по желанию) оборудованию и цвету салона и корпуса.
Затем производственный отдел определяет на основе этих десятидневных заказов дневной объем производства каждого завода и сборочной линии. Результатом этого является пересмотренный основной производственный график. Затем автомобилестроитель составляет графики поставки своим дилерам (см. рис. 42). С момента получения десятидневных заказов до разработки этих графиков проходит порядка двух дней.
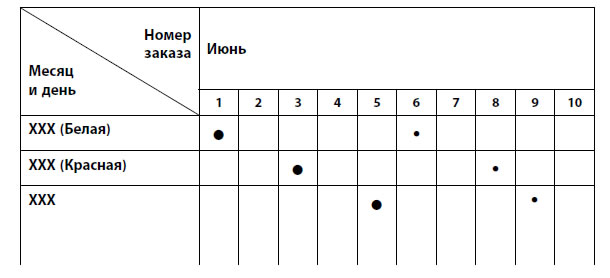
Рис. 42. График поставки
Дилеры могут ежедневно информировать отдел продаж об изменении своих десятидневных заказов (в пределах 10 %) с учетом реального потребительского спроса. Например, если согласно представленному на рис. 42 графику поставки 1 июня должна быть поставлена белая машина, то дилер может попросить заменить ее на красную. Эти изменения называются просто «дилерскими изменениями», и сведения о них должны быть получены автомобилестроителем за четыре-пять дней до намеченной даты сборки данной машины.
Отдел управления производством направляет заводам обновленный основной производственный план, учитывающий эти дилерские изменения. Это делается за три дня до намеченной даты сборки автомобиля.
Далее отдел управления производством дает заводам указание составить свои схемы последовательности сборки. Это делается за полтора дня до даты сборки автомобиля. Из-за большого количества деталей и размера этих схем Toyota требует, чтобы ее самые крупные поставщики деталей представляли свои схемы на магнитной ленте, в то время как более мелкие могут подавать их и в бумажном виде. Затем Toyota печатает бирки, аналогичные показанной на и содержащие информацию, полученную из этих схем последовательности сборки. Эти бирки приклеивают на машины в начале каждой сборочной линии, чтобы рабочие руководствовались ими при сборке.
Шестой и последний этап связан с использованием карточек канбан для отбора и заказа деталей, но это касается только деталей, не охваченных схемой последовательности сборки. Более подробно об этом говорится в пятой главе.
Назад: Составление основного производственного плана и таблицы поставки деталей
Дальше: Система информирования дистрибьюторов в реальном времени (онлайн)

