Книга: Садовая мебель своими руками. Дешево, практично, стильно
Назад: Древесина
Дальше: Глава 3. Удобная мебель для бани своими руками
Металл
Для работы в домашних условиях металл применяется значительно реже, поскольку все операции по его обработке значительно сложнее, и не каждый мастер владеет техникой сварки. Поэтому ниже будет лишь кратко рассказано о ковке, так как эта информация может пригодиться вам для оформления беседок, пергол, декоративных сооружений и уличной мебели.
Специалисты рекомендуют использовать для работы металл с низким содержанием углерода или прокатную сталь различного сечения: тавр, швеллер, уголки, квадратные и круглые прутья. Все стальные элементы уличной мебели необходимо защитить от влияния атмосферы специальными покрытиями, например оцинковкой, эмалью, краской и др.
Вместо стальных деталей можно использовать профили из алюминия и его сплавов, так как они в меньшей степени подвержены воздействию внешней среды и не нуждаются в постоянном обновлении защитного покрытия.
Методика свободной ковки известна с древних времен. Металл нужно разогреть до определенной температуры, а затем придать ему желаемую форму. Но прежде чем приступить к этому, следует правильно устроить рабочее место (рис. 183).
Помещение, в котором вы будете работать, должно быть достаточно большим и хорошо освещенным. Желательно, чтобы оно состояло из двух комнат. В одной из них вы сможете выполнять эскизы будущих изделий и другие подготовительные работы, а в другой – ковать.
Начните с прорисовки чертежей, соблюдая все необходимые формы и размеры. Соблюдайте идентичность отдельно выполненных деталей и следуйте общему стилю фигурных элементов.
Если у вас нет возможности оборудовать специальное помещение для ковки, не расстраивайтесь. Все необходимые операции можно выполнить и на садовом участке. Вам потребуются лишь источник огня, над которым можно разогреть металл, и приспособление типа наковальни, чтобы придать заготовке желаемую форму. Возможно, вас это удивит, но горн и наковальню можно сделать самостоятельно.
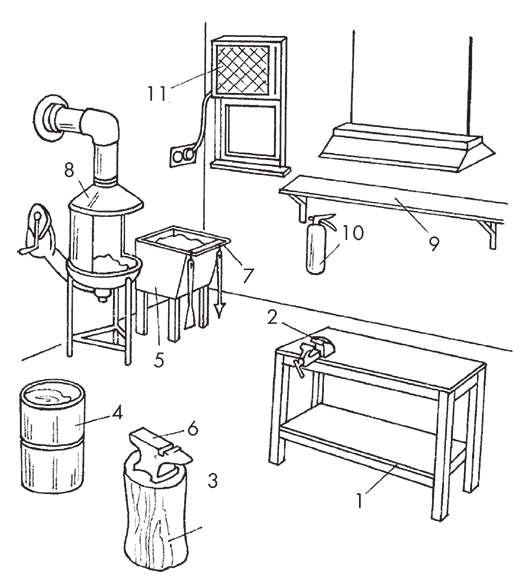
Рис. 183. Рабочее место для свободной ковки металлов: 1 – рабочий стол; 2 – тиски; 3 – колода; 4 – бочка с водой; 5 – резервуар для угля; 6 – наковальня; 7 – скоба для инструментов; 8 – горн; 9 – полка; 10 – огнетушитель; 11 – вытяжной вентилятор
Горн, изготовленный своими руками (рис. 184, а), представляет собой бадью из черного металла, которая устанавливается на землю или металлический стол. К нижней части бадьи следует прикрепить кусок трубы, диаметр которой должен быть таким, чтобы на нее можно было надеть патрубок пылесоса. Для работы извлеките из пылесоса все фильтры: это поможет сильнее нагнетать воздух.
Внутреннюю поверхность бадьи покройте слоем обычной глины толщиной 3 см. Ее необходимо хорошо высушить, а затем нанести еще несколько слоев, тщательно высушивая каждый из них. Верхний слой, толщина которого составляет 5–7 мм, должен состоять из сухого каолина или любой огнеупорной глины (9 частей), прокаленной буры (1 часть) и воды (2 части).
Буру, глину и каолин необходимо соединить в эмалированной емкости и вымешивать до тех пор, пока не образуется однородная масса. После этого добавьте воду и перемешивайте до тестообразной консистенции. Полученную смесь ровным слоем нанесите поверх глины и дождитесь полного высыхания, после чего тщательно затрите образовавшиеся трещинки оставшейся массой. При необходимости снова повторите все после просушивания.
Заполните сухой горн древесным углем, включите пылесос и разожгите уголь. Жечь его следует до тех пор, пока обмазка не раскалится до красного цвета. Периодически подкладывайте новые порции топлива. После того как горн остынет, его можно использовать для работы. Данное приспособление выдерживает нагрев до 1600° C.
Простую наковальню (рис. 184, б) можно сделать из стальной заготовки большого размера или отрезка крупного тавра. Кроме нее и горна, вам понадобятся некоторые инструменты. Для начала приобретите три молотка весом 0,5, 1 и 2 кг и полукувалду, которая насаживается на ручку длиной 70 см.
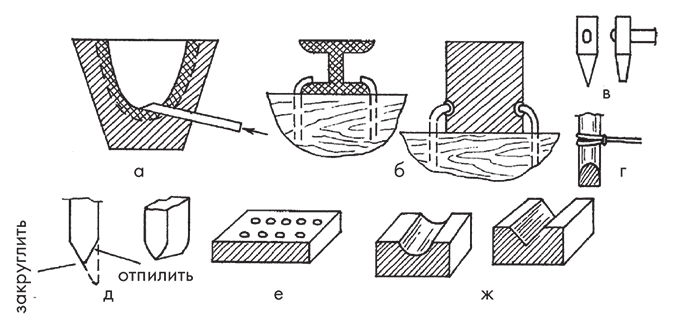
Рис. 184. Инструменты для ковки металлов: а – горн; б – наковальня; в, г – кузнечные зубила; д – изготовление раскатки; е – гвоздильня; ж – подкладки для сгибания заготовок
Кузнечное зубило (рис. 184, в) можно купить или изготовить из обычного крупного зубила, присоединив к нему ручку из проволоки диаметром 4 мм (рис. 184, г). Точно так же можно сделать кузнечные пробойники и просечки.
После протяжки металла его следует разгладить специальным инструментом, который называется «гладилка». Альтернативой ему может служить полукувалда с длинной ручкой. Вместо раскатки можно использовать переделанный молоток с бойком (рис. 184, д).
Для изготовления специальных гвоздей и шляпок – заклепок понадобится гвоздильня (рис. 184, е). Она изготавливается из стального бруска на сверлильном станке. Сгибание металлических деталей производится с помощью подкладок (рис. 184, ж), которые также можно выполнить самостоятельно.
К основным приемам технологии свободной ковки относятся следующие:
♦ вытяжка;
♦ осадка;
♦ рубка;
♦ разрубка;
♦ пробивка отверстий;
♦ гибка;
♦ закручивание;
♦ выглаживание;
♦ насекание рисунка;
♦ набивка фактуры и рельефа;
♦ кузнечная сварка.
С их помощью вы сможете превращать обычные металлические прутья в стильные и красивые изделия. Для этого поместите заготовку в горн, разогрейте до температуры 1200° C (она должна стать светло-желтой), захватите специальными щипцами и выложите на наковальню, где, используя ударный инструмент, придайте пруту желаемую форму.
Если вы работаете медленно и металл успевает остыть, то его необходимо периодически подогревать, иначе на поверхности готового изделия могут появиться изломы и трещины. Часть приемов художественной ковки показана на рис. 185 и 186.
Ажурные металлические детали можно также изготовить, применяя метод холодной гибки. Для этого вам потребуется простое приспособление, которое устанавливается на верстаке (рис. 187, а). Чтобы изготовить его, сделайте рычаг из полосовой стали толщиной 5–6 мм и шириной 40–50 мм и аккуратно приварите к нему втулку. При работе он будет вращаться вокруг штыря-оси, закрепленного на крышке верстака. На коротком конце рычага выполните несколько отверстий, в которые будут вкручиваться штыри-упоры.
Для закрепления штырей-упоров сделайте в рабочем столе нужное число отверстий в зависимости от формы изготавливаемых деталей. Штыри-упоры и штырь-ось фиксируются на верстаке двумя гайками, под которые подкладываются шайбы толщиной 3 мм и диаметром 50 мм. Фиксация штыря-упора на рычаге осуществляется с помощью двух гаек, закручивающихся с двух сторон рычага.

Рис. 185. Приемы гибки полосовой стали: а – на роге наковальни; б – на оправке; в – в тисках на вилке; г – на уклоне; д – на радиусной оправе; е – на спирали
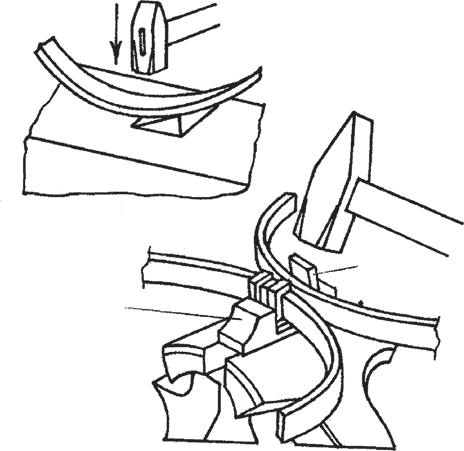
Рис. 186. Гибка и соединение полусфер из полосовой стали

Рис. 187. Приспособления для холодной гибки полосовой стали
Чтобы изготовить штырь-ось и штыри-упоры, используйте шпильки и болты толщиной 10 мм и более (соответственно предполагаемым нагрузкам).
Гибка металлической полосы выполняется следующим образом. Полоса закрепляется, как отмечено на рисунке пунктиром. Затем переставляются штырь-упор на рычаге и неподвижный штырь-упор на верстаке (при необходимости можно также задействовать дополнительные штыри), в результате чего получаются самые различные изогнутые детали желаемой формы.
Иногда для получения крутых изгибов и сгибания мелких деталей применяется еще одно приспособление (рис. 187, б). Необходимо установить на том же штыреоси вращающийся фигурный рычаг, уложить и зафиксировать полосу между двумя-тремя штырями-упорами (они показаны на рис. 18 пунктиром) и повернуть рычаг по часовой стрелке. Так вы добьетесь того, что полоса изогнется вокруг первого штыря-упора.
Если требуется придать изгиб нескольким одинаковым деталям, следует сделать их эскизы в натуральную величину и написать план гибки. Специалисты рекомендуют гнуть сначала одни участки каждой детали, а затем другие. Используя зубило, сделайте нужное количество деталей заданного размера, на каждой заготовке выполните завитки сначала с одной стороны, потом с другой. Во избежание ошибок обязательно сравнивайте каждый изгиб с эскизом или образцом.
Итак, все детали готовы, и вам остается лишь создать из них единую конструкцию. Это можно сделать с помощью сварки или заклепок. Следует учитывать, что использование второго способа возможно лишь в том случае, если рисунок элемента не слишком сложный, что позволяет подвести упор в нужное место, без усилий достать до головки заклепки ударным инструментом и т. д.
Изделия, имеющие сложные завитки, рекомендуется сваривать выпрямителем или бытовым сварочным трансформатором (ТСК-500). Если у вас нет ни того, ни другого, воспользуйтесь ручной дуговой, или термитной сваркой. Сварка производится с помощью термитного карандаша (рис. 188, а), который можно изготовить самостоятельно. Для этого вам потребуется кусок проволоки из углеродистой стали. Ее толщина выбирается в зависимости от размера соединяемых деталей и составляет 2–5 мм. Чем толще элементы, тем большего диаметра она должна быть. Сверху проволока покрывается так называемым термитом. Чтобы приготовить его, необходимо соединить опилки алюминия (не использовать силумин) и железную окалину в пропорции 23: 77. Желательно, чтобы размеры опилок и окалины не превышали 0,5 мм. Перед тем как наносить полученную смесь на проволоку, добавьте в нее нитроцеллюлозный клей. Его количество должно быть таким, чтобы в результате получилась густая однородная масса.
Чтобы термитный карандаш поджигался, на его конец нужно нанести затравку на основе того же клея. Она состоит из бертолиевой соли (KClO3) и мелких алюминиевых опилок, взятых в соотношении 2: 1.
Используя один карандаш, можно соединить 6–8 элементов конструкции. Учитывая это, их нужно заготавливать с запасом. Упростить данный процесс поможет специальное устройство, с которым вы сможете делать 10 карандашей одновременно (рис. 188, б). Оно имеет деревянное основание с гофрированной алюминиевой полосой. С каждого торца к ней прижаты две стенки из алюминия, снабженные отверстиями для фиксации проволоки-основы.
Приготовьте разделительный состав (65 % керосина и 35 % парафина) и смажьте им внутренние поверхности гофрированной полосы. Как только он высохнет, в отверстия стенок вставьте проволочные стержни, заполните секции термитом и дайте ему высохнуть. После этого извлеките карандаши и нанесите затравку на их концы. Головки карандашей оберните бумагой и уберите на хранение в сухую коробку.

Рис. 188. Изготовление термитных карандашей: а – термитный карандаш; б – устройство для изготовления термитных карандашей
В процессе сварки глаза обязательно должны быть защищены очками с увиолевыми стеклами.
Назад: Древесина
Дальше: Глава 3. Удобная мебель для бани своими руками

