Книга: МВА за 10 дней. Самое важное из программ ведущих бизнес-школ мира
Назад: СИТУАЦИОННЫЙ ПОДХОД
Дальше: НОРМАТИВЫ И КОНТРОЛЬ
ПОДХОДЫ К РЕШЕНИЮ ПРОБЛЕМ
Теперь, когда у вас появилась историческая перспектива, вы готовы усвоить основы управления операциями по программе МВА. В производстве товаров или услуг все начинается с пяти вопросов:
Производственные мощности. Сколько я смогу производить?
Планирование. Каким образом я собираюсь это делать?
Запас. Какой нужен запас и как уменьшить потребность?
Нормативы. Что для нас эффективное производство и качественная продукция?
Контроль. Эффективен ли производственный процесс?
В сфере управления операциями МВА получают куцые знания. Цель обучения — подготовить не инженеров, а менеджеров, которые понимают процесс производства товаров и оказания услуг. Для выбора наиболее эффективных производственных методов ответ на каждый из пяти приведенных выше вопросов можно и нужно проанализировать со всех сторон, однако, следуя духу этой книги, я познакомлю вас лишь с некоторыми популярными теориями.
ШЕСТЬ АСПЕКТОВ ОЦЕНКИ ПРОИЗВОДСТВЕННЫХ ВОЗМОЖНОСТЕЙ
В поисках ответа на вопрос, сколько удастся производить, МВА анализирует шесть аспектов производственной деятельности. Для лучшего запоминания все термины подбирают на М, и в одних бизнес-школах учат «4M» (четырем Эм), а в других даже семи. Так или иначе, знакомство с этими аспектами обязательно во всех школах первой десятки.
Методы. Вы уже выбрали наилучший метод достижения производственных целей? Разместили станки в цеху самым эффективным образом?
Материалы. Имеются ли на рынке нужные вам и качественные материалы? Есть ли у вас возможность закупать материалы, хранить и распределять их в соответствии с потребностями производственного процесса?
Мышцы. Есть ли у вас для достижения поставленных производственных целей хорошо обученные и умеющие трудиться рабочие и менеджеры? Достаточно ли хорошо подготовлены ваши рабочие, чтобы освоить новую технологию, если вы ее приобретете?
Машины и оборудование. Располагаете ли вы нужным инструментом для работы? Отвечают ли ваши машины и оборудование вашим потребностям в мощности, быстродействии, надежности, технологии?
Монеты. Располагаете ли вы денежными средствами, достаточными для финансирования производства? Обоснованны ли ваши инвестиции в производственные здания, оборудование и товарно-материальные запасы в свете приоритетов, возможностей и перспектив организации в целом? Покроет ли ожидаемый приток денежных средств ваши капиталовложения? (финансовый вопрос)
Мгновенные сообщения. Обладаете ли вы системой точного и своевременного распределения информации между всеми участниками производственного комплекса — людьми и компьютерами? Компьютеры обмениваются электронной информацией о выпуске и качестве продукции на сборочной линии с оператором, а также с другими машинами.
Методы производства распределяются по трем основным категориям:
непрерывный производственный процесс;
конвейер;
работа на заказ.
Чем выше уровень стандартизации, тем больше вероятность, что наилучшим будет метод повторяющихся операций с высоким объемом выпуска. К примеру, на нефтеперерабатывающих заводах реализуется непрерывный производственный процесс. Оборудование таких заводов работает круглосуточно. Главная задача — обеспечить бесперебойное функционирование оборудования. Оборотной стороной медали в данной ситуации оказывается негибкость производства. Любое изменение, как правило, сопряжено с дорогостоящей остановкой предприятия.
Конвейер старика Генри Форда не столь непрерывный процесс. Производство автомобилей разложено на отдельные задания; каждое бесконечно повторяется на соответствующем рабочем месте. Проблема заключается в том, чтобы скоординировать результаты выполнения всех заданий для обеспечения максимальной эффективности производства и сведения к минимуму потребности в дорогостоящих материалах. Конвейерному методу присуща большая гибкость. Незначительные изменения можно вносить в процесс без остановки производства. На сборочных конвейерах автомобильного завода есть возможность установить в разных сочетаниях дополнительное оборудование, не прерывая производственного процесса.
Принцип конвейера можно использовать и для оказания услуг. В России хирург-предприниматель, специализирующийся на удалении катаракты, разложил хирургическую операцию на элементы и создал хирургический конвейер.
Для изготовления продукции под конкретного клиента наилучшим методом будет работа на заказ. В этом случае предприятие ориентировано на выполнение многочисленных и разных заданий. Машины и оборудование объединены в рабочие центры, предназначенные для выполнения уникальных операций. Изготовители металлической фурнитуры, больничные операционные, типографии и мебельные мастерские обычно работают по такой схеме. Каждый заказ имеет некоторые отличительные особенности, однако одни и те же станки или инструменты можно использовать в каждом задании.
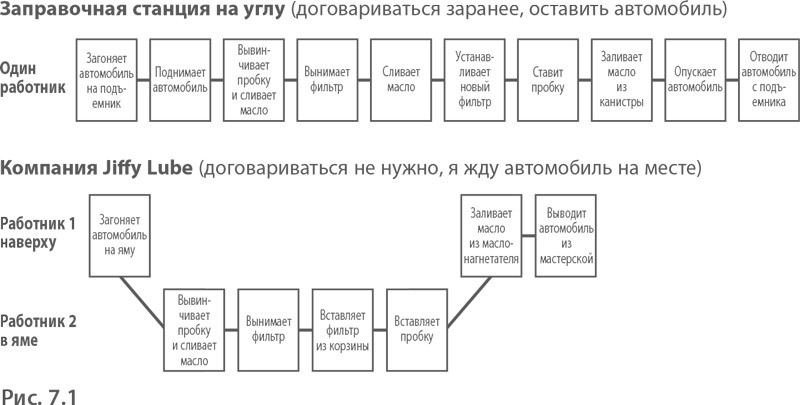
Диагностика проблем с помощью схем производственного процесса. Почти все МВА попадают на производственные предприятия в качестве консультантов, а не менеджеров. Вместо гаечного ключа МВА обычно держит в руке тонкий пластиковый трафарет со схемой процесса. В набор трафаретов входят треугольники, прямоугольники и ромбы. Эти геометрические фигуры используются для графического представления производственного процесса. Представив процесс в виде схемы, МВА пытается выявить узкие места, неэффективные участки и проблемы распределения информации. Верный признак МВА: он говорит о пропускной способности системы.
По собственному опыту знаю, что для замены масла в моем автомобиле на заправочной станции требуется около 20 минут, а в компании Jiffy Lube — всего 10. Простой анализ схемы процесса объясняет, почему это так.
Jiffy Lube меняет масло в автомобиле, работая по схеме конвейера. Производственное здание, инструменты и рабочие «настроены» только на одно задание. Для максимального ускорения созданы рабочие группы. Вооружившись собственным трафаретом, вы тоже можете выступить в роли консультанта, изображая на схеме любой производственный процесс.
Линейное программирование: анализ ограничений, влияющих на производственные возможности. Производство всегда сталкивается с ограничениями. Могут оказаться в дефиците материалы. Технические возможности машин ограниченны. Трудно найти квалифицированных работников. Цель — выбрать оптимальный алгоритм действий с учетом основных ограничений. Наилучшим будет решение, которое обеспечит наивысший объем производства, наибольшую выручку и прибыль при наименьших затратах. На производство влияют десятки ограничений, поэтому почти невозможно найти оптимальное решение методом проб и ошибок. К счастью, эту работу может выполнить компьютер. Метод, используемый компьютером, называется линейным программированием. Линейные программы используют упрощенный метод поиска решений.
Возьмем для примера предприятие Tangerine Computer, которое выпускает компьютеры двух моделей: «люкс» и «стандартную». Для модели «люкс» требуются специальный системный блок и два дисковода, а для «стандартной» модели — стандартный блок и один дисковод. Однако поставки комплектующих ограничены 30 системными блоками для модели «люкс», 60 блоками для «стандартной» модели и 120 дисководами. Если прибыль от продажи одного компьютера «люкс» составляет $500, а одного «стандартного» компьютера — $300, то сколько компьютеров каждой модели следует выпускать предприятию? Как использовать комплектующие?
Первый шаг — определение линейного уравнения максимизации или минимизации желаемых результатов. В нашем случае Tangerine хочет максимизировать прибыль:
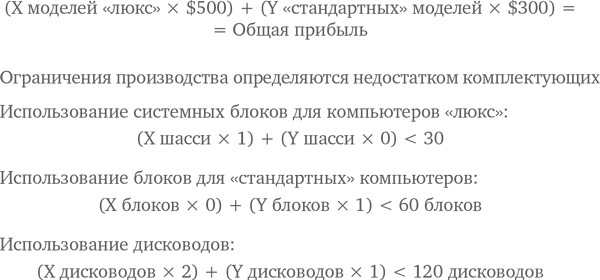
Компьютерная программа просчитывает множество комбинаций, пока не найдет уровень производства, обеспечивающий максимизацию прибыли. В данном случае решение выглядит так:

В большинстве случаев компания может выбирать из множества моделей. Ограничений, влияющих на производство, тоже много. Линейное программирование поможет вам выбрать наилучший план действий.
Методы линейного программирования удобны также для решения транспортных и распределительных проблем. Например, поставщики компании McDonald располагают многочисленными складами, франшизными предприятиями и ограниченным парком грузовых автомобилей. Цель — отыскать самый дешевый способ перевозки товаров для тысячи, если не более, комбинаций возможных маршрутов от склада к ресторану. Линейное программирование справится.
ПЛАНИРОВАНИЕ
Генри Гант и его диаграммы. В конце 1880-х гг. Генри Гант постулировал, что нормативы можно устанавливать не только на выполнение заданий, но и на планирование. «Мистер Планирование» понял, что распределение времени следует оптимизировать таким образом, чтобы эффективно планировать, координировать и выполнять производственные задания. Сбой планирования привет к появлению затыков и общей неэффективности системы.
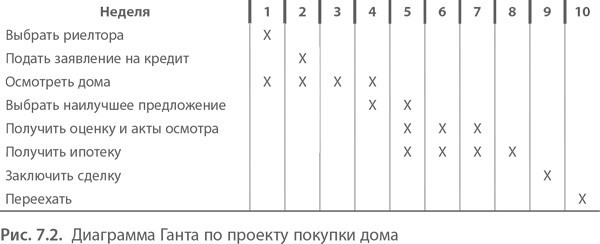
Диаграммы Ганта, вклад Генри Ганта в решение проблемы эффективности — это таблицы, в которой задания, предусмотренные производственным циклом, отображаются вдоль одной оси, а их очередность — по другой. С помощью диаграммы Ганта можно распланировать производственный процесс в целом, выявить критические задания и узкие места. Диаграммы Ганта можно использовать в самых разных производственных системах, они ничем не привязаны к конкретным предприятиям. По сути дела, любой проект, например покупки дома, можно отобразить на сетевой диаграмме Ганта (рис. 7.2).
Планирование методом критического пути. В 1950-х гг. появился более изощренный способ оптимизации планирования: метод критического пути. Этот метод СРМ используется в сложных производственных проектах, в которых приходится координировать многочисленные задания. Еще более сложная разновидность называется методом планирования и оценки, однако сегодня эти методы рассматриваются в бизнесе как взаимозаменяемые.
Используя метод критического пути, управляющий производством располагает задания или действия в определенной последовательности и оценивает время, необходимое для выполнения каждого. Начало или завершение каждого действия называется событием. При анализе методом критического пути на схеме отображаются все события проекта. Это позволяет инженеру на производстве оценивать и регулировать время выполнения работы. На схеме показывают все задания без исключения, поэтому можно вычленить критические действия. Задания, которые могут задержать реализацию проекта, считаются критическими. Диаграмма организует во времени и выделяет критические задания, позволяя прогнозировать общую продолжительность осуществления проекта.
Возьмем для примера Кипа Мустанга, инженера-производственника компании General Dynamics, который хотел бы наладить выпуск нового переключателя для истребителей. Пилоты, участвовавшие в 2003 г. в Иракской операции, остались недовольны работой этого реле, включающего механизм катапультирования. Кип определил пять основных действий, связанных с проектом:
А: Проектирование производственного оборудования и изготовление рабочих чертежей = 2 недели.
В: Подготовка производственных помещений к размещению новых станков и запасных частей к ним = 4 недели.
С: Приобретение оснастки и комплектующих = 3 недели.
D: Создание запаса комплектующих и установка производственного оборудования = 1 неделя.
Е: Опробование новой производственной линии = 1 неделя.
Схема критического пути будет иметь следующий вид (рис. 7.3).
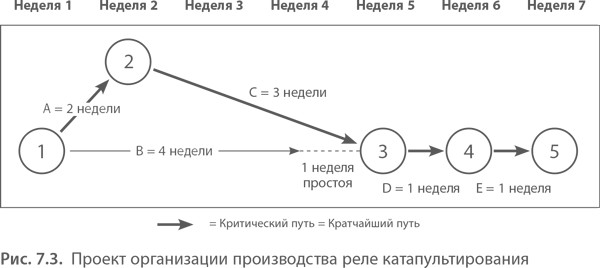
Каждое задание на этой схеме представлено стрелкой действия и кружком события. Согласно схеме, на кратчайшую последовательность операций при создании производственной линии потребуется 7 недель. Действия на наиболее длинном, или критическом, пути определяют продолжительность всего проекта. Когда критические задания удается выполнить быстрее, это называют ускорением проекта, так как появляется возможность досрочного его завершения. Если бы приобретение комплектующих удалось осуществить быстрее, общее время нашего проекта сократилось бы. Если любое из критических действий, например все то же приобретение оснастки, затянется, проект не будет завершен в срок. Некритические действия, такие как подготовка производственного помещения, не задерживают проект, так как для них имеется резерв времени.
В крупных инженерно-технических, строительных и производственных проектах необходимо отслеживать ход выполнения огромного числа заданий. Для таких проектов разработаны программные пакеты, помогающие строить схемы и выполнять расчеты времени. Недостатком этого замечательного инструмента являются затраты времени на создание схем критического пути и скучную работу с ними. «Сообща мы сделали их все [схемы, в 1950-х гг.], — вспоминает Дональд Фрей, директор компании Bell & Howell Co., — но потратили на это столько сил, лучше бы приложили их к работе». Ныне эти схемы выполняют на компьютере, и, хотя времени и сил они по-прежнему требуют немало, теперь с ними можно справиться.
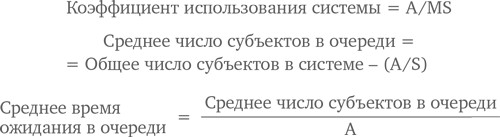
Теория очередей в планировании. Никогда не стояли в очереди в банке? Никогда не висели на телефоне, пытаясь заказать что-либо? Если стояли и висели, тогда теория очередей, она же теория массового обслуживания, может вас заинтересовать. Очередь — это цепочка из людей или продуктов, которые ждут обслуживания. Каждого, кто обслуживает людей в очереди, называют каналом. МВА используют теорию очередей, распределяя людские ресурсы и организуя ожидание в целях экономии денежных средств и улучшения обслуживания. Проблема эффективности здесь — это определение оптимального количества каналов для обслуживания очереди. Например, управляющий банком хотел бы иметь в своем финансовом учреждении малочисленный штат служащих и короткие очереди.
Для решения проблем, связанных с очередями, нужно определить следующие данные:
А = среднее количество случайных прибытий в систему в единицу времени;
S = среднее количество операций на канал обслуживания в единицу времени;
М = количество каналов обслуживания.
Располагая этой информацией и несколькими таблицами, вы можете произвести расчеты:
Продолжим рассмотрение примера с банком. Представим себе отделение Citybank в Нижнем Манхэттене с одним работником, обрабатывающим депозиты со скоростью 50 операций в час, и средней интенсивностью прибытия клиентов 45 человек в час.
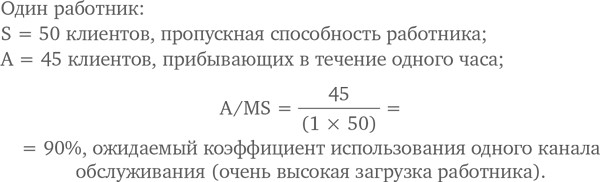
Располагая этой информацией и краткой таблицей (7.1), устанавливаем, что среднее количество людей, ожидающих в очереди, составит 8,1 человека.
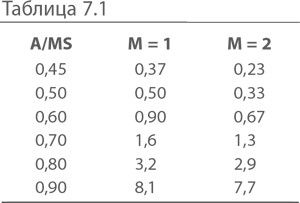
Представляется вполне логичным, что, добавив второго работника, вы сможете сократить среднюю длину очереди с 8 до 4 человек. Не так ли?
Два работника, обрабатывающие депозиты:
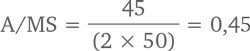
Очередь людей, ожидающих, когда их обслужат, должна с появлением второго работника уменьшиться на 97%. При такой напряженной очереди второй работник кардинально изменяет ситуацию. Только теория очередей могла подсказать вам это. Задача с работником банка — одна из простейших. Вокруг очередей сложилась целая наука. Ученые написали книги с множеством таблиц и диаграмм для решения проблемы очереди. Вы можете не быть экспертом в данной области, но отныне знаете о существовании теории массового обслуживания. На таком принципе построены почти все курсы в программе МВА: они знакомят вас с основами, но при этом предполагается, что, став дипломированным МВА, вы сумеете найти эксперта, который реализует вашу программу.
ТОВАРНО-МАТЕРИАЛЬНЫЕ ЗАПАСЫ
Поиск точки равновесия. Определение оптимального уровня товарно-материальных запасов сродни поиску точки равновесия. Решения, касающиеся запасов, даются трудно, ибо разные отделы одной и той же компании имеют разные цели. Когда речь идет об автомобилях, продавцы предпочитают запасти лишнее, нежели остаться без запасов. Торговые агенты хотят всегда быть готовыми к удовлетворению потребностей своих покупателей: сделка сорвется, если наготове не окажется требуемого мини-вэна или спортивного автомобиля. Финансовый отдел старается срезать запасы. Меньше запасов — меньше инвестиций, высвобождаются денежные средства для других инвестиций или для выплаты более высоких дивидендов. Производственные отделы во главу угла ставят эффективность производственных циклов. Длительный производственный цикл сокращает потери на многократные пуски и остановки, но, конечно, может быть сопряжен с существенным наращиванием запасов. Процесс согласования этих требований MBA называют управлением цепочкой запасов.
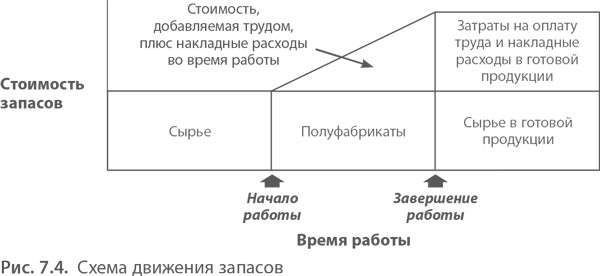
Словарь по товарно-материальным запасам. Запасы, что на заводе, что в пекарне, существуют в одном из трех видов:
Сырье — мука, сахар, кулинарный жир, глазурь и т.п.
Полуфабрикаты — тесто, кондитерские изделия в печи, кондитерские изделия, остывающие на поддонах.
Готовая продукция — пирожные, печенье и пончики, готовые к продаже.
Запасы — это вложения не только в материалы, но и в труд. До тех пор пока запасы остаются в собственности компании, вложенные в них деньги связаны. Простой и наглядный способ анализировать запасы — схема движения запасов. Она отражает виды и стоимость запасов предприятия. Изготовление продукта — это соединение сырья с трудом для получения готовых товаров более высокой стоимости.
Причины для создания запасов. Существует пять основных и вполне законных причин создавать запасы:
Канал снабжения — запасы должны быть под рукой, чтобы свести к минимуму простои производственной линии и максимизировать эффективность.
Цикличность снабжения — минимальный размер заказов, принимаемых поставщиками, превышает сиюминутную потребность заказчика.
Безопасность — запасы нужны во избежание дефицита, ведь потребности производства непредсказуемы. Если придется остановить производство из-за нехватки запасов, это дорого обойдется.
Предвосхищение спроса — запасы накапливаются в предвидении спроса.
Защита от повышения цен — закупки делаются впрок, потому что поставщики могут вскоре повысить цены.
В эффективной компании сырье доставляется точно в то время, когда оно требуется. В этом случае управление запасами осуществляется методом «точно в срок». Этим славятся японцы. Японский рабочий на производственной линии заказывает детали по ярлыкам-канбанам. Однако работа по графику не означает, что поставщики комплектующих точно увязывают скорости своих производственных линий со скоростью сборочных конвейеров автомобильного завода. На практике не слишком успешные поставщики накапливают комплектующие на складе в ожидании, когда их востребует производитель автомобилей. Подлинная работа методом «точно в срок» подразумевает, что все участники производственной системы трудятся согласованно по графику производства.
Оптимальный размер заказа. Специальные формулы помогают MBA точно определять размер заказа на поставку, чтобы свести к минимуму запасы комплектующих, сырья или готовой продукции на складе.
Формула оптимального размера заказа основана на компромиссе между двумя типами затрат, связанных с запасами.
Издержки на транспортировку — затраты, связанные с хранением, страхованием и финансированием запасов. Следует учитывать издержки неиспользованных возможностей: компания могла бы как-то иначе распорядиться этими средствами.
Издержки на размещение заказов — затраты на сам процесс заказа, работу бухгалтеров и менеджеров, материалы, расходуемые на оформление заказов.
Рассмотрим две крайности. Директор завода может изредка заказывать комплектующие большими партиями, что означает снижение затрат на размещение заказов, но максимизацию затрат на транспортировку и хранение. Или же директор может заказывать часто и понемногу, чтобы снизить затраты на транспортировку и хранение, но тогда возрастут издержки на оформление заказов. Приведенный ниже график (рис. 7.5) показывает, что совокупные затраты оказываются наименьшими при минимальных издержках как на хранение, так и на оформление заказов.
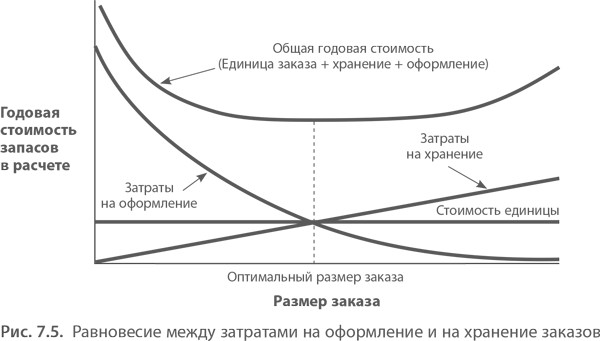
Формула оптимального размера заказа помогает отыскать ту точку, где совокупные затраты на хранение и оформление запасов достигают минимума.
Вот эта формула:
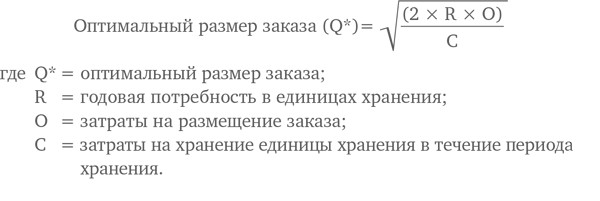
Рассмотрим пример с дистрибьютором запасных частей для автомобилей, который снабжает автозавод Канзас-Сити лампами для потолочных плафонов в салоне. Данные по объемам продаж показывают, что дистрибьютор может рассчитывать на годовой уровень спроса порядка 2000 ламп. Каждый раз, когда он делает заказ на партию ламп компании General Electric, он расходует $14 на обработку заказа. Подробный анализ затрат показывает, что хранение каждой лампы в течение года обходится ему в $0,50.

По этой формуле оптимальным будет заказ на 335 ламп. Годовой спрос равен 2000 ламп. Это означает, что в течение года дистрибьютор должен сделать около 6 заказов (2000/335). Выглядит просто, но в жизни все не так. Простая формула расчета применима только в ситуации неизменного спроса. Если в течение года спрос резко поднимается и падает, как в бакалейном магазине на лед в кубиках, яичный коктейль или пиво, эта формула теряет всякую ценность. Сложная компьютерная программа проводит расчет по модифицированной формуле не раз в год, а гораздо чаще, с учетом колебаний спроса. В подобных ситуациях компьютер многократно изменяет оптимальный размер заказа. Но хотя формула оптимального заказа годится не везде, МВА, зная ее, сможет разумно потолковать со специалистами по запасам, когда возникнет проблема. Потому что затаривание товарами — это проблема.

Планирование материальных ресурсов: управление запасами и объемом производства. Если знать, как планировать производство и контролировать запасы, то можно организовать современное предприятие. Планирование потребностей — это метод контроля необходимых предприятию запасов. Некоторые утверждают, что по сути своей это планирование производственных ресурсов, но не в словах дело: в любом толковании этот метод представляет собой сложную систему повышения эффективности производства. Планирование материальных ресурсов организует производство, рассчитывая оптимальный объем запасов, необходимых для эффективной деятельности предприятия. Применительно к изделиям, состоящим из множества компонентов, — автомобилям, бытовым приборам, электронике — такие расчеты под силу только компьютеру.
Чтобы настроить «машинку», программист должен иметь представление о производственном процессе и потребностях в материалах. Тогда компьютер сможет превратить потребительский спрос на продукцию предприятия в подробно расписанные заказы на детали и материалы.
Процесс начинается с того, что инженеры-производственники определяют наиболее эффективный производственный метод. Для выпуска, например, такого автомобиля, как Honda Civic, таким методом будет сборочный конвейер. Анализ должен охватывать все операции сборки, от пескоструйной очистки некрашеного кузова до выкатывания автомобиля из цеха. Могут понадобиться исследования, подобные тем, которые Тэйлор проводил сто лет тому назад, — хронометраж рабочих движений. Чтобы определить производственные возможности предприятия, необходимо хорошо знать возможности машин и рабочих. К примеру, инженеры на производстве точно знают, сколько компонентов передней панели можно штамповать в час и сколько человеко-часов требуется для эксплуатации пресса.
Инженеры-технологи обязаны детально расписать все потребности в комплектующих и материалах для изделия. Перечень таких потребностей называется ведомостью материалов. Она вводится в компьютер, чтобы потребности производства можно было «разбить» на конкретные потребности в материалах. Для каждой Honda Civic эта программа предусматривает две передние фары, 46 пятидесятимиллиметровых винтов, четыре литра краски и сотни других комплектующих. Отслеживание запасов необходимых материалов осуществляется той же системой. Система помогает менеджеру производства поддерживать адекватные уровни запасов для обеспечения производственной линии. В то же время эта система сводит потребности к минимуму, научив работников отдела снабжения составлять оптимальные заказы.
Полная форма планирования материальных ресурсов — планирование бизнес-ресурсов — координирует производственный процесс от прогнозирования потребительского спроса до отгрузки готовой продукции, включая транспортировку и хранение. Введенный в компьютер основной производственный план сортирует и хранит всю информацию о спросе, производстве, сырье и рассылает заказы, направляя и координируя производство.

Назад: СИТУАЦИОННЫЙ ПОДХОД
Дальше: НОРМАТИВЫ И КОНТРОЛЬ

