Книга: Санитарно-технические работы
Назад: 3.3. Способы склеивания стальных труб
Дальше: 3.5. Соединение полимерных труб
3.4. Соединение чугунных труб
Чугунные трубы соединяются с помощью раструбного соединения (рис. 3.12), для чего их изготовляют с раструбом 2 (уширением) на одном конце. Раструбы бывают гладкие (рис. 3.12, а) и с желобком 5 (рис. 3.12, б). При сборке чугунных труб в раструб 2 одной трубы вставляют гладкий конец 1 другой трубы. Зазор между трубами заполняют уплотнителем.
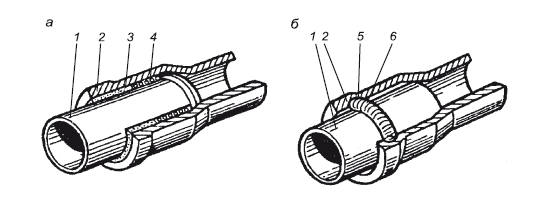
Рис. 3.12. Раструбное соединение чугунных труб с заполнителем; а – твердеющим; б – эластичным (резиновым); 1 – гладкий конец трубы; 2 – раструб; 3 – цемент; 4 – смоляная прядь; 5 – желобок; 6 – резиновое кольцо
В качестве уплотнителя используют твердеющие (см. рис. 3.12, а) и эластичные (см. рис. 3.12, б) заполнители. Твердеющие заполнители – цемент, асбестоцементная смесь, расширяющийся цемент, сера и т. д. – придают стыку прочность и герметичность. Эластичные заполнители – резиновые кольца, манжеты, шнуры, герметики – обеспечивают высокую гибкость и также герметичность стыка при небольших затратах труда.
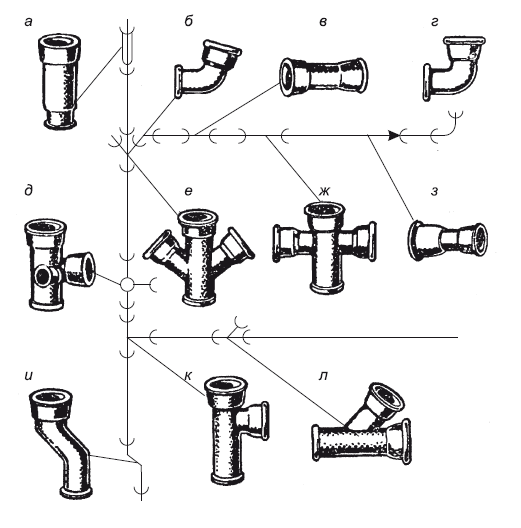
Рис. 3.13. Чугунные соединительные (фасонные) части: а – компенсационный патрубок; б – отвод 110, 120, 135°; в – муфта; г – колено; д – двухплоскостная крестовина; е – косая крестовина; ж – прямая крестовина; з – переходной патрубок; и – отступ; к – прямой тройник; л – косой тройник
Присоединение боковых ответвлений, изменение диаметров трубопроводов осуществляют с помощью чугунных соединительных (фасонных) частей (рис. 3.13).
Раструбные соединения труб выполняют в такой последовательности: размечают и отрезают трубы, подготовляют концы труб и собирают соединение. Чугунные трубы размечают так же, как и стальные.
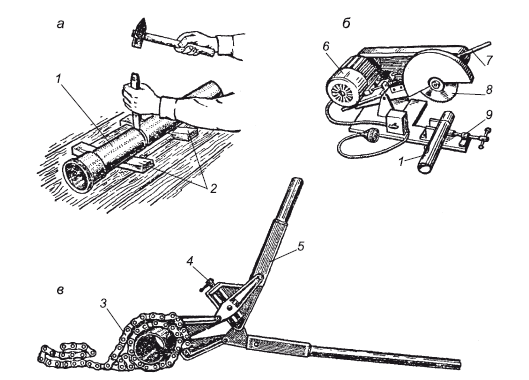
Рис. 3.14. Резка чугунных труб: а – зубилом; б – ручным труборезом, – в – маятниковой пилой; 1 – труба; 2 – подкладки; 3 – режущая цепь; 4 – натяжное устройство; 5,7 – рукоятки; 6 – электродвигатель; 8 – режущий диск; 9 – прижим
Отрезку труб необходимой длины производят их перерубкой. При небольшом количестве трубы перерубают вручную зубилом (рис. 3.14, а) или ручным труборезом ТРР-150/ТРВ-150 (рис. 3.14, б). На сантехмонтажных заводах трубы перерубают механизмом СТД-22014, обеспечивающим 7 – 12 перерубов в минуту. Трубы можно отрезать также на электрической дисковой пиле (рис. 3.14, е), оборудованной абразивным, армированным диском. Плоскость отрезки или перерубки труб должна быть перпендикулярна оси трубы. Допускаются отклонение перпендикулярности торцов труб после отрубки не более 5°, трещины длиной не более 15 мм и волнистость кромок не более 10 мм.
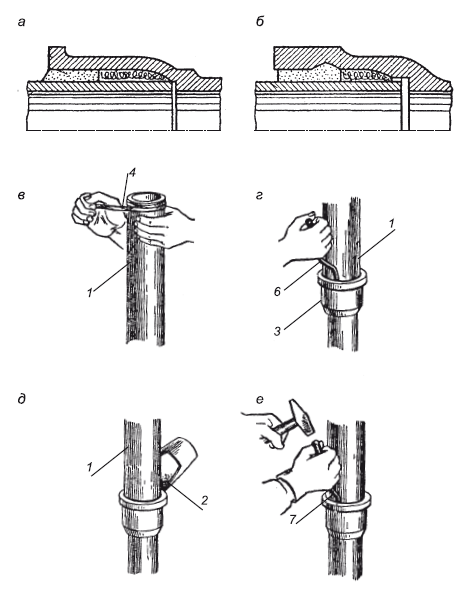
Рис. 3.15. Заделка раструбов труб: а – канализационных безнапорных; б – водопроводных напорных; в-е – последовательность заделки; 1 – гладкий конец трубы; 2 – цемент; 3 – раструб; 4 – смоляная прядь;5 – асбестоцементная смесь; 6 – конопатка; 7 – чеканка
Подготовка труб перед соединением состоит в очистке концов и раструбов от грязи, осмотре и обстукивании их молотком (для обнаружения сколов и трещин). Поверхность труб и раструбов снаружи и внутри должна быть чистой и гладкой, без пузырей, раковин, свищей, шлаковых включений и других дефектов. Трубы с трещинами и отколами концов отбраковывают.
При соединении канализационных труб (рис. 3.15, а) гладкий конец 1 вводят в раструб 3 до упора, а при соединении водопроводных напорных (рис. 3.15, б) между гладким концом 1 и упорной поверхностью раструба 3 оставляют зазор b = 3–9 мм.
Ширина зазора между внутренней поверхностью раструба и наружной поверхностью трубы, вставленной в раструб, должна быть одинакова по периметру трубы.
Заделка раструбов цементом или асбестоцементной смесью зависит от типа труб.
При соединении канализационных труб на гладкий конец трубы 1 (рис. 3.15, в) навертывают смоляную прядь 4, скрученную в жгут диаметром 7–8 мм. Чтобы конец жгута не попал в трубу и не засорил ее, при навертывании первого витка его прижимают, захлестывая сверху очередным витком. Конопаткой 6 (рис. 3.15, г) жгут вгоняют в зазор раструба 3 и уплотняют его. Жгут должен заполнять 2/3 глубины раструба. После уплотнения жгута приготовляют цемент. Для заделки раструба используют цемент марки не ниже 300. Его просеивают, увлажняют водой (10–12 % по массе) и перемешивают. Оставшееся в раструбе место (1/3 его глубины) заполняют с помощью совка увлажненным цементом 2 (рис. 3.15, д) и зачеканивают чеканкой 7 (рис. 3.15, е) до тех пор, пока чеканка не станет отскакивать от цемента. Для получения менее жесткого стыка применяют асбестоцементную смесь, которую приготовляют, перемешивая асбестовое волокно не ниже IV группы (30 % по массе) и портландцемент марки не ниже 400 (70 %). За 30–40 мин до использования асбестоцементную смесь увлажняют, добавляя воду в количестве 10–12 % от массы смеси.
Чтобы обеспечить хорошие условия твердения цемента, раструб сверху закрывают мокрой тканью, которую в жаркую погоду периодически смачивают. В зимнее время для увлажнения цемент или смесь разводят горячей водой, раструбы подогревают, стыки после заделки утепляют. На сантехмонтажных заводах для сборки узлов из чугунных труб диаметром 50 и 100 мм применяют стенд-карусель на шесть рабочих мест с пневмоприжимами. Каждое место подается к рабочему поворотом стола вручную.
При соединении водопроводных труб диаметром до 300 мм раструб заделывают пеньковой прядью на глубину 25 мм и асбестоцементной смесью на глубину 25–30 мм. Для ускорения заделки стыка используют уширенные конопатки и чеканки (рис. 3.16), а также приспособления А.Н. Васильева, К.Г. Козлова и др. Приспособление А.Н. Васильева (рис. 3.17, а) состоит из металлической плиты 3 и шарнирно закрепленной на ней скобы 5 для прижима трубы 1 к плите. Скоба запирается чекой 4, что позволяет удерживать трубу в вертикальном положении, удобном для заделки раструба.
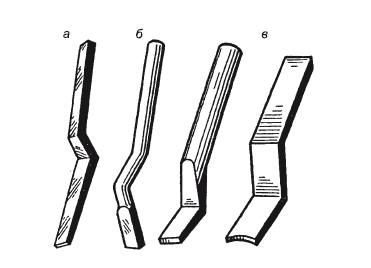
Рис. 3.16. Инструмент для заделки раструбных труб: а – конопатка; б – чеканки; в – уширенная конопатка
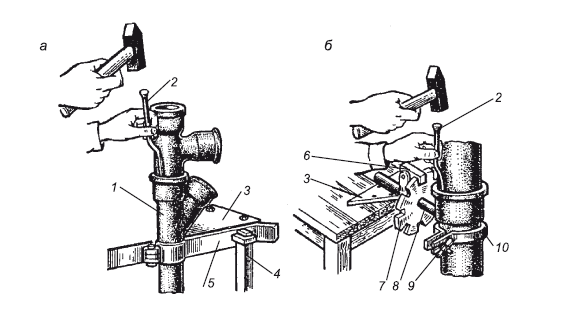
Рис. 3.17. Приспособления для заделки раструбов чугунных канализационных труб: а – А. Н. Васильева; б – К. Г. Козлова; 1 – труба; 2, 4 – чека; 3 – плита; 5 – скоба; 6 – защелка; 7 – звездочка; 8 – ось; 9 – винт; 10 – хомут
Приспособление К.Г. Козлова (рис. 3.17, б) более совершенно, так как позволяет укреплять трубу в различных положениях. Труба закрепляется хомутом 10 с зажимным винтом 9. Хомут приварен к оси 8, которая может поворачиваться во втулке. Для установки хомута с трубой в определенном положении на оси насажена и приварена звездочка 7, которая фиксируется защелкой 6, поворачивающейся на оси. Соединения труб с заделкой раструба цементом и асбестоцементной смесью наиболее просты и безопасны, но требуют длительного времени для схватывания цемента.
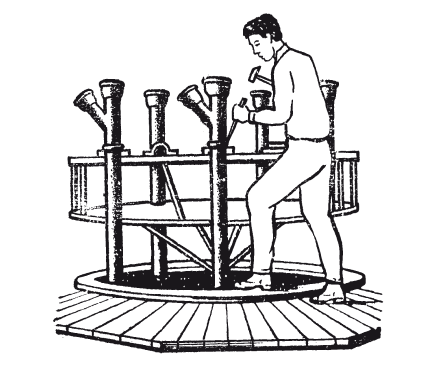
Рис. 3.18. Стенд-карусель для сборки узлов канализационных трубопроводов
Заделка раструбов расширяющимся цементом. Соединение канализационных труб ведут в такой последовательности. Одну трубу укрепляют раструбом вверх в приспособлении (рис. 3.18). На конец другой или фасонной части наматывают два витка пряди толщиной 5–6 мм, длиной 440 мм – для труб диаметром 50 мм и длиной 760 мм – для труб диаметром 100 мм (рис. 3.19, а). Конец трубы с намотанной прядью вставляют в раструб трубы, укрепленной в приспособлении, и прядь осаживают конопаткой (рис. 3.19, б). Затем трубу, вставленную в раструб, центруют тремя металлическими клиньями так, чтобы ширина кольцевого зазора между трубой и раструбом была везде одинакова, после чего клинья вгоняют легкими ударами молотка (рис. 3.19, в).
Для приготовления раствора в сосуд насыпают расширяющийся цемент. Для труб диаметром 50 мм на один стык требуется 125 г цемента, а для труб диаметром 100 мм – 250 г. Затем в сосуд с цементом наливают воду (55–65 % от массы цемента).
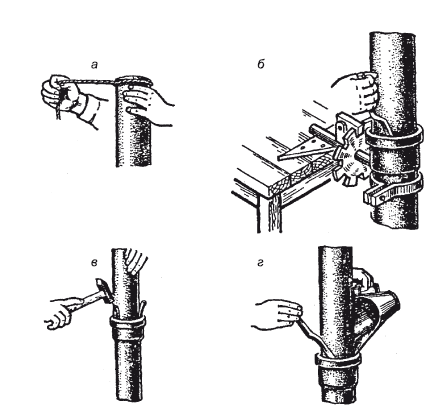
Рис. 3.19. Заделка раструба расширяющимся цементом или серой: а – намотка пряди; б – осадка пряди; в – центровка трубы; г – заливка цементом (серой)
Раствор непрерывно перемешивают, чтобы не было комков и сухих частиц. Раствор приготовляют в таком количестве, чтобы один замес для заливки подготовленных стыков можно было использовать в течение 3–4 мин. Кольцевой зазор стыка заливают раствором за один раз и штыкуют его, чтобы не образовалось раковин и пустот (рис. 3.19, г). Через 40 мин после заливки раструба цементом трубу снимают с приспособления, залитые стыки обертывают мокрой тканью или укладывают на 10–12 ч в ванну с водой температурой не менее 20 °C. Чем выше температура воды в ванне, тем быстрее цемент схватывается: при температуре 40 °C цемент в стыке набирает прочность через 5–6 ч.
После выдержки в ванне из стыков легкими ударами молотка извлекают клинья, а оставшиеся от них отверстия заделывают расширяющимся цементом. Заготовленные узлы трубопроводов можно отправлять на объекты не ранее чем через 20 ч после заделки стыков.
Заделка раструбов расплавленной серой. Стоимость и трудоемкость работ по заделке стыков серой ниже по сравнению с заделкой расширяющимся цементом. Однако герметичность стыка уменьшается из-за водопроницаемости серы. Поэтому такой способ задельем раструбов не следует использовать при скрытой прокладке трубопровода и соединении напорных трубопроводов. Раструбы чугунных труб заделывают технической серой (порошковой или комовой) аналогично заливке расширяющимся цементом. Стык, заделанный серой, жесткий и хрупкий. Чтобы уменьшить хрупкость соединения, в серу добавляют 10–15 % молотого каолина.
Перед соединением канализационных труб серу вместе с каолином разогревают в бачке, который установлен внутри специальной печи и омывается минеральным маслом, нагреваемым до температуры 130–135 °C. Сера разогревается в течение 1,5–2 ч и может храниться в расплавленном состоянии не более 2 ч.
Серу заливают в раструб из ковша вместимостью 0,5 л на удлиненной ручке за один прием, не разрывая струи. Количество серы на один раструб трубы диаметром 50 мм составляет 130 г, диаметром 100 мм – 205 г, диаметром 150 мм – 480 г. Твердение серы после заливки раструбов труб диаметром 50 и 100 мм длится 5 мин; а диаметром 150 мм – 10 мин. После затвердевания ее узлов трубопроводов готовы к транспортированию.
Заделка раструбов резиновым кольцом или манжетой. После очистки поверхностей соединяемых труб и уплотнителя – резинового кольца б, манжеты (см. рис. 3.12, б) от пыли и грязи уплотнитель вставляют в желобок 5 раструба 2. Гладкий конец 1 соединяемой трубы на расстоянии 80 – 100 мм покрывают графитоглицериновой смазкой. Выверяют положение труб в плане и по вертикали. Далее надевают на трубы приспособление для стяжки – винтовое или реечное (рис. 3.20) – и с его помощью плавно сближают трубы, вводя гладкий конец в раструб.
Заделка раструбов герметикой. После осмотра и очистки поверхностей трубы и раструба их зачищают, чтобы они имели шероховатую поверхность. Далее одну трубу центруют таким образом, чтобы ширина раструбной щели в рабочей зоне была одинаковой по всей окружности раструба. Затем вводят виток пряди.
Герметик УТ-37А – полимерный материал вязкой пастообразной консистенции, состоящий из герметизирующей К-1 (100 мае. ч.) и отвердевающей (вулканизирующей) Б-1 (9 – 14 мае. ч.) паст. Компоненты смешивают не более чем за 1 ч до использования герметика, после чего полученную смесь подают по шлангу 2 в полость стыка через специальную насадку 1 (рис. 3.21).
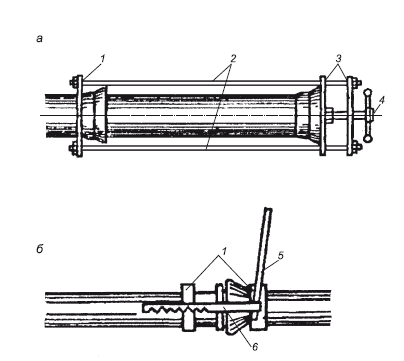
Рис. 3.20. Монтажные приспособления для заделки труб с резиновым кольцом: а – винтовое; б – реечное; 1 – захват; 2 – тяги; 3 – упоры; 4 – винтовой механизм; 5 – рычаг; 6 – реечный механизм
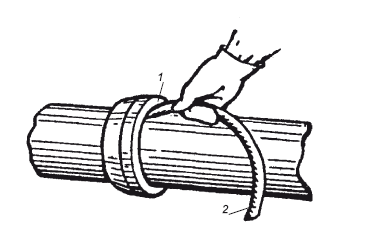
Рис. 3.21. Заделка раструбов герметиком: 1 – насадка; 2 – шланг
При вертикальном расположении стыка заполнение герметиком ведут так же, как заливку раструба серой; при горизонтальном – стык заполняют снизу вверх равномерно с двух сторон трубы. После заполнения стыка к герметику по окружности прижимают накладку, которую снимают после вулканизации герметика (превращение его в резиноподобный материал).
Стыки труб, заделанные герметиком УТ-37А, эластичные и прочные, выдерживают давление до 1,5 МПа.
Контроль качества. После того как уплотнитель затвердеет, соединение осматривают, проверяя плотность заполнения зазора между раструбом и гладким концом. Расслоение, раковины в залитых серой и цементом стыках, а также неполная их заливка не допускаются. Прочность и плотность раструбных соединений проверяют контрольной разборкой нескольких стыков.

