Книга: Справочник мастера столярно-плотничных работ
Назад: Глава 4 Технология деревообработки
Дальше: ПЛОТНИЧНЫЕ СОЕДИНЕНИЯ
СТОЛЯРНЫЕ И ПЛОТНИЧНЫЕ РАБОТЫ
Необходимо уметь в совершенстве выполнять различные операции, связанные с обработкой древесины, начиная с разметки, рубки и соединения материала и заканчивая финишной отделкой. Рассмотрим их по порядку.
Фиксация бревна
Обрабатываемое бревно должно быть прочно зафиксировано (рис. 42), для чего применяют обратные скобы.
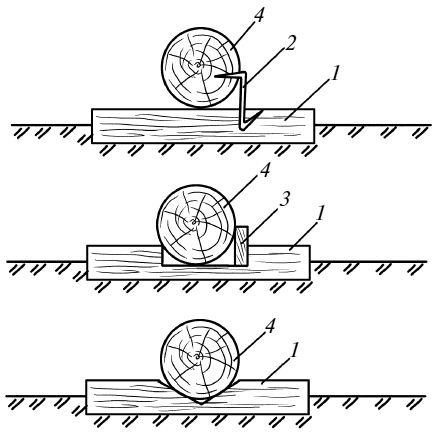
Рис. 42. Способы фиксации бревна: 1 – подкладка; 2 – обратная скоба; 3 – клин; 4 – бревно
Разметка
Разметка состоит в том, чтобы нанести на заготовку, предназначенную для той или иной детали, контуры, в соответствии с которыми будет вестись обработка. Об инструменте для этого речь шла выше. Поэтому в качестве дополнения скажем только, что разметку нужно наносить твердым карандашом (2Т или 4Т). Для обозначения контуров криволинейных деталей применяют шаблоны, при этом помня, что они не предусматривают никаких припусков и точно совпадают с окончательными размерами детали. Разметка осуществляется в определенном порядке: сначала наносят поперечные риски, потом долевые и наклонные, а затем окружности и различные закругления.
Нанесению рисок предшествует разбивка, при которой по масштабной линейке точками либо штрихами расставляют метки. При этом опираются на положение, которое называется правилом кратчайших путей и предусматривает получение необходимого (заложенного в чертеже) размера при наименьшем количестве промежуточных размеров, то есть определяется измерительная база (ею может служить кромка или риска), от которой стараются вести все измерения.
Для нанесения поперечных рисок используют угольник, долевые выполняют рейсмусом, а наклонные – ерунком, малкой, масштабной линейкой или шаблоном.
Нет нужды говорить о том, что разметка должна быть максимально точной и приближенной к чертежу (допуск не должен превышать 0,5 мм), поскольку значительные отклонения приведут к искажению детали со всеми вытекающими из этого проблемами.
Необходимо уметь размечать брус квадратного и прямоугольного сечения (рис. 43).
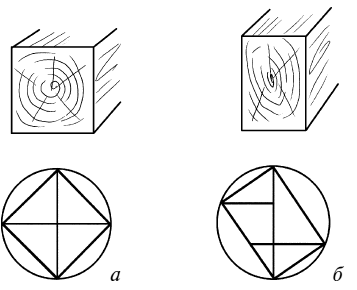
Рис. 43. Выполнение разметки бруса: а – квадратного сечения; б – прямоугольного сечения
Чтобы разметить брус квадратного сечения, бревно фиксируют, на торцах, определив центр, выполняют окружности, после чего проводят вертикальные и горизонтальные диаметры. Точки пересечения с окружностью соединяют. Полученные линии и будут сторонами бруса. В этих точках прикрепляют шнур, покрытый мелом, и отбивают нитки.
Для разметки прямоугольного бруса на противоположных торцах находят центры, радиусом вершинного торца проводят окружности, через центры которых чертят вертикальные линии диаметров и делят их на 3 равные части. Из этих точек до пересечения с окружностью под углом в 90° проводят линии в обе стороны. Полученные точки и точки вертикального диаметра соединяют. Сечение прямоугольного бруса в этом случае будет выгодным (это значит, что расход древесины будет наименьшим), если его стороны будут соотноситься как 5:7.
Для разметки древесины разработано много разных приспособлений, начиная от обычных линеек и заканчивая лазерными рулетками.
Рубка и соединение материала
Чтобы перерубить (рис. 44) закрепленное бревно, намечают соответствующую линию, по которой наносят удары топором. При этом его сначала держат под углом 90°, а потом – 45°. Бревно перерубают только наполовину, потом его переворачивают и завершают работу.
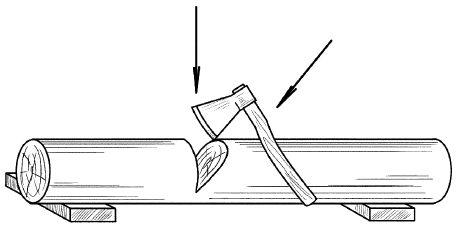
Рис. 44. Перерубание бревна
При сопряжении бревен (брусков) их необходимо правильно соединить, для чего выполняют врубку вполдерева (рис. 45).
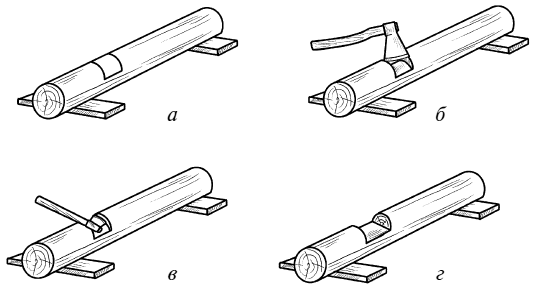
Рис. 45. Выполнение врубки вполдерева: а – намеченное место; б – засечки; в – выборка древесины; г – врубка
Для этого бревно закрепляют, намечают место врубки и наносят вертикальные удары топором по намеченной линии, после чего выбирают древесину.
Тесание древесины
Бревно нужно уметь отесывать на 1, 2 или 4 канта (рис. 46).
Чтобы отесать бревно, его размечают, для чего на закрепленном бревне выполняют пробивку по центру, боковых осей и ниток. Для этого натягивают шнур, предварительно натертый мелом, немного оттягивают на себя и резко отпускают. Ударяясь о бревно, он оставляет меловой след – нитку. По ней и отесывают бревно, постепенно перемещаясь от вершины к комлю (именно в таком направлении – во избежание задиров). Поскольку постепенно слой снимаемой древесины увеличивается и затрудняет работу, через 40–50 см его надрубают на глубину стесывания. Сначала осуществляют грубую отеску, потом поверхность зачищают легкими ударами топора. Закончив один кант, переходят к следующему. В процессе работы надо стоять, расставив ноги, а вогнав топор, нажатием на его рукоятку отгибать щепу.
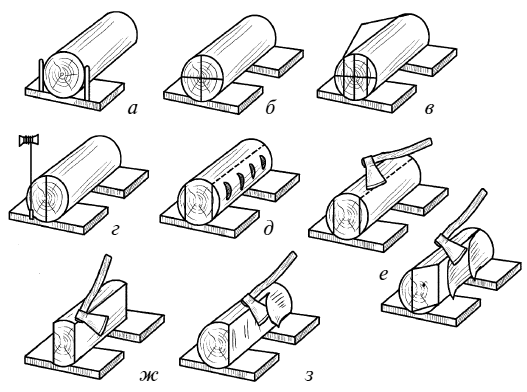
Рис. 46. Отеска бревна на 2 канта: а – фиксация бревна; б – пробивка по центру оси; в – пробивка боковых осей; г – пробивка ниток; д – выполнение засечек; е – начало отески: 1 – пробитая линия; 2 – засечки; ж – зачистка; з – конец отески
Если требуется отесать бревно на 4 канта, после отесывания двух противоположных кантов его переворачивают, закрепляют и повторяют ту же последовательность действий.
Выборка четвертей и пазов
Нередко бывает нужно выбрать в бревне или бруске четверть (рис. 47).
Четверть выбирают при изготовлении, например, оконных и дверных блоков. В бревне это делают так: его фиксируют, на торцах находят центры, радиусом малого торца чертят окружности, с помощью отвеса и угольника проводят вертикальный и горизонтальный диаметры, перпендикулярность которых проверяют отвесом и угольником. Далее их делят на 3 равные части. Через точки деления параллельно диаметрам прокладывают линии. Угол, образующийся между перпендикулярами и соприкасающийся с поверхностью бревна, и составляет четверть. После этого по меткам туго натянутым шнуром, покрытым мелом, отбивают нитки, между которыми делают насечки и выбирают древесину (это можно сделать и стамеской).
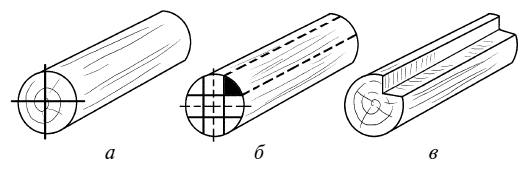
Рис. 47. Выполнение выборки четверти: а, б – разметка; в – выбранная четверть
Выборка прямоугольного паза (рис. 48) – тоже довольно часто встречающийся вид плотницких работ.
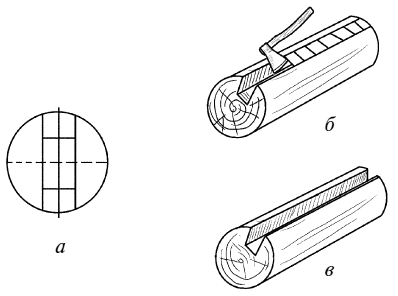
Рис. 48. Выполнение выборки прямоугольного паза: а – разметка; б – выборка; в – готовый паз
Как обычно, бревно фиксируют, на торцах сначала проводят окружности радиусом малого диаметра, потом вертикальный и горизонтальный диаметр, контролируя их отвесом и угольником. Ширина паза чаще всего составляет шестую часть диаметра окружности, а глубина – четверть. После того как на торцах будут отмерены глубина и ширина выборки, ставят метки, к которым прикрепляют шнур и отбивают с его помощью нитки. Затем по ним топором делают насечки поперек волокон и скалывают древесину. В заключение паз зачищают стамеской.
Обрабатывать бревно намного легче, удобнее и безопаснее, если оно надежно закреплено. Для этого используют, например, обратные скобы, хотя имеются и другие способы фиксации.
При изготовлении сруба может понадобиться выбрать овальный паз (рис. 49).
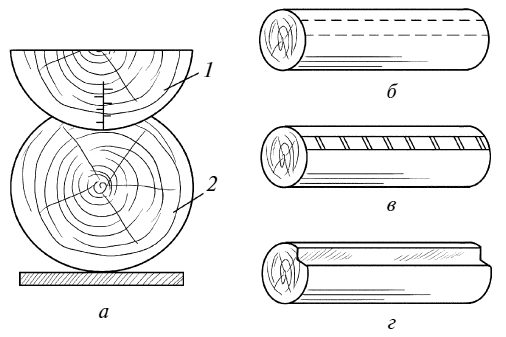
Рис. 49. Выполнение выборки овального паза: а – лекало; б – отбивка ниток; в – насечки; г – паз; 1 – лекало; 2 – бревно
Ширина паза определяется в зависимости от климатических условий. Так, например, при температуре – 30 °C она составляет 150 мм, при – 40 °C – 160–170 мм, при – 50 °C – 180–200 мм. Паз должен быть одинаковым по всей длине. Чтобы добиться этого, предварительно по малому торцевому диаметру изготавливают шаблон из доски или фанеры, затем на него по диаметру наносят деления. Деление 2 соответствует 50 мм, 5–75 мм и т. д.
На закрепленном бревне на торцах, контролируя действия отвесом, отмечают вертикальные диаметры. К ним прикладывают лекало таким образом, чтобы вертикальные линии совместились, затем наносят метки, на которых прикрепляют покрытый мелом шнур, и отбивают нитки. Между ними выполняют насечки по ширине паза, после чего выбирают паз, регулярно проверяя его форму, для чего прикладывают лекало.
Пиление
Завершив разметку, приступают к пилению, которое можно осуществлять как вдоль, так и поперек волокон. Для этого применяются пилы и ножовки. Лучковые пилы могут иметь широкое (45–55 мм) и узкое (5–6 мм) полотно. Первые используются для поперечного и продольного пиления древесины, что требуется при раскрое детали, выполнении шипов, проушин и пр. Вторые (они также называются выкружными) предназначены для выпиливания криволинейных заготовок. С этой же целью применяют узкие ножовки. Широкими ножовками удобно пилить плиты и доски поперек волокон. Пазы выполняют наградками.
Овладеть приемами пиления довольно просто. Для продольного пиления закрепляют доску горизонтально (или вертикально) на верстаке струбциной, при этом та часть, которая будет отпилена, должна свешиваться с него (такой же способ используют для выполнения криволинейных заготовок). При поперечном пилении доску кладут на верстак горизонтально и пилят, удерживая ее свободной рукой.
При необходимости запилить заготовку под прямым углом (при торцевании брусков) или «на ус» (под углом в 45°) можно использовать стусло – специальный распиловочный ящик (рис. 50).
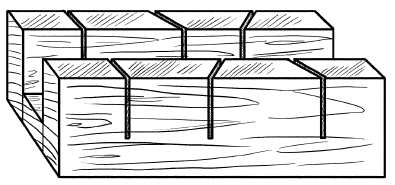
Рис. 50. Стусло
Чтобы работа была более производительной, не следует распиливать каждую доску по отдельности. Рациональнее использовать пакетный метод, при котором обрабатывается сразу целая пачка заготовок.
Для того чтобы работа не была сопряжена с большими трудностями, необходимо правильно ее выполнять:
1. Прежде всего нужно уметь держать инструмент. Например, при использовании ножовки указательный палец следует вытягивать в направлении конца полотна.
2. Первые движения при пилении должны быть короткими и возвратно-поступательными. Инструмент располагайте вплотную к разметочной линии со стороны отхода, направляя его суставом большого пальца другой руки.
3. Как только пропил будет достаточно глубоким, совершайте равномерные плавные движения, задействуя полотно на всю его длину и не допуская при этом рывков.
4. Чтобы полотно не зажималось пропилом, последний нужно фиксировать небольшим клином.
5. По окончании распиловки оставшуюся часть доски придерживайте свободной рукой.
6. Надо уметь правильно не только начинать пиление, но и заканчивать его, не допуская раскалывания древесины. Для этого нужно или развернуться к пропилу и выполнить движения навстречу ему, или перевернуть инструмент, направив его от себя и продолжая двигаться по тому же пропилу.
По окончании работы пилу помещают в пластиковый футляр, чтобы не повредить зубья. Если предполагается длительное хранение инструмента, его нужно смазать промасленной ветошью.
Для получения ровного спила в процессе работы необходимо равномерно нажимать на инструмент. Производить нажим со значительной силой не рекомендуется.
Для выполнения продольной распиловки материал фиксируют к верстаку струбцинами и выполняют разметку, то есть наносят метки или линии.
Прежде чем начать работу, около метки делают запил глубиной 5–10 мм (чтобы пила не соскользнула) и начинают пиление. Если пользуются ручным инструментом, то придерживаются следующих правил:
1) одной рукой держат пилу, а другой – доску, брусок и пр.;
2) начерченная линия должна оставаться слева от пилы, пока не завершится распиливание;
3) пазы под шпунты в широких деталях пропиливают наградкой (это разновидность ножовки);
4) для кривых линий предназначены выкружные пилы;
5) при необходимости распилить материал под каким-либо углом применяют стусло – лоток, изготовленный из трех досок толщиной 25–30 мм, в боковых стенках которого под разными углами проделаны пропилы.
При пилении электрической дисковой пилой ее диск может занимать по отношению к заготовке как верхнее (деревянную деталь фиксируют на рабочей доске верстака, а пилу перемещают по заготовке), так и нижнее положение (инструмент закрепляют на верстаке, а затем двигают заготовку к нему) (рис. 51).
Скорость подачи материала следует устанавливать приблизительно. При этом она не должна быть слишком большой, так как тогда количество оборотов диска уменьшается, а двигатель пилы не сможет функционировать на полных оборотах холостого хода.
Дисковые пилы перерезают волокна древесины, поэтому не исключено образование задиров. Чтобы избежать такого дефекта, который может испортить лицевую сторону заготовки, при распиливании деталь кладут ею вниз.
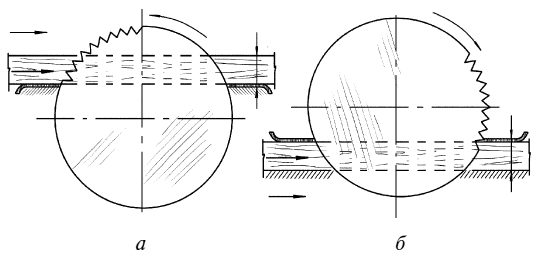
Рис. 51. Пиление дисковой электропилой, закрепленной: а – в нижнем положении; б – в верхнем положении
Определенные правила имеются и при использовании электроинструмента:
1. Предварительно проверяют заготовку на наличие гвоздей или сучков, так как первые могут затупить инструмент, а вторые – «выстрелить» из-под диска.
2. Заготовка должна быть надежно закрепленной на верстаке или козлах.
3. При работе электропилой нужно следить за тем, чтобы не было перекосов диска относительно детали. В противном случае электродвигатель может остановиться. Если все-таки диск заело, надо подать диск или заготовку в обратную сторону и, замедлив скорость подачи заготовки, закончить распиловку.
4. Заменять диск можно только после извлечения вилки из розетки (нельзя использовать тупые либо имеющие какой-либо дефект диски).
5. Если диск работает с трудом, его надо просто заменить, поскольку он затупился, но не следует усиливать нажим на него.
6. Чтобы не повредить инструмент, нельзя останавливать работающий диск, нажимая на его боковую сторону
Электролобзик позволяет выполнять криво– и прямолинейное распиливание под углом в 45 и 90° к плоскости заготовки. Для этого ее нужно зафиксировать и двигаться по разметке (рис. 52).
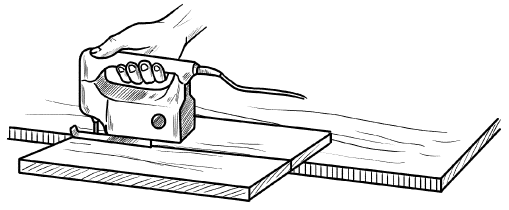
Рис. 52. Пиление электролобзиком
Чтобы выпилить внутренний замкнутый контур, проделывают отверстие, сквозь которое пропускают пилку (минимальный радиус окружности равен 15 мм). При работе с электролобзиком следует помнить о следующих моментах:
1. Чтобы он нормально функционировал, на пилку нельзя нажимать, поскольку в результате этого она перегреется, а скорость пиления при этом только упадет.
2. Пока двигатель электролобзика не остановился, пилку нельзя извлекать из пропила.
3. Шнур обязательно должен располагаться позади корпуса инструмента.
4. Пилки должны быть острыми, так как в противном случае двигателю приходится затрачивать больше энергии.
5. Не рекомендуется держать заготовку рукой недалеко от линии пиления.
6. Перед окончанием прохода снижайте нажим на инструмент, это позволит не допустить резкого ускорения на выходе из пропила.
7. Кладут инструмент только после того, как двигатель остановится.
Поверхность после пиления (независимо от того, осуществлялось оно ручным или электрическим инструментом) получается несколько шероховатой, поэтому нуждается в дополнительной обработке – строгании. Если пиление является конечным этапом, тогда необходимо минимизировать дефекты (например, зубья могут оставить глубокие риски), поэтому зубья пилы должны быть правильно разведены, о чем уже говорилось ранее.
Строгание производят после завершения распила деревянных заготовок и деталей для удаления образовавшихся рисок и заусенцев.
Строгание
Строгание представляет собой резание древесины ножом рубанка (фуганка). Благодаря этому заготовка, приобретая размеры согласно чертежу, превращается в деталь с гладкой поверхностью. Ручное строгание осуществляется рубанками, которые различаются по тому, как выходит стружка: в рубанках для плоского строгания – вверх через леток, в рубанках для профильной работы – из отверстия сбоку.
Чтобы обработка была качественной, необходимо правильно заточить нож рубанка. Его вместе с клином нужно выбить ударом киянки по торцу колодки (у фуганка – по пробке), заточить на наждачном круге, пока на передней грани не появятся заусенцы, после чего выправить с помощью оселка, совершая им равномерные круговые движения. Проверить правильность обработки можно с помощью угольника и линейки, а угол заточки – шаблоном (он должен составлять 35°, а угол правки – 25°).
Во время строгания ручным инструментом деталь фиксируют, в начале процесса левой рукой нажимают на носок колодки инструмента, правой прижимают его к поверхности обрабатываемой детали и подают вперед. А в конце, наоборот, носок слегка прижимают, а большее давление сосредоточивают на пятке колодки. В результате у детали не будет заваленных концов.
Прежде чем приступить к строганию, заготовку надо осмотреть, чтобы определить лицевую сторону и направление волокон. Это важно, так как обработка вдоль них снижает трудозатраты и дает качественную поверхность. При строгании против волокон они рвутся, что не только затрудняет строгание, но и не позволяет достичь высокого качества поверхности.
Заготовку фиксируют на верстаке, используя тиски и гребенки, после чего приступают к строганию, правильно распределяя нагрузку на инструмент (рис. 53).
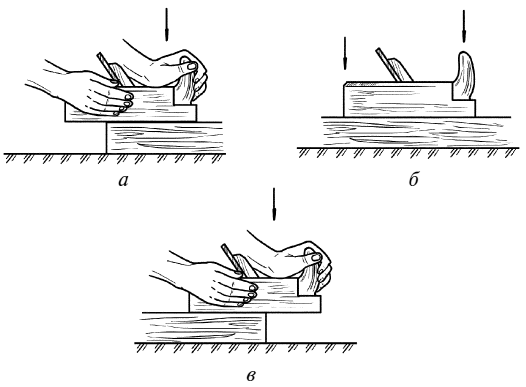
Рис. 53. Строгание с нажимом на рубанок: а – в начале; б – в середине; в – в конце
По окончании работы заготовку проверяют с помощью угольника и поверочной линейки.
Для плоского строгания применяют и электрорубанки, которые могут регулировать толщину срезаемой древесины, причем предпочтительнее сделать несколько проходов, снимая тонкую стружку, чем удалять слой аналогичной толщины за 1 раз. Таким инструментом удобно пользоваться, если нужно быстро снять большой припуск или подрезать какую-либо поверхность.
Соблюдение определенных правил сделает работу электрорубанком не только эффективной, но и безопасной:
1. Перед работой проверяют крепление движущих деталей, остроту ножей и наличие гвоздей или шурупов в заготовке.
2. Электрорубанок, как и любой другой инструмент, требует соблюдения техники безопасности, поэтому нельзя держать пальцы на кромке подошвы – только на ручках.
3. Нужно своевременно заменять затупившиеся полотна, в противном случае возрастает риск отброса инструмента, если он наткнется на свилеватые волокна.
Вместо рубанков, фуганков, зензубелей, фальцгобелей и других разновидностей инструмента для строгания в настоящее время используется фрезер. При умелом обращении с ним обработка поверхности становится практически идеальной. Выпускается немало моделей фрезеров, но их конструкции схожи по основным параметрам:
– фреза размещается под кожухом двигателя;
– для удобства манипулирования имеются две ручки;
– двигатель может совершать движения вверх и вниз по двум стойкам, установленным на базовой плате.
Для компенсации веса двигателя предусмотрена возвратная пружина, благодаря которой фрезу можно погружать в заготовку или вынимать из нее, подняв над рамой, не дожидаясь, пока последняя прекратит контактировать с заготовкой.
Фрезеры выпускаются различной мощности. Для изготовления, например, мебели предпочтителен инструмент средней мощности (800–1200 Вт), тем более что для него производят множество приспособлений, копиров, шаблонов и пр.
Долблением называют операцию по обработке деревянных заготовок, в процессе которой посредством возвратно-поступательных движений в вертикальном направлении проделывают отверстия, канавки, углубления, пазы и пр.
Помимо соблюдения общих правил по технике безопасности, при работе с этим инструментом необходимо прикладывать небольшое усилие при подаче фрезера, непременно удерживать его обеими руками и поднимать фрезу, закончив какую-либо операцию или собираясь отключить его от сети.
Долбление
Необходимо уметь выполнять отверстия в деревянных деталях и заготовках. Для этого прибегают к долблению.
Глухие и сквозные отверстия при долблении выполняют долотами, а те поверхности, которые невозможно обработать рубанками, подрезают стамесками. Последний способ подходит, например, для зачистки углублений, криволинейных поверхностей и шипов, вырезания канавок, снятия фасок и пр. Инструменты для этого вида работы должны быть очень острыми и правильно заточенными (как ножи рубанка).
Чтобы сделать отверстие или гнездо, заготовку прочно фиксируют в тисках верстака. Если подобные отверстия должны быть на нескольких одинаковых деталях, их укладывают в ряд и зажимают струбцинами. Закончив разметку, от намеченной риски отступают на 1–2 мм и, установив долото, наносят по нему удары киянкой (рис. 54).
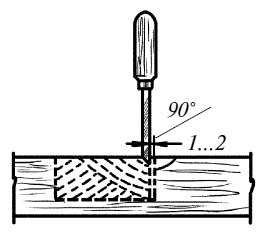
Рис. 54. Выполнение гнезда долотом
Таким образом, постепенно подрезая древесину, выдалбливают гнездо на две трети его глубины. После этого поворачивают заготовку и заканчивают гнездо с другой стороны. Если толщина первой стружки составляет 1–2 мм (благодаря более толстой стружке работа будет продвигаться быстрее, но качество гнезда тогда значительно ухудшится), то по мере приближения к концу работы ее можно увеличить (5–10 мм). Выдолбленное гнездо зачищают с помощью стамески, стараясь не превысить его глубину.
При выполнении сквозного отверстия работу ведут с обеих сторон детали.
Работая стамеской, углубления, пазы и гнезда подрезают (толщина стружки – 2–3 мм) и зачищают (толщина стружки – 0,5–1 мм), направляя инструмент вдоль или поперек волокон.
Перед тем как выполнить канавку, волокна надрезают по линейке, углубившись в древесину на 0,5–1 мм, после чего, наклоняя инструмент, прорезают необходимый элемент.
Чтобы снять фаску, режущую кромку стамески направляют под острым углом коси фаски, воспользовавшись стамеской со скошенной режущей кромкой. Толщина стружки за один проход должна составлять 3–5 мм.
Если требуется зачистить вогнутую или выпуклую поверхность, срезают стружку толщиной не более 2 мм, в противном случае деталь покроется неровностями.
При использовании стамески или долота необходимо работать уверенно, но при этом не нарушать технику безопасности, поскольку они являются остро заточенными. Использовать тупой инструмент не следует, поскольку придется прикладывать большее усилие, а также нельзя будет исключить того, что он сорвется. В первую очередь нельзя резать, держа заготовку на весу, упирая ее в грудь или положив на колени и направляя инструмент на себя. Необходимо следить за тем, чтобы пальцы свободной руки располагались позади лезвия.
Сверление
Для выполнения цилиндрических или конических отверстий применяется сверление, для которого предназначены спиральные сверла различного диаметра. Как в большинстве столярных и плотничных операций, сначала нужно выполнить разметку, для чего прокалывают центр шилом (оно не удаляет древесину, а раздвигает волокна).
При выполнении сквозных отверстий в толстой заготовке ее нужно просверлить с обеих сторон, что позволит добиться совпадения окружностей. Если особой точности не требуется или материал достаточно тонкий, тогда выполняют одностороннее сквозное отверстие. При работе дрелью (ручной или электрической) либо коловоротом запрещается с усилием давить на сверло, выполнять работу на коленях и направлять инструмент сверлом на себя. Кроме того, оно должно быть надежно зафиксировано в патроне.
Использование электродрели или шуруповерта позволяет значительно ускорить работу. При этом обязательно соблюдение правил техники безопасности. Например, запрещается работать с таким инструментом под дождем; необходимо вынимать вилку из розетки на время перерыва, прочно закреплять заготовку и держать его рукоятки чистыми и сухими.
Если дополнительно приобрести приспособление, называющееся вертикальной стойкой (рис. 55), электродрель можно превратить в портативный сверлильный станок. Очень хорошо, если есть возможность выбрать модель с массивной вертикальной штангой и мощной станиной. Это позволит прикрепить стойку к верстаку надежными болтами, а на нее установить тиски для заготовок или деталей.
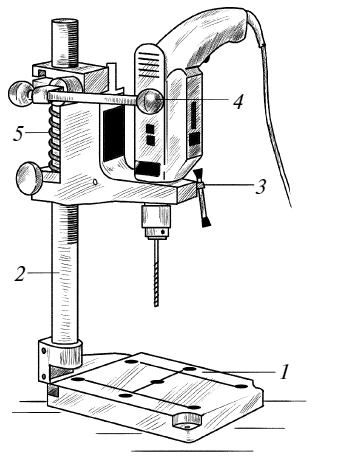
Рис. 55. Сверлильный станок в миниатюре: 1 – станина; 2 – вертикальная штанга; 3 – зажим дрели; 4 – рычаг подачи; 5 – возвратная пружина
К сверлению прибегают и в том случае, если необходимо выполнить направляющие для гвоздей и шурупов, поскольку при вбивании или вкручивании крепеж может расколоть древесину Выполнение небольшого отверстия удалит часть материала и не даст испортить заготовку.
При сверлении отверстий под заготовку подкладывают кусок бросовой древесины, что позволит сделать выходное отверстие чистым.
Если необходимо сделать глухое отверстие, на дрель следует нажимать с небольшой силой. Кроме того, это поможет избежать образования дефектов (например, надколов)в заготовке.
Шлифование и циклевание
Перед отделкой деталь из мягкой древесины надо шлифовать, из твердой – циклевать. Для этого применяют циклю – стальную пластину толщиной 0,8–1,5 мм, длиной 100–150 мм и шириной до 70 мм. Она снимает очень тонкую стружку (0,04–0,08 мм). Предварительно ее нужно заточить на бруске и выправить с помощью оселка, после чего на ней не должно остаться заусенцев. Потом специальным стальным стержнем со скругленными углами, называемым наводкой, выполняют жало, которое должно быть очень тонким.
При циклевании инструмент перемещают вдоль волокон, строго в одну сторону, держа его перпендикулярно к заготовке (угол скоса не должен превышать 30°). Обрабатывать циклей торец не рекомендуется, так как ее лезвие с трудом перерезает волокна в этом направлении и быстро затупляется. Методика циклевания наглядно показана на рис. 56.
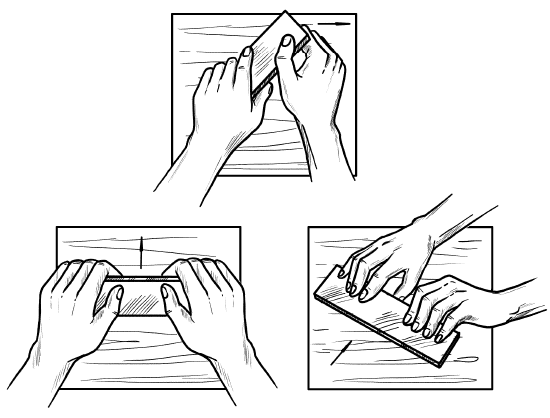
Рис. 56. Приемы циклевания
Шлифование вручную – дело трудоемкое, которое существенно облегчает электрический шлифовальный инструмент. Ленточная шлифовальная машина не только ускорит процесс, но и поможет очень качественно обработать поверхность. Для этого достаточно закрепить ее на верстаке и перемещать заготовку, держа ее обеими руками.
Если несколько деталей должны быть абсолютно одинаковыми, их следует обрабатывать одновременно, зафиксировав вместе.
В том случае, если обрабатываемая поверхность достаточно большая, инструмент надвигают на нее по направлению волокон. При шлифовании мелких деталей лучше положить машинку набок или рабочей стороной вверх.
Рациональнее сначала использовать электрический шлифовальный инструмент, а окончательную доводку поверхности изделия завершить вручную, поскольку на этом этапе используется тонкая наждачная бумага, которая снимает минимальный слой древесины. Чтобы оценить качество обработки, включают яркое боковое освещение, при котором даже малейшие дефекты станут явными.
Кроме того, есть некоторые нюансы, которые помогут добиться особой чистоты шлифования. Когда меняют наждачную бумагу на более мелкую, удаляют опилки от предшествующей обработки и протирают поверхность салфеткой, смоченной в уайт-спирите. Благодаря этому ликвидируют остатки опилок и абразива, которые могли бы в дальнейшем поцарапать деталь, снизив ее качество.
При шлифовании возможен разрыв волокон. Чтобы свести вероятность этого к минимуму, увлажняют поверхность салфеткой, приподнимая ворс, после чего дают детали просохнуть, а ворс удаляют абразивной колодкой, перемещая ее вдоль направления волокон. Шлифование продолжают до тех пор, пока деталь не станет абсолютно гладкой.
В столярном и плотничном деле невозможно обойтись без выполнения крепления отдельных деталей. Конечно, можно приобрести массив древесины, но, во-первых, стоить он будет недешево; во-вторых, часто просто невозможно обойтись без разделения предмета на отдельные детали; в-третьих, даже незначительная ошибка может привести к порче дорогого материала. Поэтому соединение элементов изделия – обычная практика, тем более что работать с деталями проще и легче. Главное – потом правильно осуществить соединение деталей в единое целое.
Различные способы соединения деталей должны быть выполнены максимально качественно. Следует избегать ошибок, в результате которых может разрушиться вся конструкция.
Назад: Глава 4 Технология деревообработки
Дальше: ПЛОТНИЧНЫЕ СОЕДИНЕНИЯ

