Книга: Сварочные работы. Практический справочник
Назад: Техника газовой сварки
Дальше: Технология кислородной резки
Особенности сварки различных материалов
Газовая сварка может быть применена для сваривания различных материалов.
1. Сварка легированной стали. В ее состав входят титан, молибден, хром, никель и др. От присутствия тех или иных легирующих компонентов зависят особенности газовой сварки этого материала.
Горючим газом для хромоникелевой стали является ацетилен (заменитель использовать нельзя). Сварка осуществляется с обязательным применением специальных флюсов. Толщина изделий может быть не более 2 мм. Готовое изделие следует подвергнуть термической обработке.
Поскольку хромистая сталь подвержена закалке на воздухе, что чревато образованием трещин, при сварке необходимо замедлить остывание сварного шва, для чего готовое изделие продолжают нагревать после завершения сварки.
Высокохромистую сталь не рекомендуют сваривать газовой сваркой, поскольку из-за содержания хрома (более 15 %) усиливается зернистость сварного шва.
Сталь, содержащую молибден, как и хромистую, советуют нагревать перед сваркой (до 300 °C) и после ее окончания.
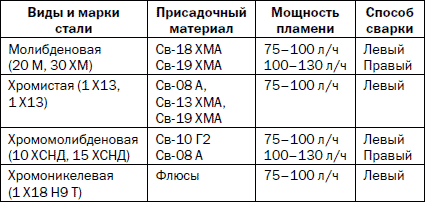
Особенности газовой сварки легированной стали представлены в табл. 43.
Таблица 43. РЕКОМЕНДАЦИИ ПО ГАЗОВОЙ СВАРКЕ ЛЕГИРОВАННОЙ СТАЛИ
2. Сварка углеродистой стали имеет свои особенности, в частности высокоуглеродистую сталь газовой сварке не подвергают. При сварке среднеуглеродистой стали важно в точности придерживаться температурного режима, а в качестве горючего газа используется только ацетилен. Для газовой сварки низкоуглеродистой стали толщиной до 5 мм флюсы не применяют; используют смесь ацетилена с кислородом; готовое изделие проковывают и постепенно охлаждают; содержание углерода в применяемых присадках должно быть меньше, чем в основном металле.
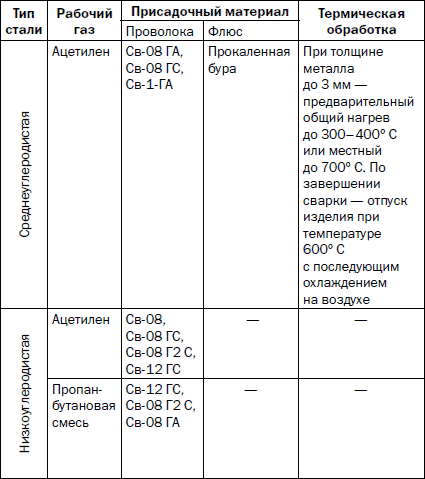
Режимы газовой сварки данного материала наглядно представлены в табл. 44.
Таблица 44. ПРИМЕРНЫЕ РЕЖИМЫ ДЛЯ ГАЗОВОЙ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
3. Сварка чугуна. Есть несколько разновидностей чугуна, которые в той или иной степени поддаются газовой сварке (белый варится плохо, ковкий – хорошо). Газовая сварка чугуна представлена тремя разновидностями:
– с латунным припоем, для осуществления которой требуется доведение температуры материала до 700 °C. При этом применяют ацетилен или пропан-бутановую смесь;
– высокотемпературной, которая предполагает фиксацию детали и предварительный ее подогрев (за 5 минут до сварки) до 400 или 700 °C в зависимости от размера. Применение флюсов является обязательным. Рекомендуется накладывать нижние швы. Сварку ведут нормальным пламенем мощностью примерно 100 л/ч на 1 мм толщины изделия. После сварки металл нагревают с расстояния 50 мм в течение 1 минуты, а потом постепенно охлаждают, накрыв асбестом;
– холодной, при которой кромки подготавливают механическим или термическим способом. Топливо – смесь ацетилена с кислородом или заменители ацетилена. При сварке поддерживают нормальное пламя.
Номера и состав флюсов, используемых при сварке чугуна:
– № 1 – плавленая бура (100 %);
– № 2 – прокаленная бура (100 %);
– № 3 – техническая бура (100 %);
– № 4 – прокаленная бура (56 %), углекислый калий и углекислый натрий (по 22 %);
– № 5 – углекислый натрий (50 %), техническая бура (50 %);
– № 6 – натриевая селитра (50 %), углекислый натрий (27 %), плавленая бура (23 %).
4. Сварка меди. Медь при сваривании склонна к сильному окислению, что делает шов недостаточно прочным. Это диктует применение при газовой сварке флюсов, которые предотвращают образование различных дефектов. Состав некоторых флюсов:
– № 1 – прокаленная бура (100 %);
– № 2 – борная кислота (100 %);
– № 3 – прокаленная бура (50 %), борная кислота (50 %);
– № 4 – прокаленная бура (75 %), борная кислота (25 %);
– № 5 – прокаленная бура (50 %), борная кислота (35 %), фосфорный калий (15 %) и др.
При газовой сварке меди необходимо соблюдать следующие условия:
– придерживаться определенного порядка при осуществлении технических операций (зачистить кромки, собрать детали под углом в 10° к горизонтали), зафиксировать элементы конструкции, выполнить прихватки;
– накладывать однослойные швы;
– ограничиваться угловыми и стыковыми соединениями (при сваривании деталей) и в кромку (при ремонте);
– готовый шов подвергать проварке;
– осуществлять сварку на высокой скорости, чтобы уменьшить время контакта пламени и меди;
– применять наконечник на 1–2 размера больше, чем при сварке стали.
5. Сварка бронзы. Газовая сварка применима только к оловянной бронзе (БрАМ, БрОЦ, БрОЦС). Перед сваркой кромки очищают металлической щеткой, после чего V-образно разделывают их под углом в 70–90°. Сварку предпочтительнее вести в нижнем положении. В качестве топлива подходят ацетилен, пропан, бутан и пропан-бутановая смесь. При сварке обязательны обработка кромок и присадки флюсом (БрОЦ, БрОФ).
Температуру детали доводят до 300 °C. Горелку держат под прямым углом к поверхности металла, расплавляя кромки и присадку. Пламя горелки размещают на расстоянии 10 мм от жидкого металла сварочной ванны, которую перемешивают присадочным прутком и вводят флюс. По окончании сварки проводят термообработку изделия.
Назад: Техника газовой сварки
Дальше: Технология кислородной резки

