Книга: Сварочные работы. Практическое пособие
Назад: Пожарная безопасность
Дальше: Особенности сварки различных металлов
Деформации при сварке
Деформации деталей при сварке происходят из-за образования внутренних напряжений. Их причинами являются температурные деформации вследствие местного нагрева, усадка наплавленного металла и фазовые превращения, происходящие в металле при охлаждении (рис. 45).
В результате местного нагрева при сварке происходит значительное местное расширение металла, в то время как остальная часть изделия остается в холодном состоянии. Это приводит к образованию внутренних напряжений и к изгибам элементов конструкции. И чем выше температура нагрева, а также чем больше коэффициент линейного расширения и ниже теплопроводность металла, тем больше тепловые напряжения и деформации в свариваемом шве. Усадка металла, происходящая вследствие уменьшения объема жидкого металла при затвердевании, является второй по значимости причиной появлений внутренних напряжений.
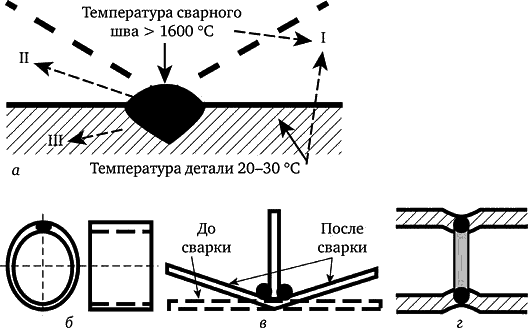
Рис. 45. Деформации при сварке:
а – причины деформаций (I – температурная деформация из-за разности температур сварного шва и детали; II – усадка сварного шва при кристаллизации; III – усадка в результате фазовых превращений); б – искривление продольной оси из-за продольного сварного шва или газового реза; в – деформация грибовидной формы из-за усадки сварного шва; г – усадка трубы от кольцевого сварного шва
Фазовые превращения при охлаждении нагретого при сварке металла также сопровождаются изменением объема металла. У малоуглеродистых сталей это вызывает изменение примерно 1 % объема; стали, содержащие более 0,35 % углерода, и большинство склонных к закалке легированных сталей дают значительные объемные изменения. Все это приводит к образованию внутренних напряжений.
Полностью избежать деформаций при сварке не удается, но уменьшить их до приемлемых значений можно правильным выбором вида сварки и технологии ее осуществления. Например, электродуговая сварка, при которой изделие получает сосредоточенный нагрев, вызывает коробления меньше, чем сварка газовым пламенем, при которой нагревается значительный участок детали. Деформации при сварке плавлением больше, чем при сварке давлением.
Уменьшения внутренних напряжений достигают следующими мерами. Количество сварных швов, их протяженность и сечение должны быть минимальными в соответствии с прочностным расчетом конструкций. Не рекомендуются перекрещивающиеся швы. Симметричное расположение швов значительно снижает деформацию конструкции. Стыковые швы более желательны, чем угловые.
Некоторое уменьшение коробления изделия достигается отводом тепла со свариваемого участка подкладыванием медной пластинки с обратной стороны шва, прикладыванием около шва асбеста, смоченного водой, и т. п.
Коробление можно уменьшить и путем уравновешивания образовавшихся деформаций. Места соединения деталей разбивают на участки, сварка которых ведется в таком порядке, чтобы деформации, получаемые при сварке на отдельных участках, были равны по величине и противоположны по направлению. Например, при сварке двутавровой балки из трех частей можно применять очередность сварки отдельных участков, показанную на рис. 46, а.
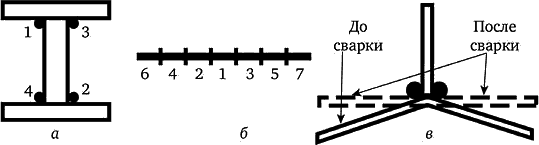
Рис. 46. Снижение деформаций изделий:
а – изменение порядка сварки; б – обратноступенчатая вразброс сварка; в – обратный изгиб деталей перед сваркой
Значительное уменьшение деформации достигается способом «обратноступенчатой» сварки. При этом способе кромки соединяемых деталей сваривают в последовательности, показанной на рис. 46, б. Коробление изделия в данном случае получается значительно меньше, так как деформации коротких швов не в состоянии вызывать значительную деформацию всего изделия.
Уменьшить коробление свариваемых изделий можно также способом обратных деформаций. В этом случае соединяемые детали предварительно отгибают в сторону, обратную сварочным деформациям (рис. 46, в). Тогда в процессе сварки они, деформируясь, принимают требуемую или близкую к требуемой форму.
Широко применяется также способ жесткого закрепления свариваемых деталей с помощью различных приспособлений или путем прихватки, т. е. предварительной сварки кромок в нескольких точках по длине сварки.
На 85–90 % остаточные напряжения при сварке снижаются при высоком отпуске сварных конструкций – нагреве до 550–680 °C и постепенном охлаждении на воздухе. При местном отпуске нагревается часть конструкции около сварного соединения; после остывания остаточные напряжения сохранятся, но будут меньшими по величине. Иногда проводят поэлементный отпуск отдельных сборочных элементов, и только после этого проводят окончательную сборку конструкции.
Снижение деформаций происходит при проковке металла после сварки по горячему металлу или после полного остывания детали. Так, многослойная сварка обычно выполняется каскадным способом или горкой. При этом хорошие результаты дает послойная проковка шва (кроме первого и последнего слоя). Швы накладывают с таким расчетом, чтобы последующий шов вызывал деформации, обратные возникшим от предыдущего шва. Последовательность выполнения швов должна допускать свободную деформацию элементов конструкций. Например, при сварке настила из нескольких листов следует в первую очередь выполнить швы, соединяющие листы полос, и лишь затем швы, соединяющие эти полосы между собой.
В борьбе с деформациями наиболее эффективны те мероприятия, которые выполнены до сварки: рациональное конструирование изделия, обоснование минимально допустимых размеров швов, выбор способов сварки с наименьшими погонными энергиями, предотвращение одностороннего расположения сварных швов, использование соединений с отбортовкой кромок вместо нахлесточных или стыковых соединений, выбор рациональной последовательности сварки.
У сталей, склонных к образованию закалочных структур, резкое охлаждение шва и околошовной зоны вызывает значительные внутренние напряжения и даже появление трещин в наплавленном металле. Для уменьшения разности температур в изделии и обеспечения медленного охлаждения применяют предварительный подогрев изделия. При сварке в условиях низких температур такой подогрев обязателен даже для низкоуглеродистых сталей. Иногда газовым пламенем или другими способами уже после сварки проводят местный нагрев тех зон, последующая усадка которых также уменьшает деформации изделия.
Для снятия внутренних напряжений иногда применяют специальную термическую обработку сварных изделий: отжиг или нормализацию. Отжиг бывает полный или низкотемпературный. Полный отжиг заключается в нагреве изделия до температуры 800–950 °C, выдержке при этой температуре и последующем медленном охлаждении. В результате такой обработки пластичность и вязкость наплавленного металла и металла ЗТВ возрастают, а твердость металла снижается. При этом в сварном изделии полностью снимаются внутренние напряжения. Низкотемпературный отжиг (или высокий отпуск) заключается в нагреве сварного изделия до температуры 600–650 °C, выдержке при этой температуре и последующем охлаждении. Так как температура нагрева ниже критической, то структурных изменений в металле не происходит. При меньших температурах нагрева сварочные напряжения снимаются частично.
Нормализация производится нагревом изделия до температуры на 30–40 °C выше критической, выдержкой при этой температуре и охлаждением на воздухе. Такая обработка является наилучшей для сварных изделий, так как не только снимает внутренние напряжения, но и позволяет получить мелкозернистую структуру металла. Особенно следует рекомендовать нормализацию для сварных изделий из низкоуглеродистых сталей, содержащих менее 0,25 % углерода.
Назад: Пожарная безопасность
Дальше: Особенности сварки различных металлов

