Книга: Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте
Назад: Глава 3 Выравнивание – сглаживание производственной системы
Дальше: Сувенирные магазины в туристических центрах
Пики и спады в работе
Обычно чем больше варьирует поток изделий на рабочем месте, тем выше вероятность возникновения потерь. Нередко при планировании производственной мощности оборудования за основу берется настройка на пиковый, а не на средний спрос. Когда-то так поступали и в Toyota.
Если предположить, что объем работ за день (неделю, месяц) меняется, как это показано на рис. 8, то мощность этого рабочего места надо настроить на пиковую нагрузку, предполагающую требуемое число рабочих, станков, сырья и материалов.
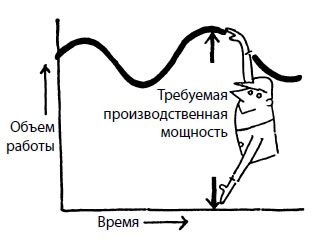
Рис. 8. Пики и спады работы
Однако если мы таким образом привяжем производственную мощность к пиковому спросу, то, когда заказов станет немного, оборудование будет недогружено. А если загрузить его полностью, то возникнут худшие из всех потерь – потери, связанные с перепроизводством.
То же происходит и в бухгалтерии в периоды сдачи отчетов.
В этом отделе пик работы приходится либо на конец месяца, либо на последние дни полугодия. В обычном цехе цикл между пиками загруженности не такой продолжительный. Требуемый объем работ достигает максимума раз в час или раз в десять минут. И мы должны быть готовы справляться с этими то и дело возникающими пиками.
Возьмем для примера производственную линию на одном из предприятий Toyota, которое занимается нанесением покрытия.
В настоящее время автомобильные фары делают из материала, изготовленного на основе синтетических смол. На этом предприятии наносят покрытие на изготавливаемые из того же материала оправы фар. Для этого 48 оправ помещают на одну подвеску для покрытия деталей (раньше эту работу выполняли пять рабочих).
Подвеску каждые две-три минуты передвигали. Один рабочий мог за минуту подвесить 48 оправ. Но покрытие нужно было нанести и на множество мелких деталей. На подвешивание 3 тыс. деталей 2–3 см в поперечнике отводилось три минуты. В этих условиях, даже одновременно подключив пять человек, уложиться в отведенное время было невозможно. Рабочих все время было пять. Тем не менее в зависимости от размера деталей, которые нужно было подвесить, объем работ сильно колебался.
Ничего необычного в этой ситуации не было, но проблема была серьезной. Мы подумали и в конце концов решили использовать пустое место внутри самих оправ, разместив там мелкие детали.
Нам удалось выровнять требуемый объем работ, «снивелировав» пик. И теперь то, с чем раньше не могли справиться пять человек, делают всего двое или трое.
Назад: Глава 3 Выравнивание – сглаживание производственной системы
Дальше: Сувенирные магазины в туристических центрах

