Книга: Канбан и «точно вовремя» на Toyota. Менеджмент начинается на рабочем месте
Назад: Система информирования дистрибьюторов в реальном времени (онлайн)
Дальше: Разработка производственного плана компанией – поставщиком деталей
Таблица поставки деталей
Каждый месяц автомобилестроители направляют своим поставщикам деталей трехмесячные графики производства. В этих таблицах поставки деталей (см. рис. 43) приводятся данные о дневной поставке деталей (дневник поставок) за последний месяц. Также в них заложены данные о заказах на детали на два предстоящих месяца, но эти цифры подлежат уточнению.
Кроме того, несколько раз в месяц рассчитывается разница между текущим объемом производства и объемом поставок за предыдущие месяцы согласно дневнику поставок, что важно для уточнения сроков выполнения заказов при использовании канбан.
Хотя применяемая компанией Toyota система канбан описывалась уже неоднократно, о ее таблицах поставки деталей написано немного. Автомобилестроители используют эти таблицы для передачи поставщикам деталей следующей количественной информации по каждому виду (номеру) деталей (см. рис. 43 и 44):
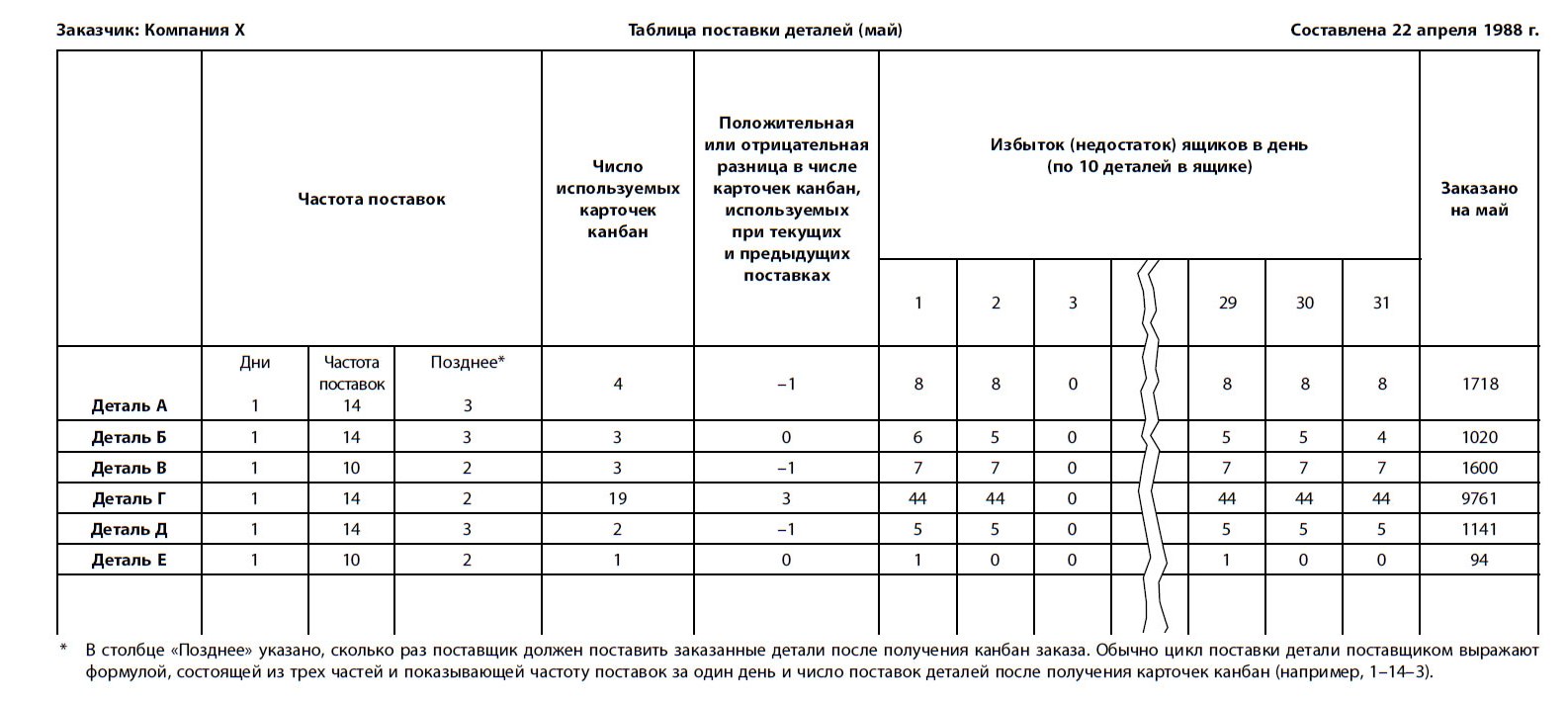
Рис. 43. Таблица поставки деталей
1. По детали В, например, эта таблица содержит следующие итоговые цифры:
а) всего заказано на май: 1600 деталей;
б) незавершенное производство всего в июне: 1600 деталей;
в) незавершенное производство всего в июле: 1700 деталей
(данные за июнь и июль в таблице не приведены ввиду ограниченности места).
2. Далее указывается число деталей в ящике (в каждом ящике 10 деталей).
3. Также указывается среднее число ящиков, которое должно поставляться ежедневно в период с 1 по 31 мая. В случае с деталью В в выходные и праздники (3, 4, 5, 11, 12, 18, 19, 25, 26 мая) поставки будут нулевыми. Если учесть, что в месяце 22 рабочих дня, получим, что в среднем ежедневно будет поставляться по 7 ящиков (1600 деталей по 10 деталей в ящике, произведенных за 22 дня), т. е. производство недополучит 60 деталей. Если поставщики будут производить ежедневно по 8 ящиков, а не по 7, то образуется избыток в 160 деталей. Поэтому чтобы покрыть разницу, они должны каждый третий или четвертый день производить по 8 ящиков, а в остальные дни – по 7 ящиков.
4. Кроме того, для функционирования канбан нужна информация:
а) о том, сколько раз в день должны предоставляться карточки канбан: в случае детали В эти карточки передаются 10 раз в день, а готовые детали обычно поставляются поставщиком после получения этих карточек в два приема (см. столбец «позднее» таблицы на рис. 43). Этот цикл поставок можно выразить формулой 1–10–2 (см. примечание к рис. 43);
б) о числе карточек канбан: указывается общее число карточек канбан, которые автомобилестроитель должен использовать для этих деталей. В случае детали В требуется три карточки;
в) о разнице (положительной или отрицательной) в числе карточек канбан, использованных при текущих и предыдущих поставках деталей. В случае детали, требующей использования двух карточек и поставляемой каждую вторую партию, разница, равная единице, означает, что в момент поставки t доставляются детали, соответствующие двум карточкам канбан, но в момент времени t + 2 поставляются детали, соответствующие только одной карточке (см. рис. 44).
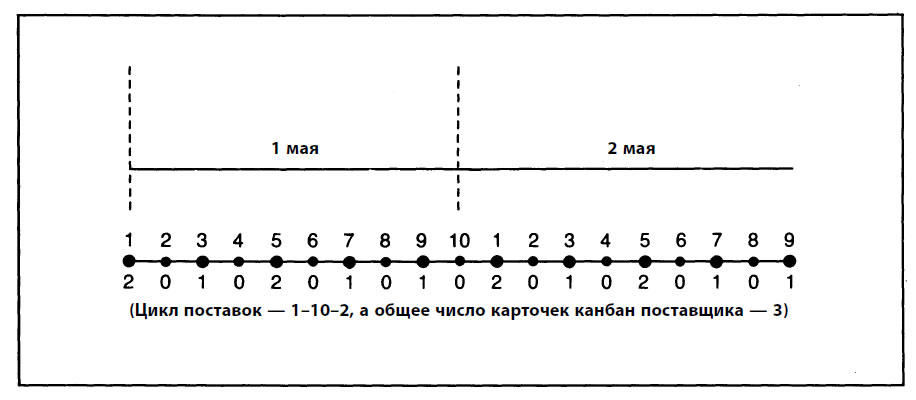
Рис. 44. Цикл поставок и число карточек канбан на партию
Назад: Система информирования дистрибьюторов в реальном времени (онлайн)
Дальше: Разработка производственного плана компанией – поставщиком деталей

