Книга: Сварочные работы. Практический справочник
Назад: Типы сварных швов и соединений
Дальше: Контроль качества сварного шва
Дефекты сварных соединений
Несоответствие сварного соединения техническим требованиям, изложенным в нормативной документации, называется дефектом. ГОСТы регламентируют все необходимые параметры (конструктивные размеры, форму сварного шва, его прочность, пластичность, геометричность и др.), которые должны быть выдержаны при выполнении сварочных работ.
Однако соединения могут отклоняться от заданных в нормативно-технической документации параметров, что нередко приводит к разрушению как самого сварного шва, так и всей конструкции, что, разумеется, нельзя считать положительным моментом. Чтобы не допускать такого развития событий, необходимо точно знать, какими дефектами могут сопровождаться сварочные работы, каковы их причины и способы предупреждения или устранения.
В сварных соединениях могут возникать различные дефекты. В соответствии с расположением они подразделяются на две большие группы – наружные и внутренние.
К наружным относятся следующие дефекты:
1. Дефекты формы шва (рис. 47), процесс формирования которых непосредственным образом связан с выбранным режимом сварки (прежде всего с величиной, родом и полярностью тока, напряжением дуги и скоростью сварки) и пространственным положением сварного соединения.
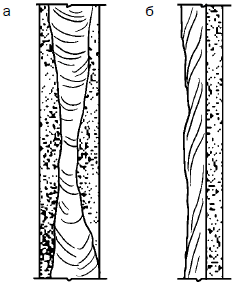
Рис. 47. Дефекты формы шва: а – неравномерная ширина; б – бугры и седловины
Имеют значение также квалификация сварщика (отсутствие или недостаточность которой приводят к наложению неравномерных по ширине швов, образованию бугров и седловин вследствие неравномерности приложенных усилий), неправильное манипулирование электродом и нарушение величины зазора кромок. Все это заканчивается ухудшением прочностных характеристик сварного соединения и образованием внутренних дефектов.
2. Подрезы (углубления) в основном металле, появляющиеся по краям сварного шва (рис. 48).
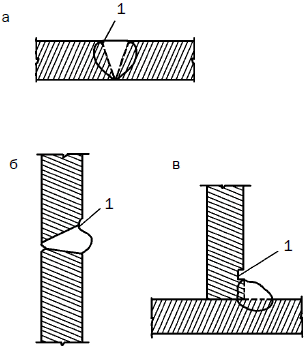
Рис. 48. Подрез сварного шва: а – в стыковом соединении; б – в горизонтальном шве на вертикальной поверхности; в – в угловом шве таврового соединения; 1 – подрез
Их глубина может доходить до нескольких миллиметров. Причины подрезов различны. Например, это могут быть большая сила тока, высокое напряжение, смещение электрода по отношению к оси шва, проблемное пространственное положение, затрудняющее сварку, или низкая квалификация исполнителя работ.
В результате подрезов рабочая толщина металла уменьшается, они становятся очагами концентрации внутренних напряжений, развивающихся при нагрузке, и в процессе эксплуатации изделия или конструкции могут привести к разрушению соединения. Наибольшую опасность представляют подрезы, направленные поперек усилий, которые воздействуют на них в угловых и стыковых швах.
Возникновение подреза зависит от соотношения между скоростью затвердевания (кристаллизации) сварного шва и скоростью заполнения углубления расплавленным металлом. Отсюда следует, что для недопущения или устранения данного дефекта необходимо либо снизить скорость кристаллизации, либо повысить скорость заполнения углубления. Как правило, прибегают к первому варианту, для чего проводят предварительный подогрев свариваемых частей (этот способ работает благодаря улучшению смачиваемости твердого металла жидким за счет имеющейся между ними разности температур) или осуществляют многоэлектродную сварку.
3. Прожоги (рис. 49), т. е. сквозные отверстия в сварном шве, причины появления которых весьма различны.
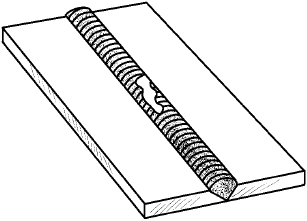
Рис. 49. Прожог в горизонтальном шве
Повышение погонной энергии сварочной дуги приводит к увеличению объема жидкого металла. Если это произошло в результате повышения силы сварочного тока, то одновременно возрастет и давление дуги. Совокупность описанных процессов может привести к тому, что силы гидростатического давления и давления сварочной дуги превысят силу поверхностного натяжения расплавленного металла, который вытечет, образовав прожог.
Причинами прожога могут стать неравномерная скорость сварки, большой зазор между свариваемыми частями, соединение элементов из тонкого металла (это особенно частая причина прожога, так как ширина сварочной ванны становится такой, что превосходит толщину металла), некачественный первый слой в многослойном шве или выполнение вертикального шва в направлении снизу вверх.
4. Поджоги, которые возникают при возбуждении сварочной дуги в непосредственной близости от разделки кромок. Такие дефекты подлежат обязательному удалению, поскольку они превращаются в центры концентрации внутренних напряжений.
5. Наплывы (рис. 50), ставшие следствием ряд таких причин, как увеличенная сила тока в сочетании с длинной сварочной дугой и большой скоростью сварки, чрезмерный наклон сварного шва, выполнение шва в трудном пространственном положении и вертикального шва снизу вверх, ошибки при манипулировании электродом и неопытность сварщика. Они бывают локальными и значительными по длине.
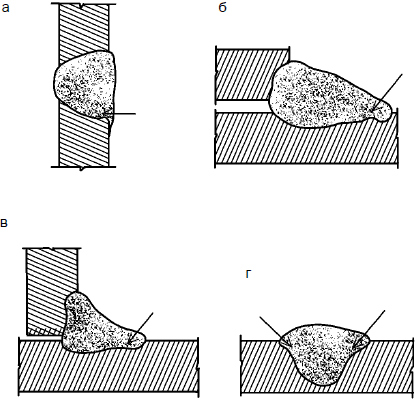
Рис. 50. Наплывы расплавленного металла: а – в горизонтальном шве; б – в нахлесточном соединении; в – в тавровом соединении; г – в стыковом соединении либо при наплавке валиков
6. Незаваренный кратер. Если при окончании сварки дуга неожиданно обрывается, то на металле появляется углубление – кратер. Его размеры определяются силой сварочного тока. Оставленный незаваренным кратер – это источник концентрации внутренних напряжений, которые снижают прочность соединения. Если сварка осуществляется без выводных планок, то кратер надо заварить и оборвать дугу на заваренном участке шва. Нельзя выводить кратер в зону основного металла, поскольку это чревато образованием подреза.
7. Поры (рис. 51), вышедшие на поверхность.
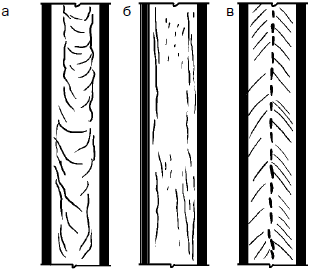
Рис. 51. Пористость металла шва: а – равномерная; б – очаговая; в – в виде цепочки
Их появление объясняется содержанием газов в расплавленном металле. В этот момент их еще можно удалить из сварочной ванны, но если они появились в момент кристаллизации металла шва, то останутся в виде газовых пор. Причинами возникновения пористости являются использование отсыревших электродов, повышенная скорость сварки, длинная дуга, загрязненные кромки разделки и некачественная защита шва при сварке в среде защитных газов.
Равномерные поры – это результат действия постоянных факторов, таких как загрязненность кромок, влажные электроды и неравномерная толщина их покрытия. Одиночные поры – это последствие случайных факторов, в частности скачков напряжения в сети, локальных дефектов в электродном покрытии, случайного увеличения длины дуги.
Очаги (скопления) пор формируются при нарушении режима сварки, применении электродов с некачественным покрытием или загрязненности кромок.
Меры предотвращения пористости содержатся в уже названных причинах, хотя есть и другие. Например, использование обратной полярности при работе на постоянном токе, снижение температуры расплавленного металла сварочной ванны, устранение неметаллических включений в металле и др.
8. Трещины (рис. 52), которые представляют собой наиболее опасные дефекты швов. Они могут быть продольными или поперечными и возникать как в наплавленном, так и в основном металле.
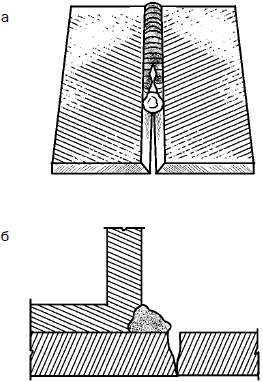
Рис. 52. Трещины: а – в наплавленном металле шва; б – в зоне термического влияния
Трещины образуются, когда в металле формируются напряжения в результате неравномерного нагревания и охлаждения, когда происходят усадка и изменения величины зерен металла и их расположения; когда сварка ведется при низкой температуре; когда соединяются в жестко зафиксированных изделиях или конструкциях конструкционные и легированные стали и пр. Трещины подлежат обязательному устранению: их вырубают и повторно заваривают.
К группе внутренних дефектов относятся следующие:
1. Трещины. Причины их появления и способы ликвидации такие же, что и при образовании и устранении наружных трещин.
2. Непровары корня шва и кромки (рис. 53). Это серьезный дефект, который выглядит как несплавление электродного металла с основным.
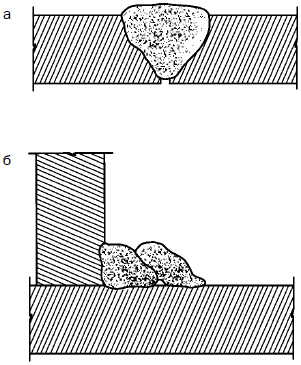
Рис. 53. Непровар: а – корня сварного шва; б – кромки
Помимо того, что в зоне непровара прочность шва резко ухудшается, здесь образуются очаги напряжения, снижающие сопротивляемость шва внешним нагрузкам при эксплуатации изделия или конструкции.
Причины непровара различны, среди них могут быть недостаточный ток, низкая мощность горелки, несоответствующий прогрев металла при ускоренном манипулировании электродом или горелкой, проникновение в шов шлака или пленки окислов, малый угол скоса кромок, некачественная подготовка кромок к сварке.
Как и в предыдущем случае, непровар аккуратно вырубают, после чего снова заваривают дефектный участок, предварительно выяснив причину непровара;
3. Поры, возникающие при поглощении жидким металлом газов, которые не успели полностью выделиться в процессе работы.
Другая причина порообразования – выкрашивание каплевидных включений металла и шлака, поскольку мельчайшие капли металла, покрытые пленкой окислов, попав в сварочную ванну, не сплавляются с металлом шва.
Наличие пор приводит к тому, что шов становится проницаемым и разрушается под воздействием газов и жидкостей. Поры подлежат вырубанию и повторному завариванию, а при газовой сварке – проковке.
4. Шлаковые включения, проникающие в металл при ведении сварки длинной дугой и окислительным пламенем. Как и поры, они негативно отражаются на сечении шва, снижая его прочность.
Назад: Типы сварных швов и соединений
Дальше: Контроль качества сварного шва

