Книга: Сварочные работы. Практический справочник
Назад: Техника дуговой сварки
Дальше: Сварка различных материалов
Высокопроизводительные способы сварки
Для повышения производительности ручной дуговой сварки разработано несколько способов.
1. Один из них называется сваркой с глубоким проплавлением (благодаря такому методу производительность труда возрастает примерно на 50–70 %), в основу которого положено уменьшение объема наплавленного металла на единицу длины сварного шва. Чтобы добиться этого, применяют электрод с увеличенной толщиной покрытия. Поскольку его стержень расплавляется быстрее, чем покрытие, то последнее образует своеобразный «чехольчик», опираясь на который сварщик перемещает электрод вдоль шва, причем совершать колебательные движения не требуется. При сварке электрод надо наклонять к линии шва под углом в 70–80° (рис. 76). В процессе сварки расплавленный металл под давлением газов стремится в сторону, противоположную движению электрода, и формирует валик шва. Одновременно с этим основной металл открывается и оказывается под непосредственным воздействием сварочной дуги.
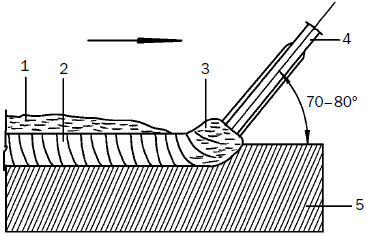
Рис. 76. Положение электрода при сварке с глубоким проплавлением (стрелкой указано направление сварки): 1 – шлак; 2 – металл шва; 3 – сварной шов; 4 – электрод; 5 – основной металл
Для образования узкого шва необходимо увеличить нажим на электрод в направлении сварки, а для получения широкого шва – ослабить его.
Глубина проплавления основного металла возрастает за счет короткой дуги и значительной концентрации теплоты. При этом «чехольчик» препятствует разбрызгиванию металла и снижает его потери на угар. Сварочный ток повышают на 4060 %, что тоже способствует увеличению глубины проплавления (с каждыми 50 А глубина провара увеличивается на 1 мм).
2. Повышает производительность сварочных работ применение одновременно двух или нескольких электродов. Сдвоенный электрод образуют два стержня длиной 450 мм, изготовленные из электродной проволоки. Их складывают вместе и наносят общий слой покрытия, вес которого должен составлять 25 % от веса стержней. Приемы сварки не отличаются от тех, что ведутся одиночным электродом (это касается и сварочного тока, который может быть как постоянным, так и переменным). Основная разница заключаются в том, что:
– сдвоенный электрод держат так, чтобы оси его стержней попадали в плоскость оси шва;
– электродержатель должен поддерживать контакт с обоими стержнями электрода;
– шов располагают под небольшим углом (5-10°);
– рабочий ведет сварку по направлению к себе и наклоняет электрод под углом в 60–70° к поверхности металла.
Сварка сдвоенными электродами обладает следующими преимуществами:
– позволяет работать при повышенном токе, благодаря чему объем наплавленного металла и производительность труда возрастают на 50–80 %;
– время полезного горения дуги увеличивается вдвое, поскольку можно сказать, что работа ведется электродом длиной 900 мм. Следовательно, время на смену электрода сокращается в 2 раза;
– снижаются потери металла (при сварке одиночным электродом они составляют 20–25 %, а при сдвоенном – 8-10 %);
– условия труда улучшаются, потому что при стабильном горении сварочной дуги электрод не перегревается, а жидкий металл меньше разбрызгивается;
– за один проход можно сварить металл толщиной до 12 мм.
Количество электродов можно увеличить. В этом случае сварку осуществляют пучком электродов, которые складывают и прихватывают в точке контакта с электродержателем, вследствие чего одновременно все электроды обеспечиваются током (хотя корневой шов следует накладывать одиночным электродом). Благодаря такой работе производительность сварки повышается примерно в 2 раза, а расход электроэнергии снижается приблизительно на 2030 %.
Ориентировочные режимы работы увеличенным количеством электродов представлены в табл. 23.
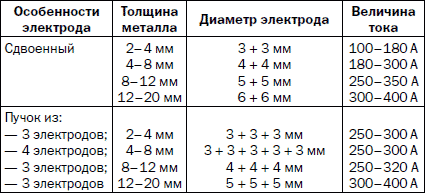
Таблица 23. РЕЖИМЫ РУЧНОЙ ДУГОВОЙ СВАРКИ НЕСКОЛЬКИМИ ЭЛЕКТРОДАМИ
3. В ряде случаев, в частности при выполнении швов со значительным объемом наплавленного металла (например, при заварке дефектов стального литья, наплавке и др.), применяют сварку трехфазной дугой (рис. 77).
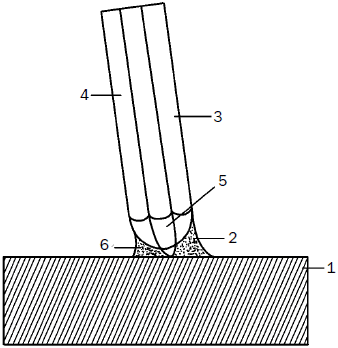
Рис. 77. Схема горения сварочных дуг при сварке трехфазной дугой: 1 – основной металл; 2, 6 – дуга между электродом и металлом; 3, 4 – электрод; 5 – дуга между электродами
Суть данного способа заключается в том, что к двум электродам и основному металлу подключается переменный ток одновременно от трех фаз источника тока (две фазы к электродержателю, одна – к основному металлу). Это означает, что возбуждаются три сварочные дуги: две между электродами и металлом, а третья – между электродами. Благодаря такому способу сварки увеличиваются количество выделяющейся теплоты, скорость плавления электродов и производительность труда (в 2–3 раза).
В совокупности это означает, что за 1 час горения трехфазной дуги и при использовании электродов диаметром 6 мм количество наплавленного металла во время работы может составить 8 кг.
Понятно, что для такой сварки необходимы особые электроды (рис. 78).
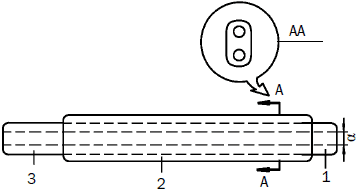
Рис. 78. Конструктивная схема двухстержневого электрода для сварки трехфазной дугой: 1 – электрод; 2 – общее покрытие; 3 – зачищенный конец
Расстояние между электродами определяется диаметром стержня (табл. 24).
Таблица 24. СООТНОШЕНИЕ ДИАМЕТРА СТЕРЖНЕЙ ЭЛЕКТРОДОВ И РАССТОЯНИЯ МЕЖДУ НИМИ
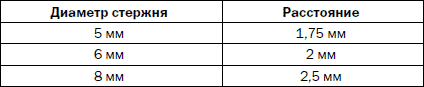
Трехфазной дугой выполняют стыковые и тавровые соединения в нижнем положении и под углом в 45°. Тавровое соединение предпочтительнее варить «в лодочку». Чтобы увеличить глубину провара и предотвратить пористость шва, необходимо, чтобы конец электрода касался основного металла кромкой козырька покрытия, появляющегося при плавлении. При сварке в нижнем положении величина сварочного тока составляет 200–220 и 280–320 А при диаметре электрода 5 и 6 мм соответственно.
Режимы сварки стыковых соединений наглядно представлены в табл. 25.
Таблица 25. РЕЖИМЫ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТРЕХФАЗНОЙ

1. Также повышает производительность сварка наклонным и лежачим электродами (рис. 79).
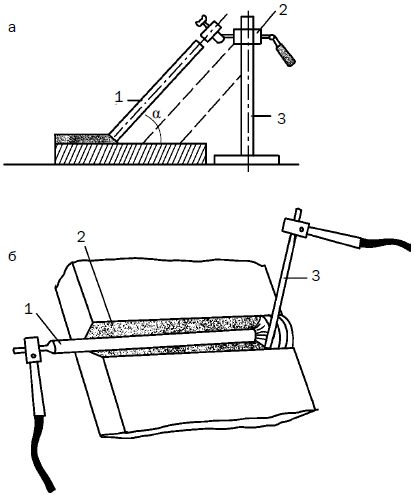
Рис. 79. Способы сварки: а – наклонным электродом: 1 – электрод; 2 – обойма; 3 – штанга; б – лежачим электродом: 1, 3 – электроды; 2 – разделка шва
В первом случае электрод устанавливают в штангу с подвижной обоймой, в ней его наклонно фиксируют и подводят через нее ток. При плавлении он будет опускаться вниз, совершая параллельные самому себе движения и сохраняя угол наклона. Одновременно с ним по штанге будет скользить и обойма. Для возбуждения дуги используют вспомогательный, например угольный, электрод. При сварке электрод опирается на основной металл козырьком, который образует плавящееся покрытие, благодаря чему поддерживается стабильное горение дуги.
Чем больше угол наклона электрода относительно изделия, тем шире наплавленный валик. Для получения уширенного валика применяют не один электрод, а гребенку из 3–5 штук. Величину тока увеличивают на 50–70 % по сравнению с обычной ручной сваркой.
Для электрода диаметром 6-10 мм угол наклона должен составлять 25–30° (при меньшем качество шва резко падает, а потери на разбрызгивание металла возрастают). Длина электрода составляет 1200 мм. Ток пропускают из расчета 40 А на 1 мм диаметра электрода.
Такой способ показал особую эффективность при выполнении коротких швов.
Во втором в разделку укладывают толстопокрытый электрод (1,5–3 мм). Дугу возбуждают вспомогательным электродом. Она горит под слоем покрытия и перемещается по длине электрода (которая составляет не более 1200 мм, чтобы не допускать перегрева) по мере того, как он плавится.
Если осуществляется многослойная сварка, то в шов можно заложить несколько электродов (рис. 80), причем каждый из них будет работать от отдельного источника питания.
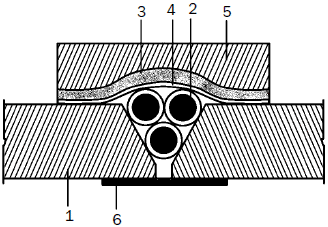
Рис. 80. Многослойная сварка несколькими лежачими электродами: 1 – основной металл; 2 – электроды; 3 – медная накладка; 4 – бумага; 5 – стальная накладка; 6 – подкладка
Для сварки наклонными и лежачими электродами используют специальные электроды марок ОЗС-12, ОЗС-17 Н, ОЗС-15 Н и диаметром 4, 5 и 6 мм.
Назад: Техника дуговой сварки
Дальше: Сварка различных материалов

