Выбор приоритетных направлений
Выбор приоритетных направлений

Выбор приоритетных направлений
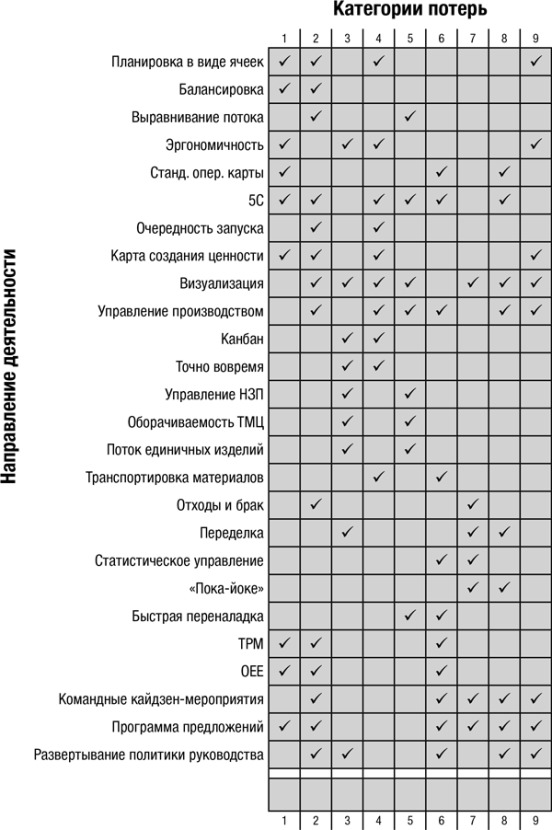
Планировка в виде ячеек. Какова планировка ячеек или рабочих мест? Могут ли рабочие свободно передвигаться внутри рабочей зоны? Форма ячейки и расположение материалов и оборудования имеют большое значение. В каждой ячейке должны быть визуальные средства представления производственных заданий и результатов работы. Для обеспечения материалами можно использовать супермаркеты, расположенные внутри ячейки или поблизости от нее.
Балансировка. Интеграция концепции времени цикла в стандартные операции на производственной линии. Балансировка производства вверх и вниз по технологическому потоку для достижения максимальной эффективности. Это может потребовать ускорения темпа работ на некоторых операциях и замедления на других, чтобы между ячейками или рабочими зонами не накапливались потери.
Выравнивание потока. Устранение пиков и спадов производства на линии. Возможность поставить на линию одного дополнительного работника или убрать одного работника с линии, сохранив уровень качества и время цикла процесса и укладываясь в нужное время такта.
Эргономичность. Организация рабочего места, исключающая подъем тяжестей и необходимость тянуться за какими-либо предметами при выполнении операций. Надо обеспечить комфортную освещенность и температуру, чтобы оператор работал максимально эффективно.
Стандартные операционные карты. Разработка стандартных операционных процедур, которые работник может соблюдать без напряжения, обеспечивая заданный уровень качества и темп производства. Проверка всех существующих операций и обеспечение их правильности, приведение рабочих инструкций в соответствие с реальными процессами и утверждение инструкций в отделе обеспечения качества.
5С. При правильном применении системы 5С рабочим и руководителям несложно выполнять предлагаемые процедуры и поддерживать рабочие зоны в чистоте и порядке, что позволяет достичь максимальной производительности. Все ненужное следует удалить из рабочей зоны, а для оставшихся предметов выделить места. Результаты аудита по 5С вывешивают в рабочих зонах или ячейках. Для регламентации работ по 5С разрабатывают контрольные листы.
Очередность запуска. Производство в рабочей зоне или в ячейке должно быть сбалансировано в соответствии с изменяющимися требованиями заказчика. Последовательность производства изделий должна соответствовать последовательности получаемых заказов, последовательности предполагаемой отгрузки или требованиям последующих операций процесса.
Карта создания ценности. Надо построить карты потока создания ценности всех процессов или рабочих зон. Далее эти карты нужно свести в единую карту потока создания ценности продукта или услуги, где будут отражены все операции, с момента получения заказа и до отгрузки продукта заказчику.
Визуализация. Операторы и мастера должны быть в состоянии понять требования производства и результаты работы своей ячейки или рабочей зоны, не задавая никому вопросов. Состояние и готовность оборудования надо представить визуально, чтобы эта информация была доступна и понятна всем, кому это важно.
Управление производством. Мастера и другие руководители должны как можно чаще бывать на производственных линиях и хорошо понимать проблемы, существующие у операторов. Менеджеры должны постоянно решать возникающие проблемы и информировать операторов обо всех изменениях в организации, которые могут оказать воздействие на их работу или частную жизнь. Мастера и руководители среднего звена должны обеспечивать позитивную мотивацию и стимулировать непосредственное вовлечение операторов в работу по улучшению процессов.
Канбан. Должна существовать система передачи информации, основанная на использовании карточек, знаков, сигнальных лампочек или других средств, сообщающих, когда нужно начинать производство изделий или их транспортировку. Эти средства должны быть просты в использовании и обеспечивать понятную информацию о том, когда нужно пополнять запасы материалов.
Точно вовремя. Надо стремиться к тому, чтобы доставлять нужные материалы в нужное место и в нужное время. Операторы не должны ждать поступления материалов или далеко ходить, чтобы взять их. Операторы должны оставаться на своем рабочем месте или в ячейке, а специальные доставщики должны обеспечивать подачу всех материалов, необходимых для выполнения работы.
Управление НЗП. Количество материалов и изделий в производстве, находящихся между операциями, надо свести к минимуму. Для ограниченного объема материалов, имеющегося в процессе, следует выделить и обозначить места хранения, не допускающие накопления излишков. Материалы и заготовки нужно запускать в работу только тогда, когда последующая операция готова к их приему.
Оборачиваемость ТМЦ. Начальник производства и начальник складского хозяйства должны контролировать оборачиваемость запасов, чтобы в цепочке поставок не скапливалось излишнее количество материалов. Надо стремиться к повышению оборачиваемости запасов и хранить их в минимально допустимом объеме.
Поток единичных изделий. Когда это возможно, изделия должны проходить через операции по одному. Если это экономически нереализуемо, объем партии должен быть минимален. Нужно избегать ситуации, когда выпускаются большие партии изделий, которые затем хранятся до тех пор, пока они не окажутся востребованы потребителем.
Транспортировка материалов. Задачи по доставке материалов со склада на производственные линии должны быть возложены на специально выделенных работников. Это должны быть опытные рабочие, хорошо знающие требования к материалам на производстве. Очень важно, чтобы эти работники обладали знаниями, а система поставок работала без сбоев, потому что только в этом случае можно обеспечить бесперебойную работу и избежать простоев.
Отходы и брак. Всегда надо четко разделять брак и годные изделия. Один из способов обеспечить это — использование специально размеченных или окрашенных в определенный цвет контейнеров для брака и для отходов дерева, металла, бумаги и т.д. Надо следить за количеством отходов, возникающих в процессе производства, и стараться уменьшить их объем.
Переделка. Заказчик не платит за переделки и устранение дефектов, поэтому для компании-производителя они означают снижение прибыли. Нужно стараться исключить переделку и ремонт или сократить их объем, увеличивающий время производственного цикла. Рабочие, мастера и директора должны отслеживать затраты на переделки, т.е. в процесс сокращения объема переделок должны быть вовлечены все сотрудники.
Статистическое управление. Важно, чтобы рабочие были вовлечены в сбор данных, используемых для управления процессом. Эти данные нужно обобщать, изучать и обсуждать, чтобы выявить возможности улучшений. Точный статистический анализ может натолкнуть на много идей по улучшениям и выявить причины проблем на производстве.
«Пока-йоке». Инженеры должны совместно с рабочими и мастерами выявлять способы предотвращения ошибок на производстве. Рабочим нужно определять, на каких операциях в процессе можно ошибиться, что приводит к переделкам или к неустранимому дефекту продукции, и немедленно исключать такие ситуации. Мастера вместе с инженерами должны вносить в соответствующие рабочие инструкции изменения, которые предотвращают ошибки.
Быстрая переналадка. Надо отслеживать длительность переналадок и сокращать ее, ликвидируя содержащиеся в этих процессах скрытые потери. Методика ЗМЕО предусматривает исключение подъема тяжестей, использование соответствующих инструментов и приспособлений, хранящихся поблизости от места проведения переналадки. Как можно большее число операций переналадки нужно перенести из периода, когда оборудование выключено («внутренняя переналадка»), в период, когда оборудование может продолжать работать.
Всеобщее обслуживание оборудования (ТРМ). Операторы, ремонтный персонал и мастера должны участвовать в ежедневной работе по ТРМ на своем оборудовании. Они должны в команде разработать контрольный лист работ по ТРМ, которые нужно выполнять и проверять. Они должны совместно выявлять проблемы и обсуждать возможные решения проблем с оборудованием.
Полная эффективность оборудования (ОЕЕ). Важно отслеживать коэффициент полной эффективности оборудования и вывешивать эти цифры рядом с рабочими местами. Он рассчитывается на основании данных о доступности, производительности и качестве работы оборудования. Частоту и число простоев надо контролировать и изучать для выявления возможностей улучшений.
Командные кайдзен-мероприятия. Надо организовать работу межфункциональных команд по разработке и реализации возможных решений с целью совершенствования процессов на основном и поддерживающем производстве. В эти команды должны входить рабочие/операторы, мастера, инженеры, а также сотрудники, не знакомые с этим производством. Директор должен дать команде полномочия для принятия решений и реализации изменений в зависимости от требований к совершенствованию производства. Большинство кайдзен-мероприятий длятся пять дней, и в течение этого времени службы ремонта и все остальные службы должны обеспечивать им незамедлительную помощь, иначе проведение намеченных мероприятий в указанные сроки будет поставлено под угрозу.
Программа предложений. Отлаженная система подачи предложений может обеспечить значительные улучшения всей организации. Программа должна быть проста в использовании, чтобы рабочие и другие сотрудники на всех уровнях могли подавать предложения без затруднений. Надо создать комиссию по оперативному рассмотрению предложений, которая также будет отвечать за их реализацию. Все системы предложений должны включать поощрение в какой-либо форме отдельных сотрудников или коллективов, подавших полезные предложения.
Развертывание политики руководства. Высшее руководство любой организации отвечает за разработку и реализацию политики и целей компании. Политику компании и ее цели надо довести до всех сотрудников, которые должны понимать, как их повседневная работа связана с успехами компании. Идеи и предложения для достижения этих целей должны подавать все, от рабочих и мастеров до директоров. Директора должны обобщать всю информацию и составлять планы успешного роста организации на год и на 3–5 лет. Затем план сообщают и объясняют сотрудникам на всех уровнях организации.

