Книга: Жизнь без проводов. Как изготовить ветроэлектростанцию для электроснабжения дома
Назад: Что нужно, чтобы начать. Механическая часть
Дальше: Изготовление лопастей и установка
Изготовление электрической части ветроэлектростанции
По эскизу изготовлены статоры для альтернатора. Они изображены на фото внизу. Показаны кронштейны с приваренными к ним шпинделями — осями вращения роторов.
Справа виден статор, установленный на ось.

Теперь нужно приступить к процедуре изготовления статора генератора. Для этого нужно намотать все катушки статора. Сначала нужно сделать устройство, чтобы упростить работу.
Оно изготавливается из фанеры толщиной 10 мм, шпильки диаметром 6 мм и длиной 23 сантиметра.
На эскизе ниже показана конструкция. Устройство для намотки катушек необходимо для намотки 9 одинаковых обмоток для генератора. Каждая катушка имеет 65 витков эмалированного провода (2–3 мм).
Устройство для намотки катушек изготовлено из 2 дисков диаметром 10 см. В центре просверлено отверстие 6 мм для крепления на шпильке.
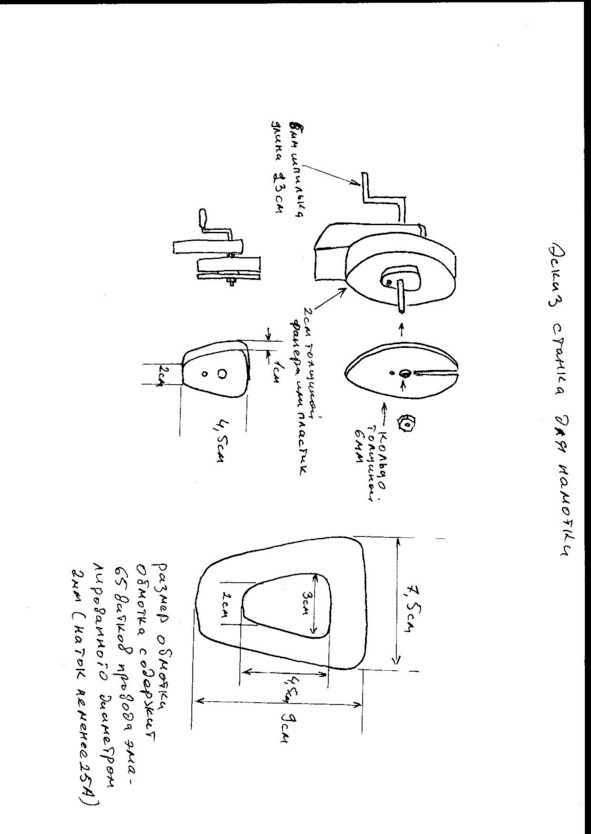
Ось и ручка сделаны из шпильки диаметром 6 мм. Первый, ближний к ручке диск сделан из фанеры, толщиной 6 мм, насажен на шпильку плотно и приклеен.
Средняя часть из материала толщиной 10 мм, торцы центральной части сделаны гладкими, чтобы намотанная обмотка легко снималась с приспособления.
Второй диск сделан с щелью, в который пропускается намоточный провод и выводятся концы провода в начале намотки.
Перед тем как использовать устройство его необходимо смазать, чтобы исключить прилипание и приклеивание провода и для лучшего снятия после намотки.
Второй диск устанавливается на шпильку поверх средней части и крепится гайкой, затем провод пропускается в щель.
Нужно оставить свободный конец около 25 см и потом производится намотка с достаточным усилием. После намотки катушка пропитывается подходящим клеем, чтобы витки надежно склеились друг с другом. Рисунок ниже демонстрирует результат работы.

После того, как будут сделаны 9 обмоток, можно приступить к изготовлению статора. Сначала сделаем форму для статора. Основные параметры этой детали приведены на
рисунке ниже.
Это делается просто — вырезать из куска фанеры или листового пластика, затем жирным маркером отмечаются места под установку катушек — сектора по 40 градусов. Также нужно обвести маркером края заготовки, как показано на фотографии. Линии должны быть достаточно четкими, чтобы их можно было видеть через лист плексигласа или оргстекла.
Красные пятна на фото — это шпаклевка для устранения трещин и вмятин в дереве. Следующий этап нанесение разделительного слоя на основу. Это делается при помощи автомобильной полировочной пасты на основе силикона. Можно заменить мыльным раствором.
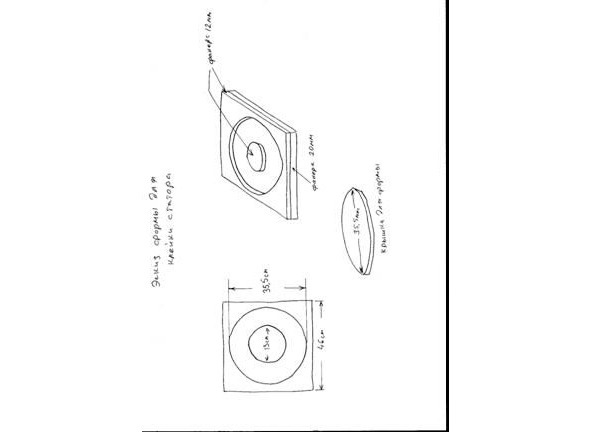
Эскиз формы.
Ниже фотография готовой формы.

Теперь нужно вырезать два кольца из плексигласа, фибергласа или оргстекла соответствующего размера для усиления статора.

Заливка формы.

Кольцо имеет 35,5 см наружного диаметра и 13,0 см внутреннего диаметра. Используется каждое из этих колец с обеих сторон катушек для усиления конструкции.
Нужно удалить лишний разделительный слой с формы. Затем нужно взять немного полистирольной смолы, либо клея на ее основе, можно использовать любой подходящее связующее. Нужно поместить немного смолы на дно формы, затем кольцо из оргстекла и на него нанести еще смолы. Работать со смолой нужно в резиновых перчатках. Кольцо полностью смазывается смолой. Кольцо, намоченное в смоле, сохраняет некоторую прозрачность, это необходимо, для того чтобы были видны места под установку катушек, отмеченные маркером на дне формы.

Далее — укладка готовых катушек и заливка смолой.
Фотография показывает катушки помещенные на кольце из оргстекла. Нужно расположить их очень плотно друг к другу, причём необходимо разместить катушки как можно ближе к центру статора, для того чтобы магнитный поток вращающихся магнитов проходил через всю площадь занимаемую обмотками.
Проводники от обмоток нужно вывести наружу в определенном порядке. Каждая катушка имеет начало — внутренний проводник и конец — внешний. Теперь нужно добавить еще смолы и талька или другого наполнителя и перемешать их в соотношении 1 к 1. Он добавляет прочность в смеси, которой покрывают катушки сверху и затем закрывают оставшимся кольцом из оргстекла.
Теперь всю конструкцию следует накрыть крышкой и прижать сверху грузом, оставить в таком состоянии на ночь. Статор готов. Теперь нужно закрепить его на кронштейне между двумя дисками с магнитами. На следующем фото показаны 3 ротора с наклеенными магнитами.

Внизу — готовые роторы.

На фотографии — 3 готовых статора, очищенных от смолы после того, как их вытащили из основы. Ниже видны готовые собранные конструкции поворотных узлов, готовых к монтажу. Катушки залиты смолой между двумя кольцами огрстекла.


Далее видно, как статор установлен на шпинделе ветроколеса и отцентрован. Так как статор имеет 35,5 мм в диаметре и каждое из 3 лепестков крепления поворотного устройства — примерно 18 см, края статора оказываются наравне с краями креплений.
В статоре нужно просверлить 3 отверстия диаметром 12 мм для болтов. Сначала статор был закреплен в тисках, а потом, после точного измерения просверлены 3 отверстия, совпадающих с отверстиями в лепестках крепления. Важно при этом не повредить проводники катушек. Если катушка будет повреждена нужно будет статор делать снова.

Теперь статор готов, осталось соединить концы катушек. Еще необходимо разместить и приклеить на тормозные диски магниты.
На фотографии показан процесс наклеивания магнитов. В процессе приклеивания не имеет большого значения точность приклеивания магнитов. Самое главное — не забыть: соседние магниты должны быть установлены в определённом порядке, с учётом расположения их полюсов: южный, северный, южный, северный и т. д.
Нужно заметить, что приклеивать лучше по одному магниту, чтобы их взаимодействие не мешало в процессе установки.
Итак мы установили магниты, чередуя полюса, при этом полезно использовать для точности шаблон для того, чтобы выдержать примерно одинаковые расстояния между магнитами. В конструкции, изображенной на фотографиях промежуток равен примерно 9 мм. После того, как магниты установлены через равные промежутки они заливаются быстросохнущим клеем.
После того, клей высохнет, у нас будет готов диск с 12 мощными приклеенными магнитами. Теперь их нужно очистить от излишков клея, пыли. При работе следует сохранять меры предосторожности, так как, если магниты достаточно мощные, сила притяжения между роторами может повредить пальцы.
Теперь нужно из тонкого пластика или картона сделать полосы, которые нужно обернуть и закрепить снаружи и изнутри диска с приклеенными магнитами. После этого следует аккуратно заполнить полости между магнитами эпоксидной, полиэфирной смолой или другим связующим, перемешанной с тальком или другим наполнителем. Верхняя поверхность магнитов должна оставаться чистой. Предварительно поверхности нужно обезжирить.

Ступица автомобильного колеса имеет шпонку, которая держит обод колеса автомобиля. Ее просто выбить ударом молотка.
Внизу показан этот процесс.

Ниже на столе — подготовленные ступицы ротора со шпильками в сборе. После того, как из ступицы была выбита шпонка, ступицы насаживаются на шпильки, диаметром 12 мм, длиной 25 см. Закрутив гайки, нужно оставить 25 мм резьбы для дисков с магнитами и еще одной гайки для крепления диска с противоположной стороны.

Для увеличения прочности соединения, полезно смазать резьбу суперклеем. На этом фото показана насадка нижнего ротора с магнитами. Так как магниты притягивают ступицу со шпильками, лучше выполнять эту работу вдвоем.

Работу нужно выполнять очень деликатно, чтобы не испортить резьбу. После установки нужно закрутить диска снаружи пятью гайками намертво.

На фото — один из дисков с магнитами, установленный на ступицу.

На фотографии — ротор с магнитами, в сборе установленные на шпинделе кронштейна и сверху надет статор.
На этом этапе ротор можно вращать и тем самым еще раз убедиться в правильной центровке. Теперь нужно закрепить 3 болтами статор на лепестках креплений кронштейна и затянуть гайками. Нужно закрепить так, чтобы вращающийся ротор и статор имели между собой минимальный и постоянный промежуток. Теперь имеется ротор с закрепленным статором на кронштейне и наступает этап соединения выводов катушек и проверки статора. Естественно, выходная мощность с одним ротором будет меньше расчетной, но зато это поможет проверить фазы ротора и его работоспособность. Нужно скрутить выводы катушек и желательно обжечь их с помощью газовой горелки. Нужно нагреть выводы, пока не обгорит эмаль и зачистить шкуркой.
На следующем рисунке показан порядок соединения выводов катушек. Так как имеется 9 катушек и требуется получить 3 фазы, то катушки должны быть соединены в 3 группы. На первом этапе необходимо соединить выводы катушек, по выводу от каждой из 3 штук. Каждый вывод катушки имеет начало и конец. Каждая фаза имеет 3 катушки и производит сдвиг фазы 120 градусов.

Статор закреплён прочно на лепестках, расстояние между статором и нижним диском с магнитами — минимально. Схема соединений обмоток — внизу.
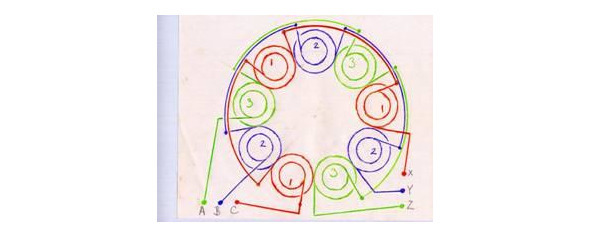
Нужно взять начало-вывод одной катушки и соединить с концом следующей, а начало следующей с концом катушки, которая идет третьей. Соединенные выводы — это выводы статора. Как только все будет соединено, можно проверить фазы с помощью вольтметра. Раскручивая немного ротор, легко увидеть, что даже с одним магнитным диском получается около 10 вольт. На рисунке выводы обозначены как A,B,C и X,Y,Z. Поскольку нужен 12 вольтовый генератор, выводы нужно соединить X и A, Z и B, C и Y. Лучше использовать стандартные разъемы или клипсы для присоединения фаз статора. В данной конструкции используются для крепления латунные болты и медные прижимная шайба с гайкой. Это делает довольно легким присоединение выводов.
Теперь для проверки фаз нужно вращать рукой магнитный диск и измерить напряжения попарно между двумя выводами фаз.
Вольтметр будет показывать около 10 вольт. Указанное выше соединение выводов называется соединение «треугольником», чтобы получить 24 вольта нужно использовать соединение «звездой». В этом случае нужно просто соединить ABC, а X,Y,Z будут выводами фаз. Это дает напряжение фаз в 1,7 раз больше и это более подходит для систем с выходным напряжением на 24 вольта. Трудно сказать какая система лучше — 12 вольт или 24 вольт. Но для 24 вольтовой потребуется провода меньшего диаметра, так как рабочая сила тока генератора будет меньше.

На фото изображен статор, подсоединенный к вольтметру, видны 3 болта, используемых для присоединения фаз.
Следует покрыть эпоксидной смолой выводы фаз вместе с контактными болтами, чтобы исключить вибрацию и разрыв контакта.
Теперь нужно подготовить второй магнитный ротор. На втором диске еще нет магнитов, поэтому его проще держать.
Нужно сначала перевернуть диск обратной стороной, чтобы магнитная сила второго диска не мешала и сравнить совпадают ли отверстия со шпильками для крепления. Обычно при сборке шпильки несколько уходят в сторону, но это не страшно и не мешает последующей установке ротора. Измеряя расстояние от одной точки на статоре нужно как можно лучше совместить ступицу со шпильками. В процессе выравнивания нужно совместить шпильки с отверстиями на втором роторе. Совместив, нужно насадить второй ротор на шпильки, как показано на фото.

Как только ступица со шпильками собрана, нужно определить зазор и зафиксировать его гайками на шпильках, чтобы закрепить внешний ротор с магнитами на некотором расстоянии от статора.
Чем ближе к обмоткам катушек статора будет вращаться ротор с магнитами, тем больший магнитный поток будет проходить сквозь обмотки и тем выше КПД ветрогенератора. Позже ротор будет жёстко закреплён сверху гайками.
Нужно расположить ротор так, чтобы расстояние до поверхности магнитов было одинаковым по всей окружности вращения. Сначала нужно точно измерить расстояние между статором и роторами.
Измерив, установить второй ротор, попробовать его вращать. При установке нужно соблюдать осторожность, чтобы на повредить пальцы, так как первый ротор будет взаимодействовать со вторым своей магнитной силой. Используемые неодимовые магниты очень мощные, можно прижать пальцы к статору и повредить их.
Ротор должен вращаться свободно и плавно. Теперь его нужно снять. На следующем этапе нужно сделать отметки для приклеивания магнитов на роторе. Это важная операция и её нужно выполнить очень аккуратно. Каждый северный полюс на одном роторе должен находиться напротив южного на другом.
Рисунок ниже демонстрирует порядок размещения магнитов на роторах. Размечать лучше для пары магнитов сразу, это позволит выполнить работу точнее. Отметки нужно делать краской или жирным маркером, чтобы они не стерлись впоследствии.
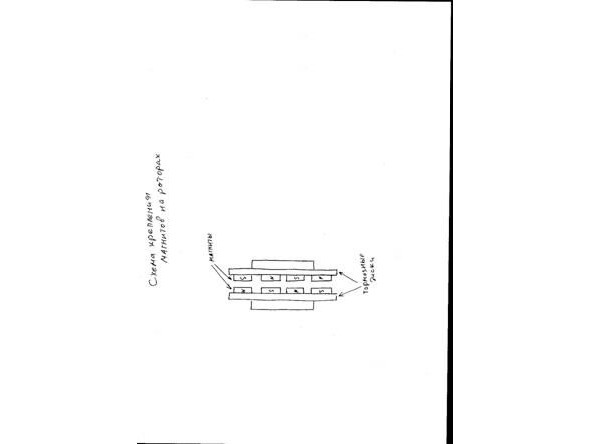
На эскизе на противоположных дисках установлены магниты разными полюсами. Южный полюс одного магнита напротив северного другого.
По отмеченным местам теперь нужно разместить и наклеить магниты так же, как это было проделано ранее. Следующий этап — подготовка для монтажа второго диска.
Как описано выше, второй ротор с магнитами устанавливается с зазором, выставленным с помощью промежуточных гаек.
Они позволяют его отрегулировать и выдерживать зазор постоянным при вращении. Нужно все проверить очень тщательно. Допустимо только небольшое колебание между роторами и статором.
Если зазор велик, то ротор нужно снять и отрегулировать снова зазор гайками. Также, если ранее центровка роторов была проведена неточно, то это также приведет к большим колебаниям относительно оси статора, что может снизить эффективность работы ветрогенератора. Таким образом нужно дважды и, даже, трижды проверить зазор перед установкой второго диска.
На фото внизу показан собранный генератор, в основном, готовый.
Установка второго диска, описанная выше, может быть покажется сложной, но возможны и другие варианты, зависящие от имеющихся навыков, инструментов и времени. Притяжение между магнитами очень велико и, поэтому, следует быть осторожным при монтаже. Сила взаимодействия между магнитами очень велика. Нужно, аккуратно удерживая верхний диск совместить отмеченные отверстия как можно точнее со шпильками на ступице. Затем быстро опустить вниз ротор на ступицу так, чтобы он зафиксировался над ступицой. Это достаточно трудоемкая задача, учитывая силу взаимодействия неодимовых магнитов с металлом. Поэтому, если ротор не будет сразу установлен правильно на ступице, эту операцию придется выполнить снова.
Можно упростить задачу, если выточить ступицу из нержавеющей стали, но это приведёт к значительному удорожанию конструкции.
Если ротор установлен с небольшим перекосом, нужно провернуть его вокруг оси, чтобы он занял более точное положение. Теперь нужно медленно и осторожно опускать ротор вниз, он будет притянут на гайки, ограничивающие его положение, относительно статора. Желательно использовать на этом этапе вспомогательные инструменты и приспособления, например, съемники.
Это очень важно, так как если ротор встанет неправильно, без съемника снять его будет невозможно. После этого можно попробовать вращать ротор.
Если при вращении диска расстояние относительно статора сильно колеблется, то это устраняется регулировкой нижних гаек.
После такой балансировки следует зафиксировать положение ротора верхними гайками. Обычно на этом этапе особых проблем не возникает. Зазор между статором и диском — около 1,5 мм. Следующий шаг — проверка выходной мощности альтернатора. При скорости вращения 60 об/мин, между фазами должно появляться 6 вольт переменного тока.
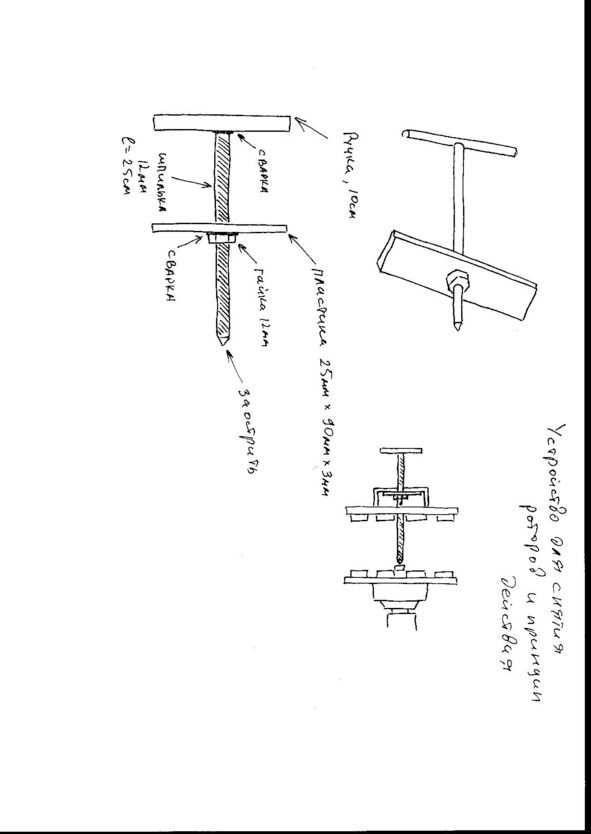
На эскизе вверху показан самодельный съемник, который использовался при установке диска. Конструкция, конечно, не является совершенной, но позволяет довольно легко, если потребуется удалить верхний диск от нижнего на достаточное расстояние, чтобы можно было снять верхний диск рукой.
Фото установки диска.

На фотографии внизу изображен вырез в трубе для флюгерного устройства, которое ограничивает складывание системы при сильном ветре.
Вырез усилен сварочным швом. Он позволит хвосту флюгера вращаться вокруг оси и складываться при сильном ветре, при этом должен отклоняться только на небольшой угол, в зависимости от положения оси лопастей. Чтобы определить положение и размеры этого выреза, нужно сначала приварить короткую дюймовую трубу к трубе флюгера и отметить максимальное положение, относительно оси вращения лопастей со статором. То есть, труба флюгера в предельной позиции не должна задеть другие узлы генератора. Теперь верните трубу флюгера в нормальное рабочее положение и сделайте отметки пределов складывания на трубе и далее сделать вырезы по отметкам.
На практике не все получается идеально, впоследствии может потребоваться дополнительная регулировка крайних положений складывания. В ряде случаев, легче удлинить хвост флюгера, чем снимать всю конструкцию заново, вырезать и переделывать вырез трубы.
Внизу — вырез — ограничитель в трубе флюгера.

На фото — три готовые собранные ветрогенератора, пока без лопастей.

Собранные ветроэлектростанции, почти полностью готовы, остается сделать перо флюгера, лопасти и покрасить.
Перо флюгера будет установлено на стальные пластины крепления, шириной 25 мм, толщиной 3мм, приваренных к трубе флюгера. Труба флюгера — 20 мм диаметром, 1,5 м длиной. Сама деталь сделана из 10 мм фанеры и имеет площадь около 0,5 кв. м.
Готовое перо флюгера — на фото снизу. Тут, кстати, очень удачно показана вся конструкция ветроэлектростанции.

Так выглядит ветроэлектростанция после зачистки и окраски.


