Книга: Полная энциклопедия домашнего мастера. Строительство. Электричество. Водоснабжение. Утепление. Гидроизоляция. Сварочные работы
Назад: Технология ручной дуговой сварки
Дальше: Техника безопасности при дуговой сварке
Электродуговая резка металлов
Интенсивный нагрев металла электрической дугой успешно используют в технике не только для сварки, но и для резки металла. Применяются следующие способы дуговой резки: ручная дуговая резка неплавящимся и плавящимся электродами, используемыми при сварке; воздушно-дуговая резка; кислородно-дуговая резка; резка сжатой дугой.
При дуговой резке неплавящимся электродом применяют угольные и графитовые электроды на переменном или постоянном токе прямой полярности («—» на электроде) при силе тока 400–800 А.
Этот способ имеет ограниченное применение, используется в основном при разделке крупногабаритного металлического лома, разборке старых металлоконструкций, прожигании отверстий или выжигании заклепок. В то же время резка обеспечивается за счет выплавления металла из зоны реза, а не за счет его сгорания в струе кислорода, как при газовой резке. Поэтому благодаря высокой температуре нагрева могут разрезаться материалы, не подвергающиеся кислородной резке (чугун, высоколегированные стали, цветные металлы). Для этого способа характерны весьма малая точность и чистота реза: разрез получается широким с очень неровными кромками. Несколько лучшие результаты дают электроды прямоугольного сечения.
При дуговой сварке плавящимся электродом (рис. 6.22) рез получается более чистый и узкий, чем предыдущим способом. Суть метода заключается в том, что металл в месте реза проплавляют электрической дугой методом опирания. Силу тока при резке металлическим электродом принимают на 20–30 % больше, чем при сварке электродами такого же диаметра. Металлическим электродом можно резать чугун, коррозионно-стойкие стали и цветные металлы, которые не поддаются обычной кислородной резке.
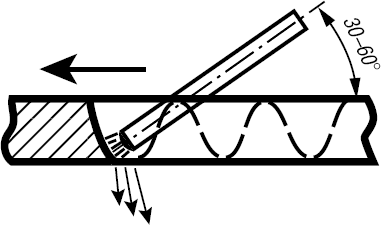
Рис. 6.22. Схема ручной дуговой резки металла плавящимся электродом
При дуговой резке в быту часто пользуются обычными сварочными электродами, однако лучше использовать специализированные электроды с покрытиями, способствующими улучшению процесса резки. Такие покрытия повышают устойчивость дуги, замедляют плавление стержня электрода, изолируют его от стенок реза и ускоряют резку благодаря окислению расплавленного металла компонентами покрытия. Металлические электроды для резки изготавливают из проволоки марок Св-08 или Св-08А по ГОСТ 2246–70 ∅ 3–12 мм и длиной не более 250–300 мм. Толщина слоя покрытия 1–1,5 мм на сторону. Сила тока выбирается примерно из расчета 55–65 А на 1 мм диаметра электрода.
Недостатки этого способа – низкая производительность и плохое качество реза, который характеризуется большими неровностями и натеками металла с обратной стороны.
При воздушно-дуговой и кислородно-дуговой резке металл расплавляется теплом электрической дуги, а затем выдувается из зоны реза сжатым воздухом или струей кислорода. При этом небольшая часть металла сгорает в кислороде. Этот способ применяют для удаления дефектных мест под заварку и разделительной резки листов из нержавеющей стали толщиной до 20 мм. Резку проводят на постоянном токе угольным (графитовым) электродом с помощью специальных резаков. Подача сжатого воздуха обычно боковая под давлением 0,4–0,5 МПа. Струя кислорода подается к месту реза параллельно угольному или графитовому электроду, иногда применяют специальные плавящиеся трубчатые электроды с подачей кислорода через внутреннее отверстие.
Резка плазменной струей основана на расплавлении металла в месте реза и его выдувании потоком плазмы. Плазменную струю используют для резки металла толщиной от долей до десятков миллиметров. Благодаря высокой температуре и большой кинетической энергии плазменной струи такой резке подвергаются практически все металлы.

