Книга: Сварочные работы. Практическое пособие
Назад: Свойства сварочной дуги
Дальше: Основы газовой (газопламенной) сварки
Оборудование для дуговой сварки
Основным оборудованием для ручной электродуговой сварки являются сварочные аппараты (источники сварочного тока), сварочные электроды, электрододержатели и сварочные кабели, а также защитный щиток со светофильтром. Кроме того, понадобятся защитная одежда, асбестовый лист, а также необходимые слесарные инструменты.
Небольшие по объему сварочные работы удобно проводить на сварочном столе высотой около 0,6 м, изготовленном из листовой стали.
Источники сварочного тока
Источники тока для электросварки разделяются на две большие группы по виду получаемого от них тока: источники переменного тока и источники постоянного тока.
К первым относятся сварочные трансформаторы и резонансные источники сварочного тока. Ко вторым – сварочные выпрямители и сварочные генераторы.
Важнейшие свойства как сварочной дуги, так и источников сварочного тока описывают их вольт-амперные характеристики (ВАХ), которые показывают зависимость между установившимися значениями тока и напряжения дуги и могут быть падающими, жесткими и возрастающими (рис. 17, а). ВАХ имеет три области.
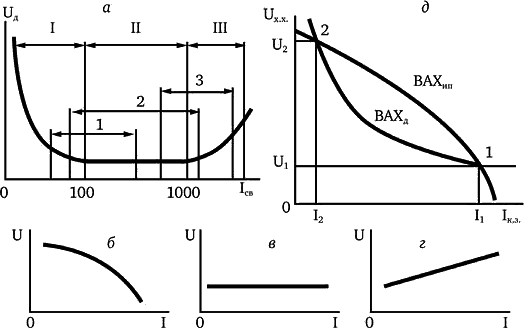
Рис. 17. Вольт-амперные характеристики процесса дуговой сварки:
а – статическая характеристика сварочной дуги (I – участок падающей характеристики; II – участок жесткой характеристики; III – участок возрастающей характеристики; 1, 2, 3 – участки характеристики при различных способах сварки); ВАХ источников питания сварочной дуги (б – падающая; в – жесткая; г – возрастающая); д – совмещенные ВАХ источника питания и сварочной дуги (ВАХип – ВАХ источника питания; ВАХд – ВАХ дуги; Ux.x. – напряжение холостого хода; Iкз – ток короткого замыкания)
Первая область (I) характеризуется резким падением напряжения Uд на дуге с увеличением тока сварки Iсв. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
Во второй области (II) характеристики увеличение тока сварки не вызывает изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Ее положение на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
В третьей области (III) с увеличением сварочного тока возрастает напряжение на дуге. Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Устойчивое горение сварочной дуги возможно только в том случае, когда ее источник питания поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Для стабильного горения сварочной дуги необходимо равенство между напряжениями и токами дуги (Uд и Iд) и источника питания (Uип и Iип). Участки 1, 2, 3 характеристики (рис. 17, а) соответствуют статическим характеристикам источников питания (рис. 17, б – г), применяемых при различных способах сварки:
● 1 (падающая) – ручная дуговая сварка штучными электродами;
● 2 (жесткая) – автоматическая, полуавтоматическая сварка под флюсом, электрошлаковая сварка толстой электродной проволокой диаметром более 2,5 мм на малых и средних плотностях тока;
● 3 (возрастающая) – сварка под флюсом и в среде защитных газов тонкой электродной проволокой на больших плотностях тока.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической ВАХ сварочной дуги на статическую ВАХ источника питания (называемую также внешней характеристикой источника питания). При этом напряжение и ток источника питания и дуги совпадают в точках 1 и 2 (рис. 17, д). Устойчивому горению сварочной дуги соответствует только точка 1.
При уменьшении тока дуги напряжение источника станет больше напряжения на дуге, так как на характеристике источника питания рабочая точка сместится влево, избыток напряжения источника питания приведет к увеличению тока дуги, т. е. к возврату процесса в точку 1. Если ток дуги увеличится, то напряжение источника снизится согласно внешней характеристике источника питания и станет меньше напряжения дуги, ток дуги уменьшится, режим дуги восстановится.
Точка 2 соответствует неустойчивому горению дуги, так как случайное изменение тока дуги происходит вплоть до обрыва дуги или до тех пор, пока ток не достигнет значения, соответствующего значению тока в точке 1 устойчивого горения дуги. Поэтому устойчивое горение дуги поддерживается только в той точке пересечения характеристик источника и дуги, где внешняя характеристика источника питания является более круто падающей, чем статическая характеристика дуги.
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания. При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока.
Высокую устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги обеспечивают также повышенное напряжение холостого хода, ограниченный ток короткого замыкания. Ограничение этого тока очень важно, так как при переходе капли расплавленного металла электрода на изделие возможно короткое замыкание. При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2–1,5 раза.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.
Значения тока и напряжения на дуге в процессе сварки непрерывно меняются. Капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги. Происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Такие изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
Виды сварочных аппаратов
Сварочное оборудование бывает нескольких видов: генераторы (агрегаты), трансформаторы, полуавтоматы, сварочные выпрямители, инверторы. Каждый из этих аппаратов обладает плюсами и минусами.
Сварочными генераторами называют сложные электромеханические устройства, которые сами вырабатывают электричество и поэтому могут использоваться на неэлектрифицированных объектах: в строящемся доме, гараже, на только что купленном дачном участке. Главный их недостаток – большие размеры, огромный вес и трудоемкость обслуживания. К тому же они весьма недешевы.
Сварочные трансформаторы переменного тока, пожалуй, наиболее простые, недорогие и распространенные из всех видов сварочных аппаратов. Как и большинство остальных бытовых сварочных аппаратов, они используют плавящиеся электроды.
Применяются такие сварочные аппараты, как правило, для сварки низколегированных сталей. Качественно изготовленный трансформатор исключительно надежен и не требует специального обслуживания. Но сварка на переменном токе отличается невысоким качеством и требует определенных навыков от сварщика. Регулировка силы тока довольно неудобна – осуществляется перемещением сердечника рассеяния, отведением обмоток на первичной стороне либо с помощью магнитного усилителя (трансдуктора).
Это, в свою очередь, увеличивает и утяжеляет сварочные трансформаторы, и без того обладающие немалыми габаритами и весом.
Косвенно судить о ВАХ сварочного аппарата можно по паспортным данным. А именно, зная напряжения холостого хода и номинальное, а также номинальный (рабочий) ток и ток короткого замыкания, можно достаточно точно оценить ее крутизну. При неудовлетворительных параметрах крутизну ВАХ можно увеличить включением в сварочную цепь балластного сопротивления, но все же лучше, если аппарат в этом не нуждается.
Сварочныевыпрямители представляют собой те же трансформаторы переменного тока, оснащенные выпрямительным блоком и иногда регулирующим устройством. Более сложное устройство потребляет больше электроэнергии и намного тяжелее. Зато постоянный ток обеспечивает более качественную и комфортную работу. Достоинствами сварочных выпрямителей являются, кроме того, возможность сваривать не только черные, но и цветные металлы и сплавы, а также меньшая стоимость по сравнению с более сложными аппаратами.
Иногда полученный на выходе выпрямителя ток имеет слишком большой коэффициент пульсации и плохо поддерживает дугу на постоянном токе. Тогда применяют еще и сглаживающий дроссель, а он по массе может быть сравним с трансформатором (самой тяжелой частью).
Сварочные полуавтоматы тоже выполнены на базе трансформаторов. Их особенностью является то, что сварка осуществляется не электродами, а специальной проволокой в газовой среде (обычно применяется аргон или углекислый газ). Есть модели, которые позволяют работать и без газа, для чего используется специальная флюсовая проволока. Такие аппараты позволяют варить сталь, в том числе нержавейку, а также алюминий. Свариваемый металл определяет материал проволоки и используемый газ: для железа лучше всего подойдет углекислый газ, для алюминия – аргон.
Сварочная проволока по шлангу автоматически подается в сварочную горелку, обеспечивая ровный, хорошо защищенный от коррозии шов. Такая сварка получила широкое распространение в ремонте автомобилей. Недостатками полуавтоматов можно считать большой вес и габариты, высокую цену и сложную конструкцию, включающую роликовый механизм подачи проволоки. Кроме того, для сварки требуется наличие баллона с газом. Номинальный срок службы сварочных полуавтоматов – 5 лет со сменой сварочной горелки через каждые полгода.
Сварочные инверторы, пожалуй, наиболее популярная сегодня категория сварочных аппаратов. Принцип работы инвертора таков: переменный ток от потребительской сети частотой 50 Гц выпрямляется и сглаживается фильтром. Полученный постоянный ток преобразуется инвертором снова в переменный, но уже высокой частоты (до 100 кГц). Затем высокое переменное напряжение высокой частоты понижается до 70–90 В, а сила тока соответственно повышается до необходимых для сварки 100–200 А. Высокая частота сварочного тока позволяет добиться значительных преимуществ сварочного инвертора перед другими источниками питания сварочной дуги: малых габаритов и веса, высокого КПД источника питания (порядка 90 %). Дуга в данном случае получается очень устойчивой, сварной шов выходит гораздо ровнее, чем у моделей трансформаторного типа.
Современные инверторы, наряду с постоянным током, выдают также переменный ток, причем как синусоидальными, так и прямоугольными импульсами. Электроды, например, с исключительно основным покрытием, которые не позволяют вести сварку синусоидальным переменным током, успешно расплавляются при подаче прямоугольного переменного тока. Такая необходимость может возникнуть при наличии неблагоприятных условий дутья.
Электронное управление инвертором позволяет за микросекунды подрегулировать параметры сварочного тока, ограничить ток короткого замыкания и улучшить cos ϕ. Если, например, напряжение электрической дуги из-за большой капли, образовавшейся на электроде, становится слишком коротким и падает ниже 8 В, сила тока автоматически повышается. Это может помочь электрической дуге освободиться и не погаснуть. Такая функция особенно важна при сварке электродами c целлюлозным, а также с основным покрытием.
Простые сварочные трансформаторы подключаются к одно– или двухфазной потребительской электросети, более мощные аппараты – трехфазно ко всем трем фазам сети трехфазного тока. В последнем случае можно получить весьма равномерный ток без большой пульсации. Однородность тока особенно важна при сварке основными электродами и сварке металлических сплавов, например никелевых.
Ширину электрической дуги, а значит, и ее жесткость можно плавно изменять регулируемым дросселем. Более жесткая дуга требуется, например, при наличии неблагоприятных условий дутья.
За надежным зажиганием дуги и достаточным прогревом на еще холодном основном материале в начале сварки следит функция «Горячий пуск» (Hotstart). Зажигание при этом производится с повышенной силой тока.
Функция Antistick препятствует прокаливанию электрода, когда зажигание заканчивается неудачей и электрод прилипает к изделию. Если после зажигания не происходит нарастания напряжения, ток немедленно снижается до нескольких ампер. После этого электрод можно легко отделить от металла.
Есть у инверторов и недостатки: прежде всего высокая стоимость по сравнению с другими типами сварочных аппаратов, а также требовательность к качеству питания – при скачках или просадках напряжения, что в нашей действительности случается довольно часто, инвертор может быстро выйти из строя. Эти аппараты боятся пыли, поэтому производители рекомендуют хотя бы два раза в год чистить аппарат изнутри. Инверторы не любят мороза, и при температуре ниже –15 °C их эксплуатация не всегда возможна. Ремонтопригодность такого оборудования весьма низкая – сложная электронная схема не поддастся неспециалисту, настройка ее требует специального измерительного оборудования, а стоимость ремонта в мастерской составит как минимум треть цены всего аппарата. Особенно страдают подобным поведением недорогие инверторы родом из азиатских стран. Более надежные аппараты солидных торговых марок стоят существенно дороже. И еще одна особенность: длина каждого из сварочных кабелей инвертора не должна превышать 2,5 метра.
При выборе того или иного аппарата следует учитывать также следующие соображения.
Все сварочные аппараты обладают такой характеристикой, как ПВ – продолжительность включения, или ПН – процент времени непрерывной работы при определенном токе. Это показатель времени непрерывного горения дуги, которое может обеспечить конкретная модель сварочного оборудования в течение условного 10-минутного цикла. Например, в паспорте указано, что для тока 160 А ПВ = 30 %. Это означает, что аппарат будет работать 3 минуты (10 мин Ч 30 %), а на 7 минут придется сделать перерыв. Поэтому не следует покупать аппарат с номинальным током 120 А и ПВ, равной 20 %, который перегреется через один-два электрода. К тому же многие производители занижают условия измерений, например понижают температуру окружающей среды или берут пятиминутный интервал. В результате аппарат либо не обеспечивает нужный ток, либо работает с перегрузкой, перегревается и выходит из строя. Всегда необходимо иметь запас по току (мощности), поэтому оптимальные параметры аппарата для большинства бытовых работ – 160 А и ПВ не менее 40 %. Если необходимо работать длительное время, нужно приобретать сварочный аппарат с еще более высокой ПВ.
Большинство моделей сварочных аппаратов работают при напряжении в пределах 220 В ± 10 %, т. е. от 198 до 242 В. Некоторые модели устойчиво работают при падении напряжения до 20 % (176 В). Это имеет большое значение для районов с пониженным напряжением в сети. Кроме того, следует уточнить электропитание на территории, где предстоит работать: однофазное (220 В) или трехфазное (380 В).
В частном секторе соседи, у которых подвод электричества чаще всего осуществляется разными фазами, могут скооперироваться и приобрести трехфазный сварочный источник. Плата за электроэнергию и нагрузка на сеть в этом случае будут распределяться поровну, качество сварки возрастет, а специально подключать трехфазное электроснабжение (что весьма хлопотно и недешево) при этом не нужно.
В зависимости от вида и толщины металла, с которым придется работать, определяются вид и мощность сварочного аппарата (и, соответственно, его стоимость). Если предстоит работать на высоте, постоянно перемещать сварочный аппарат, лучше всего приобретать компактные переносные модели: ими можно пользоваться и в квартире, и на даче, и в гараже. Если все это не важно, лучше выбрать аппарат с большим количеством возможностей.
Электроды для дуговой сварки
Для ручной дуговой сварки сталей широко применяются плавящиеся металлические электроды в виде стержней длиной до 450 мм из сварочной проволоки с нанесенным на них слоем покрытия. Один из концов электрода на 20–30 мм освобожден от покрытия для зажатия его в электрододержателе с надежностью электрического контакта. Торец другого конца очищен от покрытия для возможности возбуждения дуги посредством касания изделия в начале процесса сварки.
В покрытие электрода входят следующие компоненты:
● газообразующие – неорганические вещества (мрамор СаСО3, магнезит МgСО3) и органические вещества (крахмал, декстрин);
● ионизующие или стабилизирующие – различные соединения, в состав которых входят калий, натрий, кальций (мел, полевой шпат, гранит и др.);
● шлакообразующие, составляющие основу покрытия, – обычно руды (марганцевая, титановая), минералы (ильменитовый и рутиловый концентраты, полевой шпат, кремнезем, гранит, плавиковый шпат и др.);
● легирующие элементы и элементы-раскислители – кремний, марганец, титан и др., используемые в виде сплавов этих элементов с железом, так называемые ферросплавы;
● связующие компоненты – водные растворы силикатов натрия и калия, называемые жидким стеклом.
Для повышения производительности сварки в покрытия добавляют железный порошок до 60 % массы покрытия.
По виду покрытия различают электроды с кислым покрытием (А), основным (Б), целлюлозным (Ц), рутиловым (Р) и смешанного вида. Электроды с покрытием смешанного вида имеют соответствующее двойное условное обозначение: кисло-рутиловое – АР, рутилово-основное – РБ, рутилово-целлюлозное – РЦ. Прочие виды покрытия обозначаются буквой П. При наличии в составе покрытия железного порошка в количестве более 20 % к обозначению вида покрытия электродов следует добавлять букву Ж.
Кислые покрытия (электроды АНО-2, СМ-5 и др.) состоят в основном из оксидов железа и марганца (руды), кремнезема, ферромарганца. Они технологичны, однако наличие оксидов марганца делает их токсичными.
Основные покрытия, имеющие в качестве основы фтористый кальций и карбонат кальция (электроды УОНИИ-13/45, ОЗС-2, ДСК-50 и др.), не содержат оксидов железа и марганца. Сварку электродами с основным покрытием осуществляют на постоянном токе и обратной полярности. Вследствие малой склонности металла к образованию кристаллизационных и холодных трещин электроды с этим покрытием используют для сварки больших сечений.
Рутиловые покрытия (электроды АНО-3, АНО-4, ОЗС-3, ОЗС-4, ОЗС-6 и др.) имеют в своем составе преобладающее количество рутила ТiO2. Такие покрытия менее других вредны для дыхательных органов сварщика. Для шлаковой и газовой защиты в покрытия этого типа вводят соответствующие минеральные и органические компоненты. При сварке на постоянном и переменном токе разбрызгивание металла незначительно. Устойчивость горения дуги, формирование швов во всех пространственных положениях хорошее.
Целлюлозные покрытия (электроды ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.) имеют в качестве основы целлюлозу, муку, органические смолы, ферросплавы, тальк или другие органические составы, создающие газовую защиту дуги и образующие при плавлении тонкий шлак. Эти покрытия удобны для сварки в любом положении в пространстве, но дают наплавленный металл пониженной пластичности. Электроды с целлюлозным покрытием применяют, как правило, для сварки стали малой толщины.
По толщине покрытия в зависимости от отношения диаметра электрода D к диаметру стального стержня d различают электроды:
● с тонким покрытием (D/d≤1,20) – М;
● со средним покрытием (1,20<D/d≤1,45) – C;
● с толстым покрытием (1,45<D/d≤1,80) – Д;
● с особо толстым покрытием (D/d>1,80) – Г.
Различают электроды для сварки переменным и постоянным током прямой и обратной полярности. Покрытые электроды выпускают диаметром металлического стержня от 1,6 до 12 мм и длиной от 150 до 450 мм. Условное обозначение типа электрода расшифровывается следующим образом: буква Э – электрод, стоящее за ней число – временное сопротивление на разрыв металла шва (так, электроды типа Э46 марок ОЗС-4, АНО-3 должны обеспечить временное сопротивление не менее 451 МПа (46 кгс/мм2)). Буквы и цифры, входящие в обозначение типов покрытых электродов для сварки легированных сталей, показывают примерный химический состав наплавленного металла (Э-09Х1МФ, Э-12Х13). Для каждого типа покрытых электродов разработана одна или несколько марок, характеризуемых маркой сварочной проволоки, составом покрытия, химическим составом и свойствами металла шва и др.
Кроме плавящихся покрытых электродов для ручной дуговой и механизированной видов сварки в защитных газах, применяют неплавящиеся вольфрамовые, реже угольные и графитовые электроды. Эти электроды служат для возбуждения и поддержания горения дуги. Для повышения устойчивости горения дуги и стойкости вольфрамовых электродов в них вводят 1,5–3 % активирующих присадок (двуокиси тория, окисей лантана и иттрия), повышающих эмиссионную способность электрода.
Вольфрамовые электроды выпускают в виде прутков диаметром 0,5; 1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0 и 10,0 мм. В зависимости от химического состава электроды изготавливают следующих марок: ЭВЧ – из вольфрама чистого, ЭВЛ – из вольфрама с присадкой оксида лантана, ЭВИ – из вольфрама с присадкой оксида иттрия, ЭВТ – оксида тория. Цифры в марке вольфрамового электрода указывают количество активирующей присадки в десятых долях процента. Угольные и графитовые электроды (стержни) изготавливают из электротехнического угля или синтетического графита диаметром от 4 до 18 мм и длиной от 250 до 700 миллиметров.
Условные обозначения электродовдля ручной дуговойсварки. Согласно ГОСТ 9466–75, условное обозначение электродов для дуговой сварки и наплавки сталей представляет собой длинную дробь, например:

В числителе записан тип электрода Э46А, его марка УОНИИ-13/45, диаметр 3,0 мм и группа из двух букв и цифры УД2. Типы электродов для ручной дуговой сварки углеродистых, низколегированных, конструкционных и других сталей обозначаются буквой Э, затем следуют цифры, указывающие прочностную характеристику наплавленного металла. Так, первая группа (Э46) говорит о том, что электроды этого типа обеспечивают минимальное временное сопротивление 460 МПа. Иными словами, она показывает, какую нагрузку сможет узел выдержать после сварки данным электродом, а именно – 46 кг на 1 мм2.
Если в обозначении после цифр стоит буква А, значит, этот тип электрода обеспечивает более высокие пластические свойства наплавленного металла. Для сварки вышеуказанных сталей предусмотрены 14 типов электродов (табл. 1), в которых определены основные механические свойства и содержание вредных примесей (серы и фосфора).
Первая буква последней группы числителя (У) указывает назначение электрода (т. е. для сварки углеродистых и низколегированных сталей, см. ниже), вторая (Д) – толщину покрытия (см. выше), цифра (2) – группу электродов по качеству изготовления.
Шифр буквы назначения электродов:
У – для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву σB < 600 МПа (60 кгс/мм2);
Л – для сварки легированных конструкционных сталей с σB > 600 МПа (60 кгс/мм2);
Т – для сварки легированных теплоустойчивых сталей;
В – для сварки высоколегированных сталей с особыми свойствами;
Н – для наплавки поверхностных слоев с особыми свойствами.
По качеству электроды делят на три группы 1, 2 и 3, где требования возрастают от группы 1 к группе 3.
В знаменателе приведены буква Е (электрод), группа индексов 412(5), указывающих характеристики наплавленного металла и металла шва (по ГОСТ 9467–75, ГОСТ 10051–75 или ГОСТ 10052–75) и группа из одной буквы и двух цифр (Б10). Буква Б обозначает вид покрытия, первая цифра (1) – допустимые пространственные положения при сварке, вторая цифра (0) – требование к электропитанию дуги.
Допустимые пространственные положения при сварке или наплавке обозначают следующим образом:
1 – для всех положений;
2 – для всех положений, кроме вертикального сверху вниз;
3 – для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх;
4 – только нижнее и нижнее «в лодочку».
По роду и полярности применяемого при сварке или наплавке тока, а также по номинальному напряжению холостого хода источника переменного тока частотой 50 Гц электроды подразделяются в соответствии с табл. 2.
Одному и тому же типу электродов могут соответствовать несколько марок, например: электродам типа Э46 соответствуют марки АНО-4, МР-3 и др.; электродам типа Э42А соответствуют марки УОНИИ-13/45 и СМ-11 (табл. 3).
Такое полное условное обозначение должно быть указано на этикетках или при маркировке коробок, пачек и ящиков с электродами. Во всех видах документации дается сокращенное условное обозначение электродов, которое должно состоять из марки, диаметра, группы электродов и обозначения стандарта (ГОСТ 9466–75).
Маркировка импортных электродов
Согласно DIN EN 499, у электродов для сваривания нелегированных сталей существуют покрытия следующих типов: A – кислое, C – целлюлозное, R – рутиловое, RR – толстое рутиловое, RC – рутилово-целлюлозное, RA – рутилово-кислое, RB – рутиловое основное, B – основное.
При этом следует различать основные и смешанные типы покрытий. Используемые как условные обозначения буквы происходят от английских терминов. Здесь буква C = cellulose (целлюлоза), A = acid (кислый), R = rutile (рутил), B = basic (основной).
В Германии основную роль играет рутил. Покрытие стержневых электродов может быть тонким, средним и толстым. Поскольку покрытие рутиловых электродов может быть любой толщины, для электродов с толстым покрытием было введено отдельное обозначение RR.
У легированных и высоколегированных электродов такого разнообразия покрытий нет. У стержневых электродов для сваривания нержавеющих сталей, которые регламентированы в DIN EN 1600, различают, к примеру, электроды с рутиловым и основным покрытием, как и у электродов для сваривания жаропрочных сталей (DIN EN 1599), однако и в этом случае среди рутиловых электродов есть смешанные рутилово-основные типы, что, впрочем, никак не проявляется в обозначениях. Это относится, например, к электродам, имеющим лучшие свойства при проведении сварочных работ в стесненных условиях.
Стержневые электроды для сваривания высокопрочных сталей (DIN EN 757) выпускаются только с основным покрытием.
Свои обозначения в маркировке электродов нашли даже рекомендуемые позиции при сварке (рис. 18). Для сварки вертикальных швов сверху вниз электроды имеют маркировку PG, в противоположном направлении – PF. Сварка сверху в вертикальной позиции – РА, в горизонтальной – РВ. Сварка снизу в вертикальной позиции – РЕ, в горизонтальной – PD.
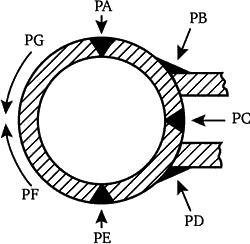
Рис. 18. Рекомендуемые позиции при ручной сварке стержневыми электродами согласно ISO 6947
Согласно DIN EN 499, существуют и указания относительно минимальных значений предела текучести, прочности при растяжении и вязкости металла шва и относительно сварочных характеристик. Например, короткое условное обозначение E 46 3 B 42 H5 содержит следующую информацию: стержневой электрод для ручной сварки (Е) обладает пределом текучести не менее 460 Н/мм2, прочностью при растяжении 530–680 Н/мм2 и минимальным удлинением 20 % (группа цифр 46 согласно табл. 4). Работа развития трещины, равная 47 Дж, достигается при температуре –30 °C (показатель 3 согласно табл. 5). Покрытие электрода основное (В). Первая цифра в пятой группе (42) указывает на вывод и предпочтительный вид тока (согласно табл. 6), вторая цифра в этой группе обозначает разрешенные положения при сварке (табл. 7). Приведенный в качестве примера электрод обладает выводом от 105 до 125 % и сваривается только при постоянном токе (4) в любых положениях, кроме вертикального сверху вниз (2). Содержание водорода в металле шва составляет менее 5 мл/100 г металла шва. На это указывает последняя группа (Н5). Нормированы также показатели Н10 и Н15 с соответствующим содержанием водорода. Если металл шва, кроме марганца, содержит и другие легирующие элементы, указание на них содержится перед показателем типа покрытия с обозначением химического элемента и, возможно, с указанием на процентное содержание (например, 1Ni).
Похожие системы обозначений существуют для высокопрочных электродов (DIN EN 757), жаропрочных электродов (DIN EN 1599) и нержавеющих электродов (DIN EN 1600). У жаропрочных и нержавеющих электродов с основным материалом, помимо характеристик прочности, должны совпадать и характеристики жаропрочности, и антикоррозионные свойства металла шва. Поэтому в этих случаях действует правило, согласно которому для получения требуемых характеристик легирование металла шва должно быть как можно ближе к легированию основного материала либо несколько выше.
Характеристика, классификация и назначение сварочной проволоки
Для дуговой и газовой сварки, металлических конструкций, для наплавки и изготовления электродов применяется сварочная проволока сплошного сечения, выпускаемая по ГОСТ 2246–70. В соответствии с этими нормами промышленность выпускает проволоку трех групп: низкоуглеродистую, легированную и высоколегированную. Стандартный ассортимент насчитывает 77 марок сварочной проволоки диаметром от 0,3 до 12 мм. Проволоку диаметром от 2 до 6 мм применяют для автоматической и полуавтоматической сварки под флюсом. Проволоку диаметром от 1,6 до 12 мм используют для изготовления стержней электродов. Проволока диаметром от 0,3 до 1,6 мм предназначается в основном для автоматической и полуавтоматической сварки в защитном газе.
Обозначение марок проволоки состоит из сочетания букв и цифр.
Индекс Св означает, что проволока сварочная. Следующие за индексом две цифры указывают среднее содержание в проволоке углерода в сотых долях процента. В остальном маркировка стальной сварочной проволоки соответствует маркировке сталей, где буквы указывают на содержание в проволоке легирующих элементов, а цифры – содержание этих элементов в процентах. Если цифры после буквенного обозначения легирующего элемента отсутствуют, это означает, что данного элемента в материале проволоки содержится менее 1 %. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки свидетельствует о повышенной чистоте металла с точки зрения содержания серы и фосфора. Двойная буква А указывает на пониженное содержание серы и фосфора по сравнению с предыдущей проволокой. Буква Г указывает на содержание марганца, буква С – на содержание кремния, буква Х – на содержание хрома и т. д. После обозначения марки стали через дефис могут быть написаны следующие заглавные буквы: Э – проволока для изготовления электродов; О – омедненная проволока; ВД – полученная вакуумно-дуговым переплавом, Ш – электрошлаковой выплавкой, ВИ – вакуумно-индукционным способом.
Сварочная проволока поставляется в кассетах или намотанной на катушки. Масса одного мотка или бухты проволоки обычно не превышает 80 кг. Внутренний диаметр катушек и бухт проволоки, в зависимости от ее диаметра, может составлять 100–400 миллиметров.
По виду поверхности проволока производится неомедненной и омедненной. Толщина медного покрытия – 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и других загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметру.
Химический состав проволоки оказывает большое влияние на качество сварного соединения. Поэтому марку сварочной проволоки выбирают в соответствии с химическим составом свариваемой стали. Так, для низкоуглеродистых и большинства низколегированных сталей применяют низкоуглеродистые (Св-08, Св-08А), марганцевые (Св-08ГА, Св-10ГА, Св-10Г2), кремнемарганцевые (Св-08ГС, Св-08Г2С, Св-12ГС) проволоки и др.
Для сварки высоколегированных сталей применяют специальные проволоки, легированные хромом, никелем, ванадием, молибденом, титаном, ниобием и т. д. Кроме того, для сварки таких сталей могут применяться проволоки, изготавливаемые по иным стандартам или техническим условиям.
Для сварки конструкций из углеродистых и низколегированных сталей в углекислом газе и его смесях, кроме проволоки, выпускаемой по ГОСТ 2246–70, применяют сварочную проволоку сплошного сечения, микролегированную редкоземельными металлами (РЗМ).
Проволока с РЗМ выпускается диаметром 2,0; 1,6; 1,4 и 1,2 мм. Углерода в ней содержится 0,11–0,17 %; марганца 1,5–1,9; кремния 0,7–1,1 и редкоземельных металлов около 0,03 %. Проволоку с РЗМ применяют наравне со стандартной проволокой для сварки в углекислом газе. Ею варят на постоянном токе прямой полярности («—» на электроде).
По сравнению с проволокой Св-08Г2С проволока с РЗМ имеет следующие преимущества:
● облегченное зажигание дуги и повышенная стабильность ее горения;
● возможность работы на повышенных плотностях тока;
● снижен уровень потерь металла на разбрызгивание;
● брызги практически не прилипают к изделию, поэтому не требуется последующая очистка, отпадает необходимость в нанесении на поверхность металла защитных средств, предотвращающих привариваемость брызг к свариваемой конструкции.
Использование повышенных плотностей тока дает возможность работать с такой проволокой на форсированных режимах и без ухудшения формирования шва получать хорошие механические свойства сварного соединения. Однако при сварке проволокой с РЗМ несколько возрастает излучение дуги в ультрафиолетовом диапазоне, а также количество озона в воздухе.
Для электродуговой наплавки выпускается стальная проволока диаметром 0,3–5,0 мм, которая поставляется свернутой в мотки с внутренним диаметром 150–700 мм и массой 1,5–30,0 кг. Ее обозначение начинается не с индекса «Св», а с индекса «Н». По химическому составу наплавочная проволока делится на несколько групп:
● проволока из углеродистой стали выпускается 8 марок: Нп-30; Нп-40; Нп-50; Нп-65; Нп-80; Нн-40Г; Нп-50Г и Нп-65Г;
● проволока из легированных сталей выпускается марок: Нп-30ХГСА, Нп-30Х5, Нп-5ХНМ, Нп-50ХФА и др.;
● проволока из высоколегированной стали выпускается марок: Нп-ЗХ13, Нп-45Х4ВЗФ, Нп-60ХЗВ10Ф, Нп-Х20Н80Т и др.
Марку проволоки выбирают в зависимости от требуемых механических свойств и химического состава наплавленного металла.
Кроме сплошной проволоки, для сварки и наплавки применяют порошковую проволоку, ленточные сплошные и порошковые присадочные материалы. Технические условия на наплавочную порошковую проволоку регламентируются ГОСТ 26101–84, а на порошковую проволоку для дуговой сварки углеродистых и низколегированных сталей – ГОСТ 26271–84. Порошковая проволока может иметь либо трубчатое, либо специальной формы сечение, увеличивающее коэффициент наплавки проволоки. Изготавливают ее путем непрерывного сворачивания низкоуглеродистой стальной ленты толщиной 0,2–1,0 мм и шириной 8–20 мм в трубку с одновременным заполнением этой трубки смесью мелко измельченных легирующих шлако– и газообразующих компонентов (шихтой).
Кроме трубчатой порошковой проволоки, в соответствии с ГОСТ 26467–85 выпускают порошковую ленту, использование которой многократно повышает производительность наплавочных работ. Наплавка и сварка порошковой проволокой может выполняться под слоем флюса, в углекислом газе или открытой дугой. Порошковая проволока для сварки под флюсом состоит из стальной оболочки и легирующего наполнителя, в котором количество шлако– и газообразующих компонентов сокращено, и применяется для сварки и наплавки высоколегированных сталей и сплавов.
Такая проволока маркируется буквами ПП с указанием стали, для наплавки которой она разработана. Например, ПП-Х10ВЦ, ПП-Х42ВФ.
Порошковая проволока для сварки в среде углекислого газа в наполнителе имеет сокращенное количество газообразующих компонентов. Сердечник такой проволоки в основном рутилового или рутил-флюоритного состава.
Проволока позволяет выполнять швы в нижнем и наклонном положениях. Порошковая проволока для сварки в среде углекислого газа выпускается марок: ПП-АН8, ПП-АН10, ПП-АН12, ПП-АН9 и др.
Самозащитная порошковая проволока имеет относительно небольшой коэффициент наплавки, пригодна для сварки горизонтальных, вертикальных швов и для сварки в нижнем и наклонном положениях. Сердечник такой проволоки рутил-органический или карбонат-флюоритный. Самозащитная проволока изготавливается марок: ПП-АНЗ, ПП-АН7, ПП-АН11, ЭПС-15/2, ЭПС-15М, СП-2, ППВ-5 и др.
Держатели электрода и сварочные кабели
Электрододержатели при ручной дуговой сварке используются для фиксации электрода и подвода к нему питания от одного из полюсов источника тока через сварочный кабель. Другой полюс соединяется с изделием с помощью кабеля массы и зажима кабеля массы.
В зависимости от используемых диаметра электрода и силы тока выпускаются держатели различных размеров. Они также различаются по способу фиксации и делятся на рычажные, пружинные, винтовые, пассатижные и др. В большинстве электрододержателей электрод можно закрепить в трех положениях относительно продольной оси рукоятки: 0°, 60° и 90°.
Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные («прищепки»), известные у нас как электрододержатели серий ЭП и ЭД (рис. 19). К их основным преимуществам можно отнести удобство эксплуатации, крепкое удержание электрода, полное отсутствие неизолированных зон токосъемника. Держатель-прищепка очень популярен, поэтому его используют многие профессиональные сварщики по всему миру. Эти электрододержатели выдерживают без ремонта от 8000 до 10 000 зажимов. Время замены электрода не превышает 3–4 с. «Прищепки» изготавливают нескольких типов в соответствии с ГОСТ 14651–78. Каждый тип рассчитан на использование при определенных сварочных токах номиналом от 125 до 500 А.
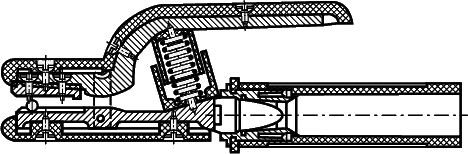
Рис. 19. Электрододержатель серии ЭП
Если вы купили новый сварочный аппарат, то в комплекте с ним обязательно должен быть заводской электрододержатель. Пользоваться, безусловно, нужно им. Широко известные у нас «вилки-трезубцы» использовать не стоит – они давно запрещены во всем мире.
Электрододержатели присоединяются к многожильному медному проводу – сварочному кабелю – марок КОГ (кабель особо гибкий) или КГ (кабель гибкий). Кабель следует подбирать в соответствии с характеристикой сварочного тока аппарата. Маркировка кабеля производится в соответствии с его сечением, количеством жил и диаметром.
Для бытового сварочного оборудования обычно используют кабели КГ 1 × 16, предназначенные для работы при токе 160 А, и с маркировкой КГ 1 × 25, для силы тока 250 А.
При использовании полупрофессиональных агрегатов с током до 350 А следует выбирать кабель с маркировкой КГ 1 × 35. Для оборудования с силой тока до 500 А применяют кабель с маркировкой не менее КГ 1 × 50.
Полная номенклатура сечения различных кабелей, расчетная масса и вольтаж представлены в специализированных каталогах, в которых можно предельно точно выбрать необходимые параметры кабеля по расчетным данным и ориентировочной силе тока.
В общем случае при токах до 300 А сечения сварочных проводов выбирают из расчета плотности тока до 5 А/мм2. Например, для номинального тока сварки 250 А сечение сварочного кабеля S равно 50 мм2, а суммарное сопротивление R прямого и обратного провода должно быть не более 2/250 = 0,008 Ом. Допустимая для заданного сечения общая длина L прямого и обратного провода определяется из простой формулы R=(ρ⋅L)/S.
Для кабеля с медными жилами (ρ = 0,017·10–6 Ом·м) она составит около 24 м, т. е. длина как прямого, так и обратного провода будет равна 12 метрам.
Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи и перегрузку сварочного аппарата.
Токоподводящий «земляной» провод соединяется с изделием специальными зажимами, чаще всего винтовыми струбцинками или зажимами типа «крокодил». Допустимо укладывать свариваемую деталь на металлический стол, надежно подсоединенный к сварочному источнику. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются.
Экипировка сварщика
Для защиты сварщика от искр, брызг металла, механического давления, ожогов, удара электрическим током, ультрафиолетовых и инфракрасных лучей применяют специальные сварочные маски. Для защиты от излучений сварочной дуги в смотровое отверстие маски, кроме обычного стекла, вставляется светофильтр.
Существует несколько разновидностей масок: традиционного типа с фиксированным светофильтром, с подъемным светофильтром, а также маски типа «хамелеон». В первых двух случаях речь идет о так называемых «пассивных» шлемах. В качестве смотрового окна у них используется затемненное стекло, которое либо неподвижно (но тогда сложно разглядеть объект сварки до начала работ), либо откидывается наверх после окончания процесса сварки (материал при этом еще догорает, и смотреть на него без защиты тоже опасно).
«Активные» шлемы типа «хамелеон» автоматически реагируют на импульс света от сварки и изменяют степень своего затемнения, блокируя части светового спектра. Это позволяет нормально контролировать начало сварочного процесса. Источником питания световых фильтров в масках для сварки типа «хамелеон» служат солнечные батареи, а также заменяемые или встроенные литиевые элементы. Некоторые маски-«хамелеоны» оборудованы также респиратором. Это немаловажно, так как дым и газы, возникающие при сварочных работах, содержат вещества, представляющие большую опасность для легких. Правда, стоит такая защита довольно дорого, а в работе не очень удобна из-за солидного веса и приличных габаритов.
Для чистки и сушки светофильтра необходимо снять внутреннюю и внешнюю защитные пластины, затем протереть его чистой мягкой тканью, смоченной метиловым спиртом.
Кроме маски, полный комплект экипировки сварщика включает в себя специальный костюм, обувь и перчатки. Спецодежда для сварщика должна удовлетворять двум основным требованиям: ее наружная поверхность должна быть огнестойкой и термостойкой, а внутренняя (изнаночная) – влагопоглощающей. Исходя из этих требований, куртку и брюки шьют из брезента, парусины, замши и их комбинаций. Все они обрабатываются специальной пропиткой, которая придает им жаростойкость. Для одежды и обуви, защищающей от искр и расплавленного металла и выдерживающей прожигание не менее 50 с, ГОСТ предусматривает специальную пометку «Тр».
Экипировка сварщика обязательно включает в себя рукавицы или перчатки для защиты рук от контакта с нагретыми поверхностями и брызгами расплавленного металла.
Традиционная обувь для сварщиков – сапоги с укороченными голенищами или кожаные ботинки. Категорически запрещается работать в обуви с открытой шнуровкой или металлическими гвоздями в подошве.
Назад: Свойства сварочной дуги
Дальше: Основы газовой (газопламенной) сварки

