Книга: Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы
Назад: Выбор сантехники
Дальше: Свойства сварочной дуги
6. Электродуговая сварка
Электродуговая сварка получила наиболее широкое распространение в промышленности, мелкосерийном производстве и в кустарных мастерских. С применением электродуговой сварки в настоящее время осуществляется примерно 65 % сварочных работ. И именно она рекомендуется для применения домашним умельцам.
Источником нагрева и расплавления свариваемого металла при дуговых способах сварки является сварочная дуга, представляющая собой длительный мощный электрический разряд, происходящий в ионизированной среде между двумя электродами или электродом и деталью (рис. 6.1). При этом начальная фаза среды может быть любой: твердой (например, сварочный флюс); жидкой (например, вода); газообразной (например, аргон); плазменной. Температура в столбе сварочной дуги колеблется от 5000 до 12 000 К и зависит только от состава газовой среды дуги. Длиной сварочной дуги называют расстояние между концом электрода и поверхностью кратера (углубления) сварочной ванны.
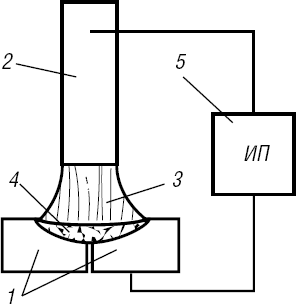
Рис. 6.1. Электрическая сварочная цепь дуговой сварки:
1 – свариваемая деталь; 2 – сварочный электрод; 3 – сварочная дуга; 4 – сварочная ванна; 5 – источник питания дуги
Виды дуговой сварки различают по нескольким признакам: по среде, в которой происходит дуговой разряд (на воздухе – открытая дуга, под флюсом – закрытая дуга, в среде защитных газов); по роду применяемого электрического тока – постоянный, переменный; по типу электрода – плавящийся, неплавящийся. Наибольшее практическое значение получила ручная дуговая сварка плавящимися электродами на переменном и постоянном токах, дающая возможность сваривать в непроизводственных условиях большинство сталей, включая нержавеющие.
Для поддержания электрического разряда нужной продолжительности необходимо применение специальных источников питания дуги. Для питания дуги переменным током применяют сварочные трансформаторы, постоянным током – сварочные генераторы или сварочные выпрямители. При сварке постоянным током количество тепла на электродах различно, поэтому в сварке введено понятие полярности – прямой и обратной. Электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному – катодом. Таким образом, когда катод (—) источника подключен к электрододержателю, а анод (+) – к детали, это прямая полярность, наоборот – обратная.
При горении дуги и плавлении свариваемого и электродного металлов требуется защита расплава сварочной ванны от воздействия кислорода и азота воздуха, ибо последние ухудшают механические свойства металла шва. Поэтому защищают зону дуги, сварочную ванну, а также электродный стержень.
По характеру защиты свариваемого металла и сварочной ванны от окружающей среды дуговую сварку разделяют на следующие способы: с покрытыми электродами, в защитных газах, под флюсом, порошковой самозащитной проволокой.
Дуговая сварка покрытыми электродами. При этом способе (в англоязычной литературе именуется shielded metal arc welding или SMAW, иногда manual metal arc welding или MMAW) процесс выполняется вручную (рис. 6.2). Сварочные электроды могут быть плавящимися – стальными, медными, алюминиевыми и др. Наиболее широко применяют сварку стальными электродами, имеющими на поверхности электродное покрытие. Покрытие электродов готовится из порошкообразной смеси различных компонентов и наносится на поверхность стального стержня в виде затвердевающей пасты. Его назначение – повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны и улучшить качество сварки. Сварной шов образуют за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную осуществляет два основных технологических движения: подачу покрытого электрода в зону сварки по мере его расплавления и перемещение дуги вдоль свариваемого шва.
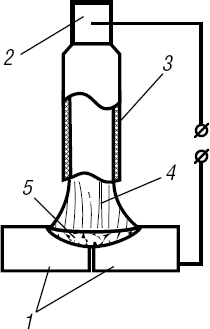
Рис. 6.2. Ручная дуговая сварка покрытыми электродами:
1 – деталь; 2 – стержень электрода; 3 – покрытие; 4 – дуга; 5 – сварочная ванна
Ручная дуговая сварка покрытыми электродами – один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и в труднодоступных местах. Существенный недостаток ее – малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Дуговая сварка неплавящимся электродом (в англоязычной литературе именуется gas tungsten arc welding, GTA welding или TGAW, а также tungsten inert gas welding, TIG welding или TIGW; в немецкоязычной литературе – wolfram-inertgasschweißen или WIG). В настоящее время в качестве неплавящегося электрода используют преимущественно стержни из чистого вольфрама, реже из графита (рис. 6.3). Применяемые вольфрамовые электроды должны отвечать требованиям ГОСТ 23949–80. Они могут содержать активирующие добавки оксида лантана (ЭВЛ), иттрия (ЭВИ), диоксида тория (ЭВТ). Эти добавки облегчают зажигание и поддерживают горение дуги, повышают эрозионную стойкость электрода. Наибольшее распространение получили электроды ЭВЛ и ЭВИ ∅ 5–10 мм, выдерживающие большую токовую нагрузку. Из-за окисления вольфрамовых электродов и их быстрого разрушения для защиты не допускается использовать газы, содержащие кислород. Основным защитным газом является аргон или аргоно-гелиевая смесь. Наряду с инертными газами, для сварки вольфрамовым электродом используют и некоторые активные газы, например азот и водород, или их смеси с аргоном.
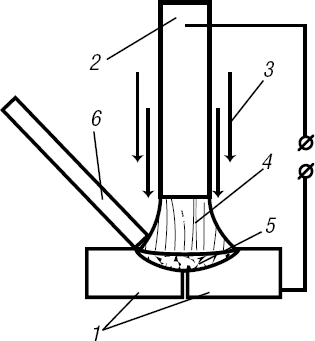
Рис. 6.3. Ручная дуговая сварка неплавящимися электродами:
1 – деталь; 2 – электрод; 3 – поток защитного газа; 4 – дуга; 5 – сварочная ванна; 6 – присадочный материал
Дуговая сварка под флюсом (в англоязычной литературе именуется SAW). Электрическая дуга здесь горит между плавящимся электродом и деталью под слоем сварочного флюса, полностью закрывающего дугу и сварочную ванну от взаимодействия с воздухом (рис. 6.4). Сварочный электрод выполнен в виде проволоки, свернутой в кассету и автоматически подаваемой в зону сварки. Перемещение дуги вдоль свариваемых кромок может выполняться или вручную, или с помощью специального привода. В первом случае процесс ведется с помощью сварочных полуавтоматов, во втором – с помощью сварочных автоматов. Дуговая сварка под флюсом отличается высокой производительностью и качеством получаемых соединений. К недостаткам процесса следует отнести трудность сварки деталей небольшой толщины, коротких швов и выполнение швов в основных положениях, отличных от нижних.
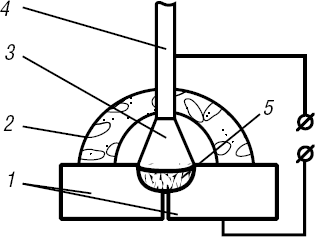
Рис. 6.4. Сварка под слоем флюса:
1 – деталь; 2 – слой флюса; 3 – дуга; 4 – электрод; 5 – сварочная ванна
Дуговая сварка в защитных газах (в англоязычной литературе именуется gas metal arc welding, GMA welding или GMAW, в немецкоязычной – metallschutzgasschweißen или MSG; кроме того, различают сварку в атмосфере инертного газа metal inert gas или MIG и в атмосфере активного газа metal active gas или MAG). Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов (рис. 6.5). Защитные газы изолируют сварочную ванну от атмосферного воздействия, поэтому металлургические процессы протекают только между элементами, содержащимися в основном и присадочном металлах. Наиболее эффективными являются инертные газы (аргон, гелий), которые не взаимодействуют с другими элементами. Защитная роль инертных газов значительно повышается при тщательной зачистке свариваемых кромок, на которых могут быть посторонние элементы, влияющие на химические процессы, происходящие в сварочной ванне. Роль активного газа СO2 сводится к оттеснению от сварочной ванны окружающего воздуха, и в первую очередь азота.
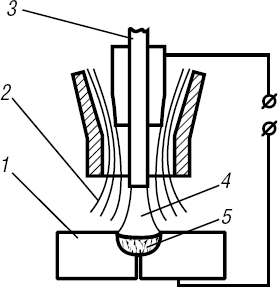
Рис. 6.5. Сварка в защитном газе:
1 – деталь; 2 – защитный газ; 3 – электрод; 4 – дуга; 5 – сварочная ванна
При этом виде сварки можно использовать как неплавящиеся, так и плавящиеся электроды. Процесс выполняют ручным, механизированным или автоматическим способом. При сварке неплавящимся электродом применяют присадочную проволоку, при плавящемся электроде присадки не требуется. Сварка в защитных газах отличается широким разнообразием и применяется для широкого круга металлов и сплавов.
Назад: Выбор сантехники
Дальше: Свойства сварочной дуги

