Мартенситная броня
Очень часто бывает, что от металла требуется поистине невозможное, например сочетание пластичности с большой поверхностной твердостью. Казалось бы, нет средств, позволяющих металлу быть одновременно и закаленным и незакаленным. И все-таки технологи нашли способ делать и такой металл.
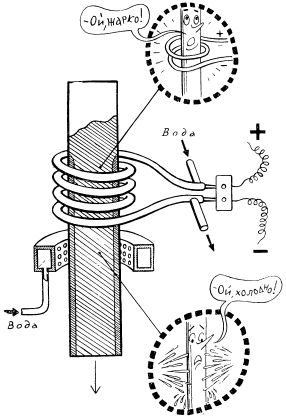
…В патрон станка своеобразной конструкции молодая работница вставляет сверкающую неокисленной поверхностью, только что прошедшую шлифование деталь. Словно в медной клетке оказывается эта деталь, ее окружает спирально согнутая трубка. Работница нажимает зеленую кнопку включения, что-то лудит в станке. И вдруг ступенчатый валик становится вишнево-красным, ярко-красным, начинает светиться желтым цветом. От него пышет жаром.
Какая сила нагрела валик? Кругом не видно пламени, к нему не касаются раскаленные детали станка. Как передали ему энергию, необходимую для нагрева?
С помощью токов высокой частоты. Тех же самых токов высокой частоты, которые работают в радиоприемниках и радиопередатчиках. Их излучателем, антенной, является как раз та медная спираль, внутри которой оказалась наша деталь. В ее теле возникли паразитические замкнутые токи, которые и вызвали этот быстрый нагрев.
И вдруг на раскаленную деталь обрушивается стремительный дождь. Струйки воды вырываются из отверстий медной спирали, которая оказалась обыкновенной трубкой. На мгновение и деталь и спираль окутывает облачко пара. А еще через мгновение работница снимает со станка деталь. Она еще теплая. Но поверхность у нее все такая же чистая и блестящая, как перед закалкой. Нагрев был столь непродолжительным, что она просто не успела окислиться-ведь вся операция длилась 5–6 секунд.
Закаливает электричество.
Испытание свойств прошедшей такую термообработку детали показывает, что верхняя ее поверхность на глубину в несколько миллиметров приобрела твердую закаленную структуру — чаще всего мартенсит, — а сердцевина осталась мягкой. Именно то, о чем мечтают конструкторы.
И еще одним важным достоинством обладает новый метод закалки— он чрезвычайно производительный. Четыре часа раньше затрачивалось на обработку тракторного вала. Теперь за это время обрабатывается несколько сотен валов. А насколько легче стал труд людей после перехода на этот технологический процесс!
Таковы достоинства поверхностной закалки металлических деталей с помощью токов высокой частоты — один из прогрессивнейших, производительнейших методов термообработки, все чаще применяемый в нашем машиностроении. Закалка — не единственный вид термообработки, применяемый в настоящее время. На заводах, ведущих металлообработку, вам обязательно встретятся отжиг, отпуск, нормализация.
Отжиг… Нередко бывает, что ту или иную деталь машины, уже сделанную и закаленную, надо снова подвергнуть механической обработке. Токарь вставляет ее в станок, включает ток, подводит резец и… отдает мастеру. Закаленную сталь резец не берет, он скользит по ней, как иголка по стеклу. Сталь надо отжечь. Ее нагревают до определенной температуры, а затем медленно — чаще всего вместе с печью — охлаждают. И тогда токарь свободно снимает стружку с совсем недавно словно заколдованной детали.
Отжиг преследует разные цели. Разными бывают температуры, до которых нагревают металл, и способы охлаждения его. Если охлаждение металла, нагретого до температуры отжига, производится на воздухе, процесс называется нормализацией.
Однажды инженеры крупного завода, выпускавшего паровые машины, были поражены удивительным событием. С месяц назад в литейном цехе отлили из чугуна огромный маховик. Отливка удалась на славу. От него отбили литники, очистили пригоревшую землю. Во дворе он ожидал, когда его поставят на предназначенное ему в машине почетное место. И вдруг… Ночью заводской сторож слышал какой-то треск, словно во дворе стреляли из пистолета. Однако злоумышленников ему обнаружить не удалось, все было спокойно. А наутро инженеры обнаружили, что маховик порвало. Спицы, толстые, в руку взрослого мужчины чугунные спицы, были оборваны. Восьмиугольной звездой лежит втулка, выпавшая из обода. Что за таинственная могучая сила порвала металл? — не могли понять инженеры.
Это сделали внутренние напряжения. Они часто разрушают отливки, казалось бы, несокрушимо прочные, массивные, удачные. Они могут ослабить, исказить форму, разрушить прошедшее закалку изделие. Поэтому для того, чтобы снять внутренние напряжения и снизить хрупкость, прошедшие закалку изделия подвергают отпуску. Их нагревают до температуры, несколько меньшей, чем та, при которой нормально начинается перекристаллизация, выдерживают при этой температуре, а затем медленно охлаждают.
Мартенситная структура, свойственная закаленной стали, очень неустойчива. Уже при нагревании до 100–130 градусов мартенсит начинает распадаться. Чем выше нагрев, тем быстрее происходит этот распад. Образующиеся при этом структуры мягче мартенсита. Режим отпуска выбирается таким, чтобы обеспечить нужные свойства стали.
Назад: В воде и огне закаляясь…
Дальше: Тепло открывает светофор

