Книга: Сварочные работы. Практический справочник
Назад: Сварочные материалы и оборудование для дуговой сварки
Дальше: Электроды
Сварочная проволока
Чтобы заполнить зазор между свариваемыми частями, применяют присадочный материал, который имеет вид прутка или проволоки и вводится в зону сварочной дуги.
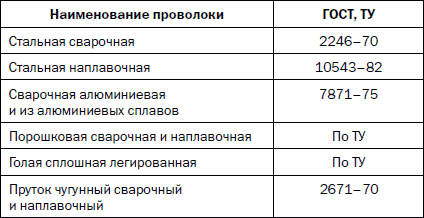
Если осуществляется ручная дуговая сварка, то используют плавящиеся электроды, которые представляют собой прутки или стержни с нанесенным на них специальным покрытием (обмазкой). При механизированном процессе электрод имеет вид проволоки, которая намотана на кассету (катушку). Для плавящихся электродов и наплавочных работ применяются различные марки проволоки (табл. 2).
Таблица 2. МАРКИ ПРОВОЛОКИ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ СВАРКИ ПЛАВЯЩИМИСЯ ЭЛЕКТРОДАМИ И НАПЛАВОЧНЫХ РАБОТ
Для маркировки сварочной проволоки существует специальное обозначение – индекс «Св», после которого идут цифры и буквы. За каждой из них стоит определенное значение:
– индекс «Св» обозначает «сварочная»;
– две цифры после индекса – среднее содержание в материале углерода, составляющее сотые доли процента;
– буквы – легирующие химические элементы: азот (А), который встречается исключительно в высоколегированной проволоке, марганец (Г), кремний (С), хром (Х), никель (Н), титан (Т), алюминий (Ю), молибден (М), ниобий (Б), цирконий (Ц), бор (Р), вольфрам (В), ванадий (Ф), медь (Д), кобальт (К);
– цифры после букв – содержание указанного элемента, составляющее проценты; отсутствие цифры после букв показывает, что содержание данного элемента составляет менее 1 %;
– буква А, завершающая маркировку низкоуглеродистой и легированной проволоки, свидетельствует о повышенной чистоте материала по содержанию серы и фосфора; удвоенная буква А в проволоке марки Св-08 АА – о пониженном содержании серы и фосфора относительно проволоки марки Св-08 А.
Например, проволока, имеющая маркировку Св-08 ХГ2 С, расшифровывается так: в состав сварочной проволоки входят углерод (0,08 %), хром (менее 1 %), марганец (до 2 %), кремний (менее 1 %); Св-02 Х19 Н9 – углерод (не более 0,02 %), хром (19 %), никель (9 %).
При всех видах сварки плавлением и для электродов используется стальная сварочная проволока различного диаметра – 0,3, 0,5, 0,8, 1, 1,2, 1,6 2, 2,5, 3, 4, 5, 6, 8, 10 или 12 мм, причем для изготовления электродов для ручной дуговой сварки применяется проволока диаметром 2–6 мм; для автоматизированной и механизированной сварки в среде защитных газов и под флюсом – 0,8–5 мм; для наплавочных работ – от 5 мм.
Стальная наплавочная проволока диаметром 0,3–8 мм изготавливается из стали различных марок – углеродистой (Нп-25, Нп-40 и т. д.); легированной (Нп-40 Г, Нп-30 ХГСА и др.); высоколегированной (Нп-30 Х13 и др.).
Стальная и алюминиевая сварочная проволока отличается от обычной товарной тем, что должна отвечать специальным требованиям, которые изложены в ГОСТах и касаются следующего:
1. Химический состав. По этому признаку марки стальной проволоки подразделяются на три основные группы:
– углеродистые. Они используются для сварки низко-, среднеуглеродистых и некоторых низколегированных сталей, например Св-08; Св-08 А; Св-08 АА и др.;
– легированные такими элементами, как хром, никель, марганец, титан и др. Допускается 2,5-10 %-ное данных компонентов. Они предназначаются для сварки низколегированных сталей. В эту группу входит проволока марок Св-08 ГС; Св-08 Г2 С и др.;
– высоколегированные (содержание легирующих элементов составляет более 10 %), например Св-06 Х14; Св-02 Х19 Н9 и др.
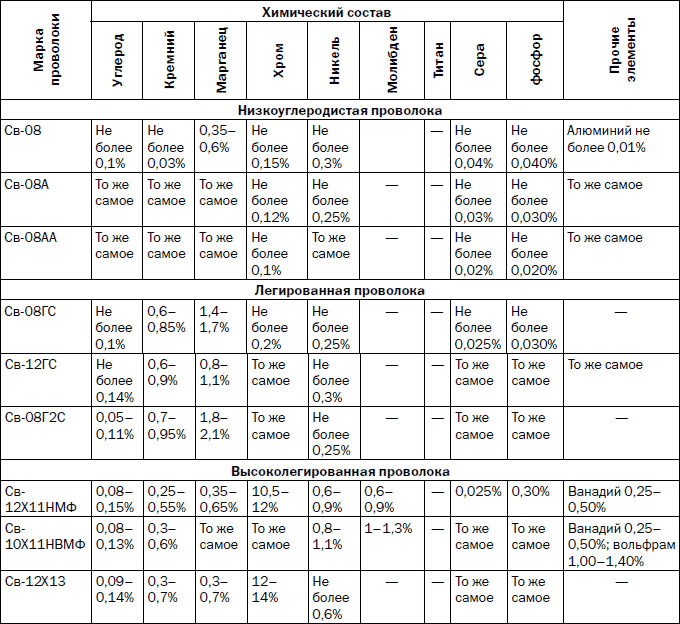
Всего ГОСТ 2246-70 предусматривает применение 77 марок стальной сварочной проволоки, химический состав некоторых из них представлен в табл. 3.
Таблица 3. ХИМИЧЕСКИЙ СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ НЕКОТОРЫХ МАРОК ПО ГОСТУ 2246-70
2. Способ и точность изготовления.
3. Упаковка.
4. Транспортировка.
5. Хранение.
Проволока реализуется в виде мотков, внутренний диаметр которых составляет 150–750 мм, а масса – 1,5-40 кг, и бухт, имеющих бирку с указанием выходных данных, в частности завода-изготовителя, маркировки, номера партии, клейма техконтроля. Кроме того, прилагается так называемый сертификат соответствия.
В последние годы для сварки и наплавки стали шире применять порошковую проволоку, имеющую вид свернутой из стальной ленты (20 х 0,2 мм) трубки (для этого используется лента из низкоуглеродистой стали марки 08 КП холодного проката мягкая или особо мягкая), в которую засыпана шихта (порошок) из газо– и шлакообразующих компонентов, благодаря которым значительно улучшаются сварочный процесс и его результат. Сварной шов отличается высокими механическим свойствами, визуально выглядит более аккуратно. Кроме того, снижаются деформации, возрастает глубина проплавления и устраняется разбрызгивание металла при сварке.
Для придания проволоке необходимой жесткости и защиты от смятия подающими роликами при наплавке ее сечение специально делают сложным (рис. 13).
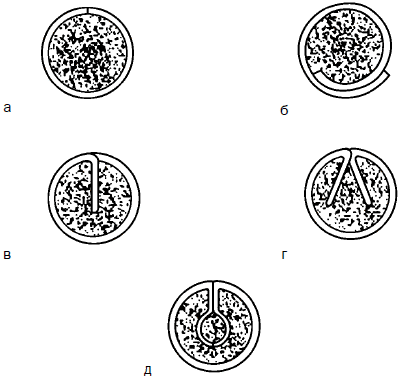
Рис. 13. Сечение оболочек порошковой проволоки: а – трубчатое; б – трубчатое с нахлестом; в, г – с загибом в оболочке; д – двухслойное
Шихта может иметь различный состав, в частности:
– рутиловый;
– рутилово-целлюлозный;
– рутилово-флюоритный;
– карбонатно-флюоритный;
– флюоритный (флюорит – это плавиковый шпат CaF2, о котором упоминалось выше).
Но при этом она должна быть такой, чтобы сплав, который получится после расплавления оболочки проволоки и порошка и их затвердения, имел бы химический состав и характеристики, требуемые от металла шва.
Порошковая проволока находит применение в следующих случаях:
– для сварки открытой дугой;
– для сварки под флюсом;
– для сварки в защитных газах (в углекислом, инертных);
– для наплавки с целью образования твердосплавного слоя.
В строительно-монтажных работах используется порошковая проволока марок ПП-АН1, ПП-АН2 и др.
Порошковая проволока различается диаметром, который может составлять 2,3, 2,5 или 3,2 мм. Как и сварочная проволока, она имеет специальную маркировку, которая расшифровывается следующим образом:
– тип проволоки обозначается буквами ПГ (нуждающаяся в дополнительной защите) или ПС (самозащитная);
– цифры, следующие за буквами, указывают характеристику прочности металла шва или сварного соединения по гарантируемому пределу прочности;
– буквы Н, В, Вх, Ву, Т обозначают допускаемое пространственное положение при выполнении сварки (нижнее и горизонтальное на вертикальной поверхности; вертикальное, нижнее и горизонтальное; горизонтальные швы; вертикальные швы; любые положения, в том числе и кольцевые швы без вращения);
– последние цифры указывают на критическую температуру перехода к хрупкому состоянию металла шва, характеризующемуся значениями ударной вязкости менее 35 Дж/см2:
0 – +20 °C; 1–0 °C; 2 – -20 °C; 3 – -30 °C; 4 – -40 °C; <5 – -50 °C;
– буква Д, присутствующая в обозначении, говорит о том, что требования по температуре не регламентированы, т. е. применение проволоки ограничено исключительно сваркой наиболее неответственных изделий и конструкций, которые предполагается эксплуатировать при положительной температуре окружающего воздуха.
Например, маркировку порошковой проволоки ПС-50-Н2 следует понимать так:
– ПС – «проволока самозащитная»;
– 50 – минимально гарантируемый предел прочности металла шва или сварного соединения составляет 50 кгс/мм2;
– Н – проволока используется для сварки в нижнем положении;
– критическая температура – -20 °C.
Порошковая проволока должна соответствовать определенным требованиям:
– обеспечивать легкое возбуждение сварочной дуги и ее стабильное горение;
– плавиться равномерно, с минимальным разбрызгиванием;
– образовывать шлак, равномерно покрывающий сварочную ванну и не создающий проблем при отделении его после охлаждения сварного шва;
– формировать качественный и прочный сварной шов, т. е. такой, который не имеет пор, трещин и других повреждений и дефектов.
Порошковую проволоку используют при сварке конструкций из углеродистых и низколегированных сталей, которые рассчитаны на средние и тяжелые режимы эксплуатации.
Назад: Сварочные материалы и оборудование для дуговой сварки
Дальше: Электроды

