ГЛАВА 5
Совершенство
По дороге пошаговых улучшений
Когда в 1992 году Джо Дэй (Joe Day), президент Freudenberg-NOK General Partnership (FNGP), Плимут, штат Мичиган, начал знакомить представителей американского альянса ведущих мировых производителей уплотнителей и сальников1 с бережливыми технологиями, он обнаружил весьма необычный факт. Независимо от того, сколько раз его сотрудники улучшали процесс, делая его все более и более «бережливым», постоянно находились все новые пути для ликвидации муда в виде сокращения трудозатрат, производственных площадей и ошибок. Более того, процесс неуклонно становился более гибким и чутко реагирующим на вытягивающее воздействие потребителя.
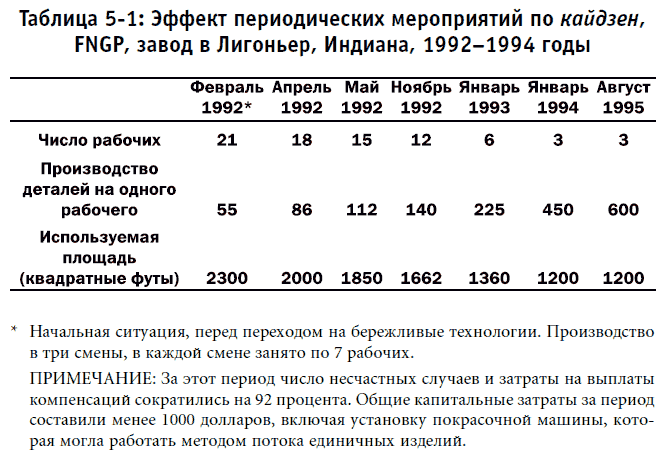
Например, когда FNGP начала реорганизацию производства демпферов вибрации на заводе в Лигоньер, штат Индиана, только в результате самых первых мероприятий по кайдзен производительность труда увеличилась на 56 процентов, а производственные площади сократились на 13 процентов. На протяжении трех последующих лет трехдневные мероприятия по кайдзен проводились на заводе еще пять раз. За это время производительность постепенно выросла на 991 процент, а площади сократились на 48 процентов (см. таблицу 5-1). Несмотря на такой значительный результат, улучшения можно продолжать еще дальше, и некоторые из них уже запланированы.
Где же логика? Разве не должны каждые новые улучшения давать все меньший и меньший дополнительный эффект? Ведь мероприятия по кайдзен не бесплатны, да и вряд ли возможно «вычистить» из процесса всю муда. Не следует ли менеджерам просто остановиться на достигнутом и не перейти на управление стабильным процессом, просто следя, чтобы он не вышел из-под контроля?
Когда мы показывали данные, аналогичные тем, что представлены в таблице 5-1, многим высшим менеджерам, то замечали у них реакцию двух типов. Первая заключалась в том, что после того, как процесс стабилизирован, управление по отклонениям становится весьма эффективным. Вторую, достаточно типичную реакцию продемонстрировал высший менеджер одной английской фирмы, который любил планировать улучшения, но не любил ничего делать. «Почему бы FNGP просто не сделать все правильно с первого раза? Зачем тратить три года на улучшения, если можно просто сесть и, хорошенько подумав, с самого начала создать совершенный процесс?»
Обе реакции показывают, что в традиционной управленческой среде концепция достижения совершенства путем непрекращающихся улучшений воспринимается очень тяжело. А ведь это фундаментальный принцип бережливого мышления! Поскольку фирма FNGP — один из немногих по-настоящему ярых борцов за совершенство, мы на ее примере покажем, каковы могут быть практические результаты подобной работы.
Дорога радикальных улучшений
Существует и иной путь достижения совершенства: радикальное улучшение всего потока создания ценности фирмы, называемое также кайкаку. Интересный пример продемонстрировала фирма по изготовлению автомобильных стекол. В Северной Америке, Японии и Европе почти все фирмы производят неподвижные стекла для легковых автомобилей и грузовиков (кроме стекол дверей, которые поднимаются и опускаются) по практически одинаковой технологии (см. схему на рис. 5-1.)
Первым делом в большой ванне варится кварцевый песок. Оттуда расплав попадает в резервуар с жидким оловом. Готовое листовое стекло вынимается из резервуара и режется на прямоугольники, которые аккуратно отправляются на охлаждение. Из-за больших размеров подобной установки и сложностей отладки процесса при переходе от партии к партии производство осуществляется большими партиями. Перед отправкой на стекольную фабрику готовые прямоугольники достаточно долго лежат на складе.
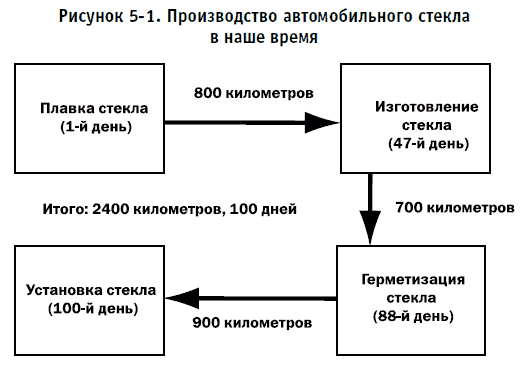
На стекольной фабрике из прямоугольников вырезается стекло требуемой формы, при этом 25 процентов идет в отходы. Заготовки нагреваются до температуры чуть меньшей, чем точка плавления, и отправляются на прессы, где из них делают готовые стекла именно той геометрической формы, которая требуется для конкретной модели автомобиля. И опять из-за трудностей при замене пресс-форм и сложностей отладки процесса при переходе на новую партию автомобильное стекло изготавливается большими партиями. Перед отправкой на герметизацию, а также перед самой герметизацией стекло опять лежит на складе.
Герметизация заключается в покрытии краев стекла слоем специальной резины или пластика на заливочно-формовочной машине. Слой играет роль водозащитной прокладки и температурного шва, ведь именно за края стекло крепится к стальному корпусу автомобиля. После герметизации стекло проводит еще некоторое время на складе и только потом доставляется на сборочный завод, где устанавливается на автомобиль.
Очевидно, что пошаговое улучшение каждого этапа процесса способно дать значительный выигрыш. Например, можно было бы заняться организацией вытягивающей системы для всех циклов пополнения запасов, как это описано в предыдущей главе, повысить скорость переналадки оборудования (особенно стекольного пресса) и добиться уменьшения объема партий. Однако из-за того, что все стадии процесса осуществлялись бы на четырех разных заводах, расположенных далеко друг от друга, огромное количество муда в виде потерь времени и затрат на перевозку никуда бы не делось. Более того, когда между стадиями прессования, герметизации и установки стекла проходит так много времени, очень сложно улучшать качество, так как становится практически невозможно проследить брак от места его обнаружения на какой-то стадии производства до источника.
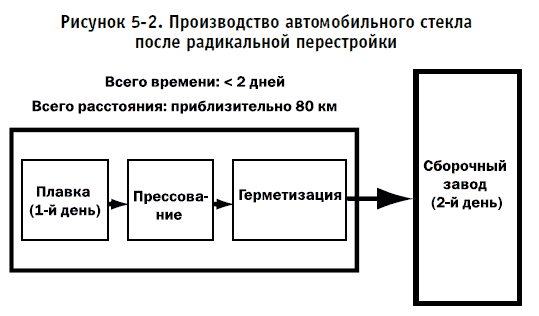
Радикальное улучшение состоит в создании «правильного» потока выплавки стекла, который был бы согласован со спросом определенного заказчика, в уменьшении объемов партий и в организации прессования стекол сразу на выходе из плавки, когда они еще горячие. Герметизация должна осуществляться непрерывным потоком, сразу после стадии прессования. А все производство следует размещать в одном здании, расположенном напротив сборочного завода. Тем самым можно обеспечить немедленную реакцию стекольного производства на вытягивание со стороны сборочного завода (как показано на рис. 5-2).
Пока еще никто не сделал этого, так как подобное радикальное переосмысление потока создания ценности ведет к тому, что несколько фирм (в нашем случае — четыре) должны все вместе изменить свои методы работы и создать единое бережливое предприятие по производству автомобильного стекла (самое лучшее — если это сделают все поставщики неподвижных стекол для конкретного сборочного завода). Если же подобное бережливое предприятие однажды будет создано, то следом за переосмыслением всего потока создания ценности возникнут вопросы: «Какая реальная ценность для потребителя создается на этом этапе? Как мы создаем ее?» Для того чтобы найти ответ, как минимум придется заново обдумать, где следует заниматься проектированием продукта (на сборочном производстве, на прессовальном производстве, на заводе по герметизации или организовать единый отдел проектирования для всех) и как организовать снабжение ремонтных мастерских запасными частями.
По дороге непрерывных радикальных и пошаговых улучшений
Конечно, для достижения совершенства каждой фирме нужны оба подхода. Можно улучшать каждый шаг в отдельности и получить хорошие результаты. Однако нет никаких оснований вкладывать деньги в улучшение процессов, которые вскоре могут снова измениться или даже ликвидироваться. Повторим сказанное в главе 3: если вы тратите значительные деньги на улучшение отдельных этапов, вы вряд ли достигнете совершенства, так как идете к нему неправильным путем. Большинство потоков создания ценности можно улучшить радикально, только если рассматривать их в целом, применяя при этом правильные методы.
Для того чтобы эффективно осуществлять пошаговые и радикальные улучшения, нужно сделать еще две вещи. Во-первых, чтобы в сознании менеджеров возникло видение совершенства, надо следовать четырем принципам бережливого производства: определению ценности, определению потока создания ценности, организации движения потока и созданию системы вытягивания. (Важно помнить, что вы собираетесь соперничать не с существующими конкурентами, а с конкурентом, имя которому — совершенство. Поэтому свое нынешнее положение следует оценивать по степени близости к идеалу.) Затем, с помощью метода развертывания политики (по-японски — хосин канри), менеджеры определяют, с какой из муда они будут бороться в первую очередь.
Как выглядит совершенство?
На каждом шаге менеджерам надо учиться видеть поток создания ценности, видеть движение ценности по потоку, видеть, как ценность вытягивается потребителем. В конце концов у всех должно появиться ясное видение того, что такое совершенство. Таким образом, цель улучшений станет понятна всем, кто работает на бережливом предприятии. Только что, на примере изготовления стекла, мы показали, как можно, радикально переосмыслив процесс, сделать так, чтобы вся работа, создающая ценность, осуществлялась рядом с потребителем и делалась только тогда, когда ему это нужно. Определенно, такое видение совершенства имелось у фирмы Toyota, когда, будучи уже мастером в области технологий бережливого производства, она в 1982 году принялась за реорганизацию своего бизнеса запчастей в Японии и когда повторила этот же подход в Северной Америке в 1989 году. Фирме Tesco также потребовалось выработать видение ценности и потока создания ценности для поставок напитков, как было показано в главе 2.
Парадоксально, но никакое видение совершенства не может быть совершенным. Как только поток создания ценности автомобильного стекла будет перестроен так, как мы советовали выше, надо немедленно выделить время, чтобы сформировать новое видение совершенства, идущее еще дальше. Совершенство напоминает бесконечность. Крайне сложно представить, как оно выглядит, а тем более достичь его. Однако попытка сделать это уже воодушевляет и создает направление, двигаясь в котором можно достичь прогресса. В третьей части книги мы вернемся к этому вопросу.
Очень важно представлять, с помощью каких именно товаров и производственных технологий вы сделаете следующий шаг на пути к совершенству. Как мы уже неоднократно писали в предыдущих главах, одним из основных препятствий для быстрого прогресса оказывается то, что большинство существующих продуктов и технологий их производства не приспособлены к условиям бережливого предприятия. Когда проектировщики и технологи будут ясно видеть цель, которая заключается в производстве продуктов по гибкой схеме, малыми партиями, в непрерывном потоке, они смогут проектировать продукты и оборудование более правильно.
Дополнительно к формированию видения совершенства и определению в нем места для технологий менеджеры должны разработать четкий план для движения в выбранном направлении. В примерах, которые мы приведем во второй части, будет показано, что огромное различие между организациями, которые сделали много, и теми, кто почти ничего не сделал, состояло в том, что победители строго следовали графику, в котором фиксировались, казалось бы, заведомо недостижимые цели. Однако путем рутинной работы, продвигаясь к цели день за днем, они достигали ее, а иногда даже делали больше. Неудачники же не стремились к невозможному, а пытались узнать, что больше всего подходит их организациям в данный момент. Работая над улучшениями, они разъединяли поток создания ценности на куски, что нередко заканчивалось полным провалом.
Концентрируем усилия на ликвидации муда
Фирмы, которые никогда не начинают движение к совершенству из-за отсутствия видения, обычно заканчивают плохо. Печально признавать, но мы наблюдали множество организаций, которые в начале пути имели и видение, и энергию. Но у них практически ничего не получалось, так как желание усовершенствовать все, что только можно, вело к распылению ограниченных ресурсов на тысячи различных направлений. Надо действовать иначе. После того как с видением все стало ясно, надо определить, какие самые важные шаги следует предпринять, чтобы продвинуться вперед. Все остальные задачи отходят на второй план. Конечно, это не значит, что все остальное уже не важно. Просто главное правило улучшений состоит в том, что нельзя делать несколько дел одновременно, а начатое всегда нужно доводить до конца. Аналогичный принцип, как мы помним, применяется в проектировании, обработке заказа и производстве.
Жизненно важно применять последний метод бережливого производства — развертывание политики. Суть метода состоит в том, что для осуществления перехода от массового производства к бережливому высшее руководство определяет несколько простых целей, учреждает несколько проектов для достижения этих целей, назначает ответственных людей и выделяет ресурсы для выполнения этих проектов, а также определяет количественные показатели, которых надо достичь к определенному времени.
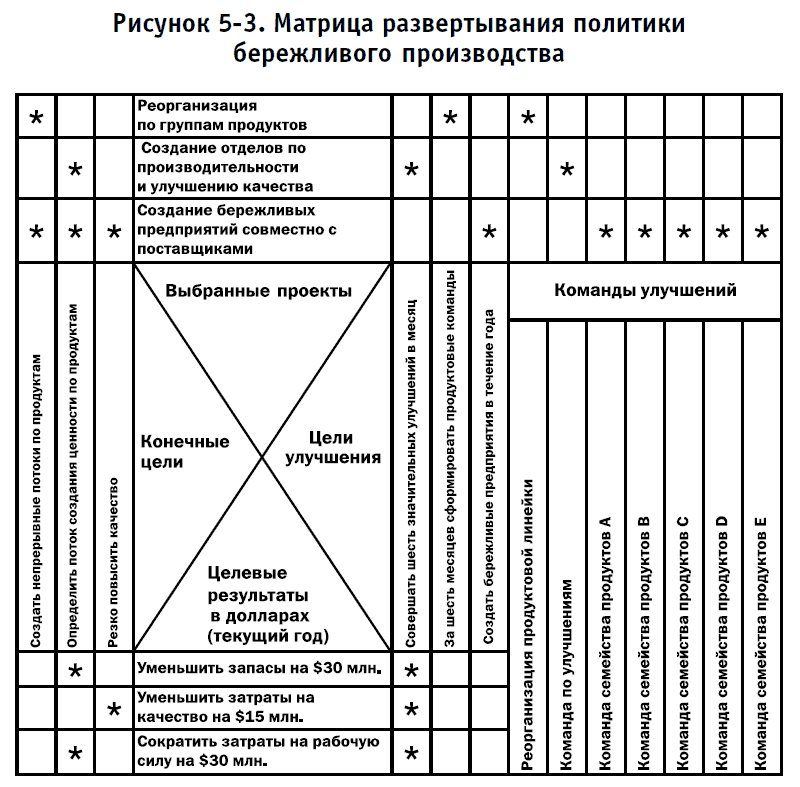
Пусть некая фирма поставила цель создать во всей организации поточный принцип работы путем формирования вытягивающей системы. Представим также, что для этого требуется осуществить следующие проекты: 1) разделить производство на ячейки по семействам продуктов, когда продуктовые команды берут на себя работу множества функциональных служб; 2) создать «отдел обучения», который, аккумулируя опыт, будет помогать работе продуктовых команд и консолидировать их усилия; 3) провести несколько мероприятий по улучшениям, в результате которых работа партиями постепенно трансформируется в непрерывный поток. На базе целей разрабатываются количественные показатели (которые служат ориентирами для улучшений), а также временные рамки осуществления проектов. Например: сформировать выделенные продуктовые команды в течение полугода; ежемесячно улучшать показатели по шести важнейшим позициям, по остальным показателям добиться хотя бы одного улучшения за первый год, уменьшить в первый год общее количество наличных запасов на 25 процентов, уменьшить число дефектов, обнаруживаемых потребителем, на 50 процентов за первый год, сократить трудозатраты на изготовление каждого продукта на 20 процентов за первый год.
Многие организации ежегодно составляют матрицу развертывания политики по типу той, которая показана на рис. 5-3. Чтобы было понятнее, в этой матрице сведены воедино цели, проекты на текущий год и количественные показатели для каждого проекта. При составлении матрицы надо с полной ясностью представлять, сколько имеется ресурсов на достижение каждой из целей. Перед началом работы все должны подтвердить, что цель выполнима.
Очень важно отметить, что первый шаг процесса — постановка целей осуществляется сверху вниз, но все последующие шаги делаются поочередно то снизу вверх, то сверху вниз. Например, когда руководство решает взяться за некоторый проект, надо проконсультироваться с командой проекта и узнать, сколько потребуется ресурсов и времени на его осуществление. Команды несут коллективную ответственность за выполнение работы и должны с самого начала иметь достаточно полномочий и ресурсов.
Когда процесс радикальных изменений начинает реализовываться, очень многие зачастую изъявляют желание присоединиться к нему. Число проектов множится на глазах. Такое рвение радует, но оно же служит тревожным сигналом, предостерегающим от взваливания на себя непосильной ноши. Мы видели много успешных фирм, которые научились притормаживать (deselect)2 такие проекты, несмотря на весь энтузиазм их участников. Правило таково, что число проектов должно точно соответствовать имеющимся ресурсам. После того, как это стало понятно, можно начинать создание бережливого производства.
Вперед, на старт!
В первой части книги мы рассмотрели пять основных принципов бережливого производства, пять важных инструментов, требующихся для преобразований целых фирм, а также отдельных потоков создания ценности из болот, поросших муда, в стремительные потоки, которые определяются и вытягиваются потребителем. Однако внутри преобразований таится достаточно серьезный парадокс.
Бережливое производство по своей природе — поборник философии равенства (эгалитаризма), ключевой принцип которого — прозрачность во всем. Развертывание политики — это открытый процесс, выстраивающий людей и ресурсы в соответствии с поставленными задачами. И вот тут людям, которые ранее вообще очень редко говорили друг с другом и уж тем более не считали друг друга равноправными партнерами, придется работать рука об руку.
Именно поэтому основное усилие, в результате которого вся фирма со всеми ее потоками наконец-то сможет покинуть старый мир «партий и очередей», обычно предпринимается извне человеком, ломающим все традиционные правила, что часто происходит во время кризиса. Мы называем такого человека агентом перемен.
Кроме него никто не способен разорвать порочный круг и разрешить парадокс. Агент перемен представляется своего рода тираном, которого один из консультантов назвал «Конаном-варваром», неудержимо пытающимся создать атмосферу равенства там, где и духа ее не было.
Но тиран тирану рознь. Те из них, кто преуспели в создании бережливого производства, обязательно передавали сотрудникам на всем потоке свое видение и свои идеи, которые обязательно должны были принести выгоду каждому. Те же, кто проиграли (подобно многим лидерам-неудачникам процессов реинжиниринга), или же ассоциировали себя с узкими технократами, не обращающими внимания на социальный аспект преобразований, или же отстранились от организаций и отправились в самостоятельное плавание, ловя по ходу различные проекты и пытаясь сделать на них карьеру. Такие тираны всегда быстро становились жертвами либо организационной текучки, либо активного саботажа.
Поскольку бережливая система может процветать только в атмосфере доверия, когда каждый знает, что со всеми поступают честно и все «острые моменты» решаются с требуемым гуманизмом, успешно управлять ею может только такой «деспот», который несет выгоду всем. Мы надеемся, что многие из читателей этой книги отважатся надеть мантию агента перемен. Также мы рассчитываем, что карьеристы и однобокие технократы не попадут в их число.
Для тех храбрецов, которым не жалко потратить пять лет на то, чтобы привести свои организации к полному успеху, предназначена вторая часть книги, где мы расскажем, как все это можно сделать.

