Заточка прямых стамесок
Затачивание прямых стамесок производят на оселке, водяном точиле или точильном круге с периодическим охлаждением в воде. Для начала на точило устанавливают подходящий абразивный круг и определяют нужный угол заточки лезвия. Упор и площадку точила закрепляют, чтобы не было вибраций и даже слабых смещений.
Основа правильной заточки – снятие фаски (рис. 9, а). Фаску нужно затачивать равномерно, в одной плоскости и по всей ширине. Поэтому полотно стамески плавно перемещают слева направо и обратно (рис. 9, б).
Стачиваемый конец лезвия не стоит сразу делать острым. При больших оборотах точильного круга трудно уследить за тем, чтобы конец лезвия не получился жженым. Появление цвета побежалости – верный признак того, что инструмент испорчен. В этом случае у испорченного инструмента снимают на точиле сожженное место и затачивают заново.
При заточке плоских стамесок, как и косяков, нужно обращать внимание на правильность выполнения фасок. Фаска стамески может быть не только обычной одинарной, но и двойной, и даже двусторонней (рис. 9, в – д). Двойная фаска сделана на овальном крае точильного круга, отчего слегка вогнута. Длина ее в 2,5–3 раза больше толщины полотна, если сталь хорошего качества. При слабом металле фаски делают короче, то есть в две толщины. Это потребует больших усилий для срезания материала, но заточка сохранится дольше. Вторую фаску затачивают на боковой плоской стороне точильного круга, диска с алмазной оправкой или на мелкозернистых брусках и доводят на войлочном круге, оселке. Двойную фаску в основном делают на стамесках, применяемых для точных работ, – ими режут лишь усилием руки, без удара киянки. Во втором варианте одинарная фаска от пятки до режущей кромки составляет плоскую поверхность. Стачивают ее на боковых сторонах точильного круга, доводят по предыдущему варианту. Одинарная фаска может быть чуть короче и жестче. Это придает ей большую надежность в срезании твердых, поперечных слоев, встречающихся сучков, когда приходится работать с ударом киянкой.
Иногда начинающий резчик по неопытности заоваливает фаску заточки, не создавая пятку (рис. 9, е), которая является упором для выхода резца из массы дерева, а вход ее приходится производить, высоко подняв черенок, то есть под бóльшим углом, чем с плоской фаской. Это создает лишнее сопротивление материала и значительный вход инструмента в глубину заготовки, что не всегда желательно.
Лезвие до нужной остроты следует доводить вручную, используя при этом жесткий брусок. Стамеску водят по бруску всей сточенной плоскостью (фаской), угол ее наклона при этом не увеличивается (рис. 9, ж). Поднимать ручку стамески при окончательной заточке, то есть увеличивать угол заточки, не стоит, так как при этом снизится режущее качество инструмента. Точно так же нельзя делать угол и чересчур пологим (рис. 9, з).
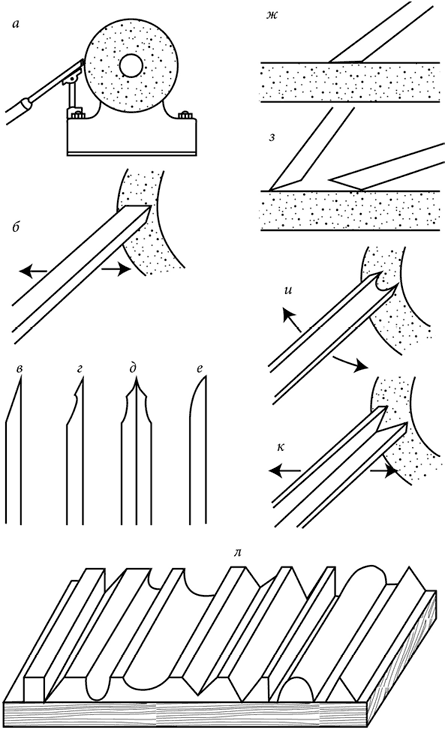
Рис. 9. Заточка стамесок: а – снятие фаски на прямых стамесках; б – положение прямой стамески при заточке на точильном круге; в – одинарная фаска; г – двойная фаска; д – двусторонняя фаска; е – заоваленная фаска; ж – положение прямой стамески при заточке на точильном бруске; з – неправильный наклон стамесок при заточке; и – снятие фаски на полукруглых и отлогих стамесках; к – снятие фаски на стамесках-уголках; л – заправочная доска для профильных стамесок.
Главным признаком хорошей заточки является появление узкого загиба полоски лезвия на лицевую сторону – заусенца. После появления заусенца стамеску поворачивают на лицевую сторону, которую также шлифуют. После этого необходимо сделать несколько повторных легких шлифований с обеих сторон лезвия. Шлифование производят до тех пор, пока не исчезнет заусенец.
После этого делают окончательную правку стамески на плотном войлочном круге с применением заправочной пасты, которую равномерно втирают в войлочный круг по всей окружности. Правку стамески можно производить и на заправочной доске.
Хорошо заточенная стамеска в дальнейшем не требует частой правки. Стамеска, заточенная под углом 15–20°, используется только как резчицкий инструмент. Такую стамеску нельзя использовать как циклю, скребок или под киянку. Неправильное обращение приводит к порче лезвия. Стамеска, предназначенная для работы с киянкой или для снятия большой массы древесины, должна иметь угол заточки 20–25°.
По окончании заточки попробуйте сделать несколько срезов на бруске вдоль и поперек волокон. Хорошо заточенная режущая кромка легко входит в дерево, оставляя блестящий, без царапин срез.

