Часть 2
1 Элементы окна и отделки
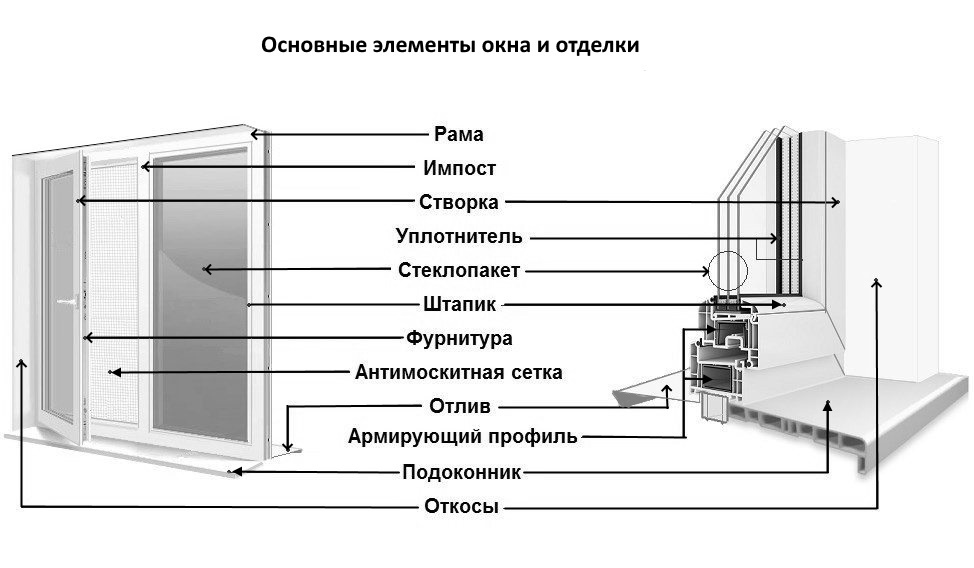
Окно и отделка за последние 10 лет не сильно изменились, меняются материалы отделки (гипсокартон, сэндвич), меняется состав ПВХ профиля (желтее, белее), появилось много цветов ламинирования (даже покраска есть), но сам принцип монтажа окна и отделки не изменился и соответствует ГОСТу 23166-99 и 30971
С развитием ПВХ систем, появляются новые виды фурнитуры, под различные пазы и варианты открывания.
Основные элементы обвязки фурнитуры в большинстве случаев очень схожи между собой. Есть несколько отличий, которые каждый производитель фурнитуры патентует как свои уникальные узлы. Перечислять все «фишки» для каждой конкретной фурнитуры нет смысла, в большинстве своем эти различия немного меняют принцип работы в поворотно откидном режиме (пример: поворотно-откидной наконечник, и поворотно-откидная угловая передача или сначала откидной режим, потом открывание). Небольшая разница в элементах ножниц. Все остальные элементы фурнитуры очень похожи.
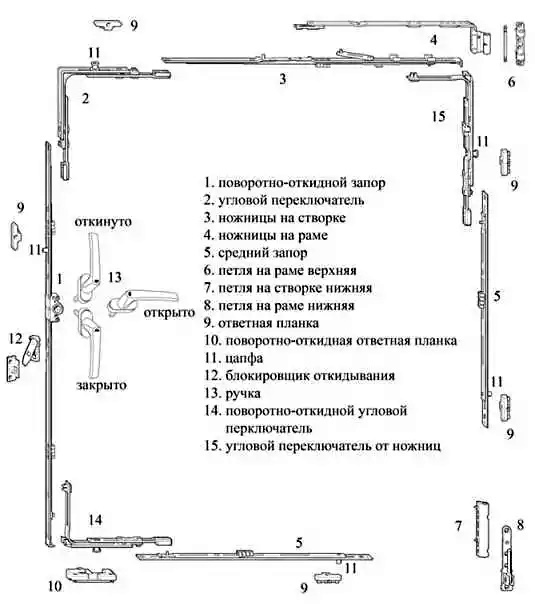
Исключением является фурнитура со скрытыми петлями, принцип работы у неё схожий с обычной, но постановка в окне отличается и может вызвать затруднение у незнакомого с этой фурнитурой сервисного инженера.
2 Основные параметры/габариты для проверки
Ниже приведён общий перечень для проверки в цеху и после монтажа, вся информация из ГОСТа 30971, 23166—99 и папки Переработчика профильных систем. Все пункты обязательны для проверки, отклонение по одному из них – обоснованная претензия Заказчика, или дефект, на основании которого создана претензия.
1) Отклонение от вертикали и горизонтали смонтированных конструкций не должны превышать 1.5мм на 1 метр длины, но не более 3мм на всю высоту изделия (ГОСТ 23166—99)
2) Несоответствие размеров изделий существующим проёмам (замерам), установка не в четверти. Нарушена
геометрия изделия, щель стыка рам, крепления импоста <0,5мм. Отклонения размеров коробок рам <±1мм, створок < -1мм. Разность диагоналей <2mm при L <1400mm и <3mm при L>1400mm. Притвор – 8 (±1,5) мм. Перепад лицевых поверхностей <0,7mm, соединение с импостом <1,0mm Повреждение изделия. Дефекты поверхности ПВХ, различимые с расстояния 0,6м.
3) Замятие уплотнителя, стык не вверху.
Неправильная сборка фурнитуры.
Установлены не по месту, не закреплены ответные планки.
Штапик не в размер, щель в стыке.
Перепад высот смежных ручек >2mm.
Дефекты сварного шва, размер канавки – ширина <5mm, глубина -0,5-1mm.
4) Размеры монтажных зазоров согласно ГОСТ-30971.
5) Провисание открывающихся элементов в собранном изделии <1,5мм на 1 метр ширины
6) Устройство монтажного шва – согласно технологической документации и требований ГОСТ-30971.
7) Наличие и количество крепежа.
От угла коробки <150-180мм, от импоста <120-180мм. Между собой не более значений указанных производителем профильной системы.
8) Работа фурнитуры, плавность, легкость, отсутствие самопроизвольного перемещения из положения «открыто» или «закрыто».
9) Установка подоконника. Отклонение от горизонтали в обеих плоскостях <1.5мм на 1 метр длины, но не более 3мм на всю длину. Наличие подушки из пены и устройство опорного основания (нагрузка 100 кг). Наличие дополнительного груза или распора от выпирания. Заглушки устанавливаются в размер. Плотность примыкания подоконника к нижней плоскости оконной рамы. Наличие герметика в соединении подоконник рама. Наличие дополнительных кронштейнов при выносе подоконника ˃1/3 ширины от плоскости стены. Прогиб подоконника <2мм на 1метр длины.
10) Установка накладных откосов и уголков, геометрия, симметричность, герметизация мест примыкания к раме и подоконнику. Отсутствие волн на уголках, плотность прилегания к стене и откосам.
11) Установка отлива, выгибание, наличие пенного шва под отливом, заполнение силиконом шва между отливом и оконной рамой. При установке отлива, в узлах примыкания к наружной четверти проема и коробке оконного блока необходимо исключить попадание влаги в монтажный шов. Угол наклона отлива не менее 100° от вертикальной плоскости.
12) Дополнительные параметры (индивидуально для некоторых конструкций)
Все, вышеперечисленное, подетально разберем позже, немного в другом порядке, так как некоторые ошибки/дефекты могут входить одновременно в несколько пунктов, примечания на список будут подписаны по номерам из списка (1…12).
3 Ошибки/дефекты при сборке на производстве
99% ошибок при сборке ПВХ изделия на производстве – человеческий фактор, за исключением системных ошибок связанных с оборудованием.
На полностью автоматических линиях вероятность брака стремится к 0.
К сожалению, не очень многие производители могут похвастаться автоматизированной сборкой, и поэтому, рассмотрим ошибки, которые в большинстве случаев встречаются на изделиях ПВХ по вине работников производства.
1 Самая популярная ошибка – постановка ответной планки не по месту
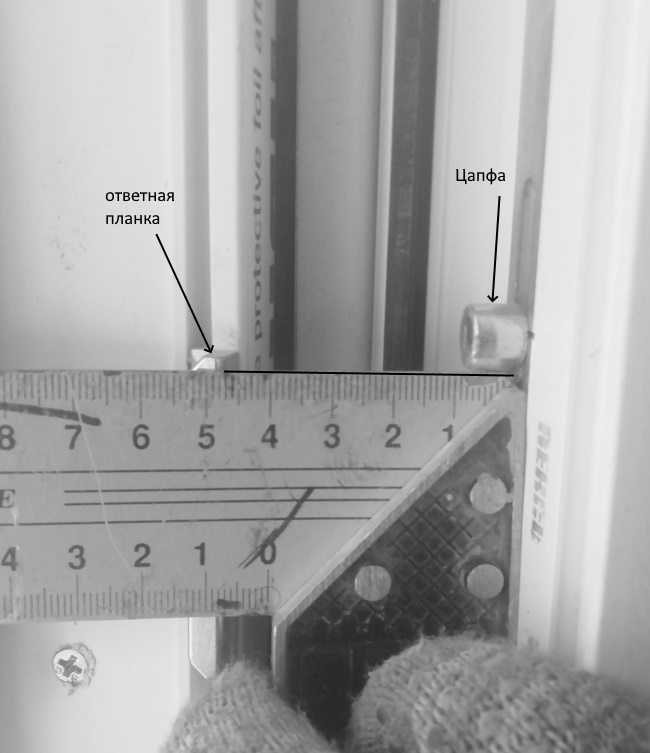
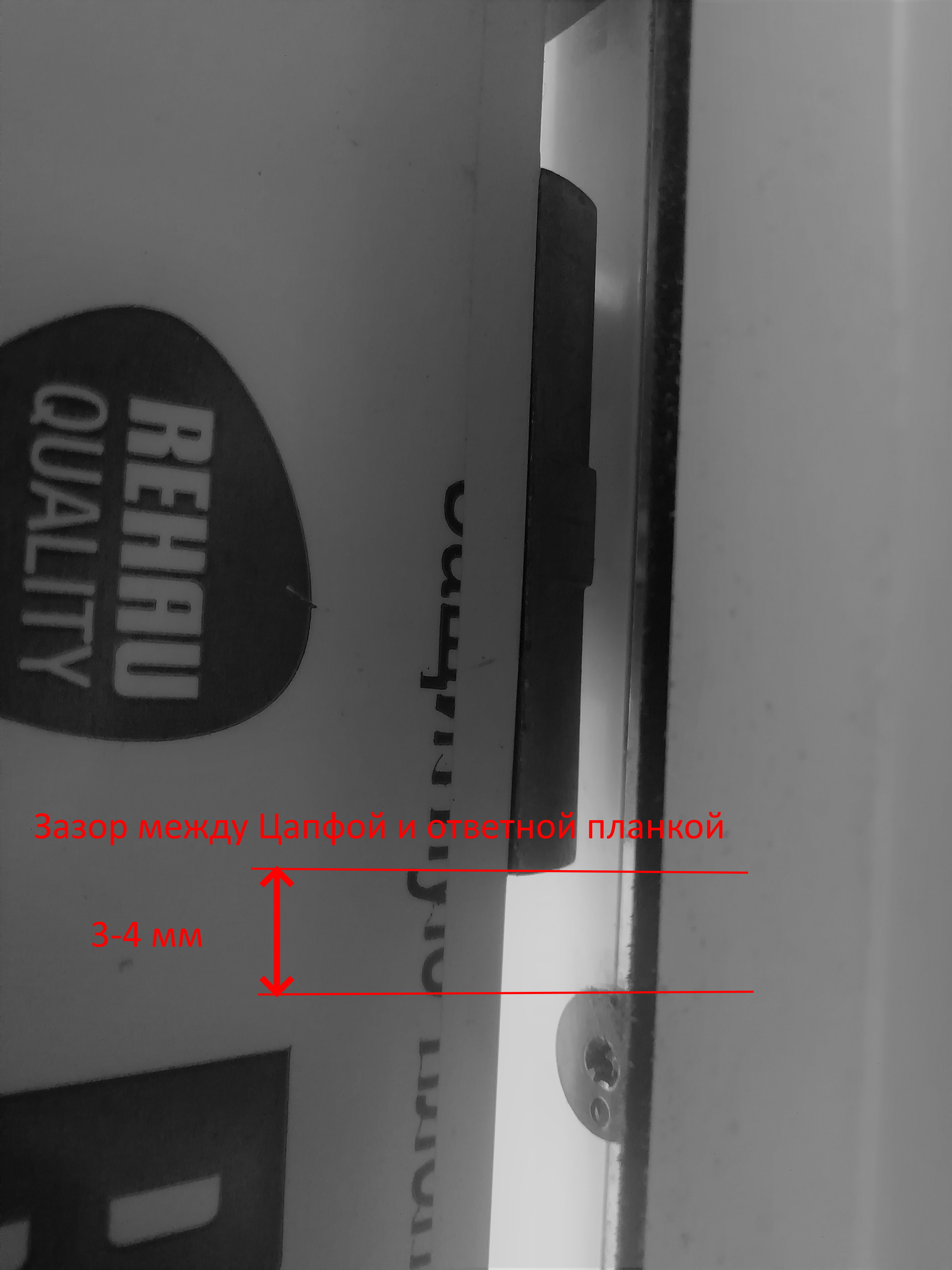
Установка ответной планки вручную сборщиком осуществляется при помощи шаблона, или по карандашной метке. Установка производится на не остекленном изделии, створка после остекления даёт усадку на петлях, что приводит к увеличению зазора между цапфой и ответной планкой, (Пункт 3 в списке проверки) или наоборот уходит в отрицательную величину.
Вторая по распространённости ошибка – неправильная постановка угловой передачи, ошибка на 2-3 зуба,
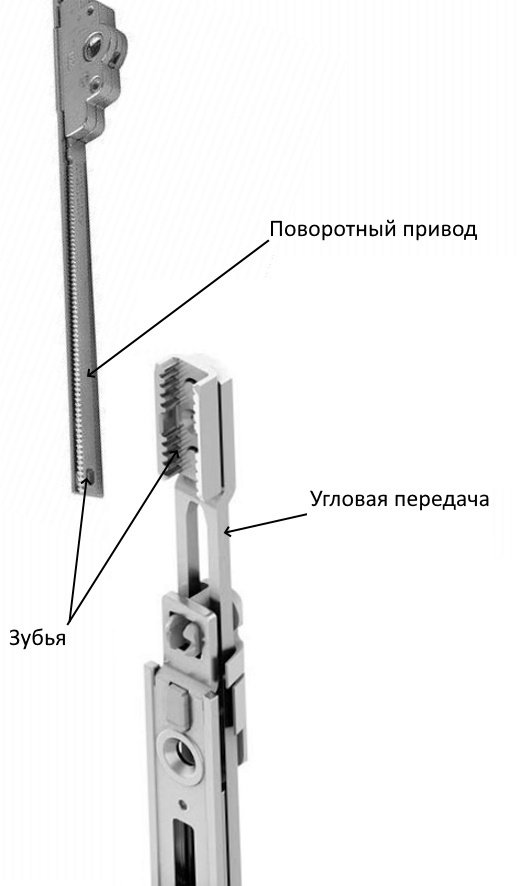
такую ошибку легко найти, достаточно посмотреть постановку цапф на приводах, когда створка находится в положении открыто (Пункт 3 списка проверки).
Не самая популярная, но регулярно встречающаяся ошибка – не правильная постановка внешнего прижима (у сервисников – наружный прижим). Не путать со скрытым (внутренним) на фото ниже

.
Когда ответная часть прижима стоит на раме в крайнем верхнем или нижнем положении, пропадает возможность регулировки в одном из направлений, когда на раме 2 прижима и оба в разные стороны. Пропадает сама возможность регулировки, это исправимо, но об этом позже.

Прижимы ставятся по шаблону, но на не остеклённом изделии, и положение створки меняется под нагрузкой стеклопакета.
Частый недостаток (не дефект) при сборке изделия, смещение импоста.
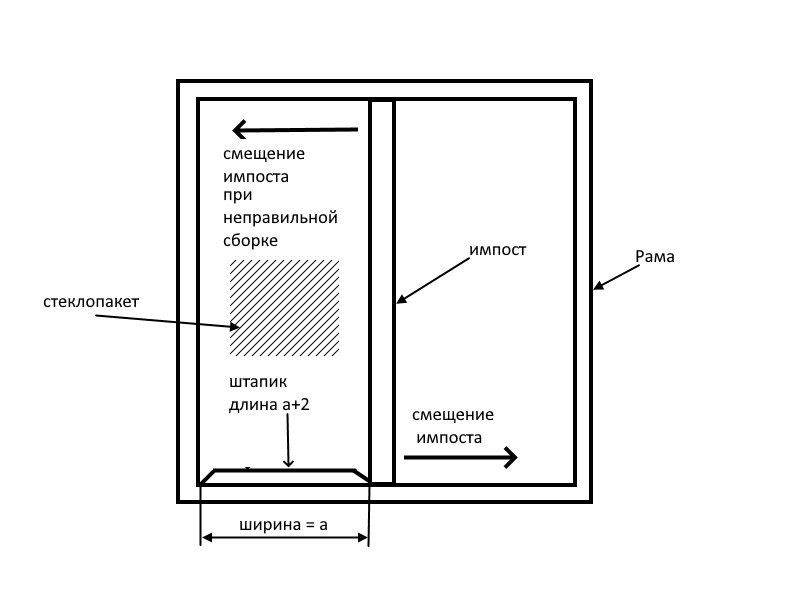
При смещении импоста ± 1 мм обычно проблем не возникает, но в случае, когда импост дополнительно смещается из-за того, что штапик для стеклопакета напилен плюсовым размером (на рисунке а+2), то смещение импоста может увеличится до +3 мм, соответственно створка будет задевать. При автоматизированной сборке такие ошибки почти не встречаются. (Пункт списка проверки 2,3)
Неустранимые ошибки производства.
Самая распространенная ошибка, линейные габариты изделий не соответствуют чертежу. Отклонение ±1 мм не критично, но иногда происходит так, что габариты рамы -1 мм, а габариты створки +1 мм, тогда может возникнуть проблема в работе изделия (Пункт списка проверки 2). Данная ошибка чаще всего возникает из-за неправильной работы оборудования на производстве (сбилась настройка пилы, неверная температура сварки, холодный профиль и т. д. причин очень много). Исключением являются не прямоугольные конструкции. Сварка углов происходит вручную, вероятность ошибки очень велика, зачастую притвор в конструкциях далек от ± 8 мм (пункт списка проверки 2,5,8) Створки без прямых углов, так же могут провисать или задевать.
Ещё одна неустранимая ошибка, слишком глубокая зачистка сварных углов. Глубокая зачистка приводит к тому, что в торце изделия появляется отверстие. Глубокая зачистка на лицевой стороне, приводит к тому, что угол выглядит очень не эстетично. При осмотре изделия Заказчиком, это самая распространенная претензия. Виной тому, опять же работа зачистного станка.
Очень редко встречаются поджоги в сварном шве, это результат неправильной работы сварочного станка.

