Книга: Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
Назад: Приложение А Пиктограммы, применяемые при построении карт потока создания ценности
На главную: Предисловие
Приложение В
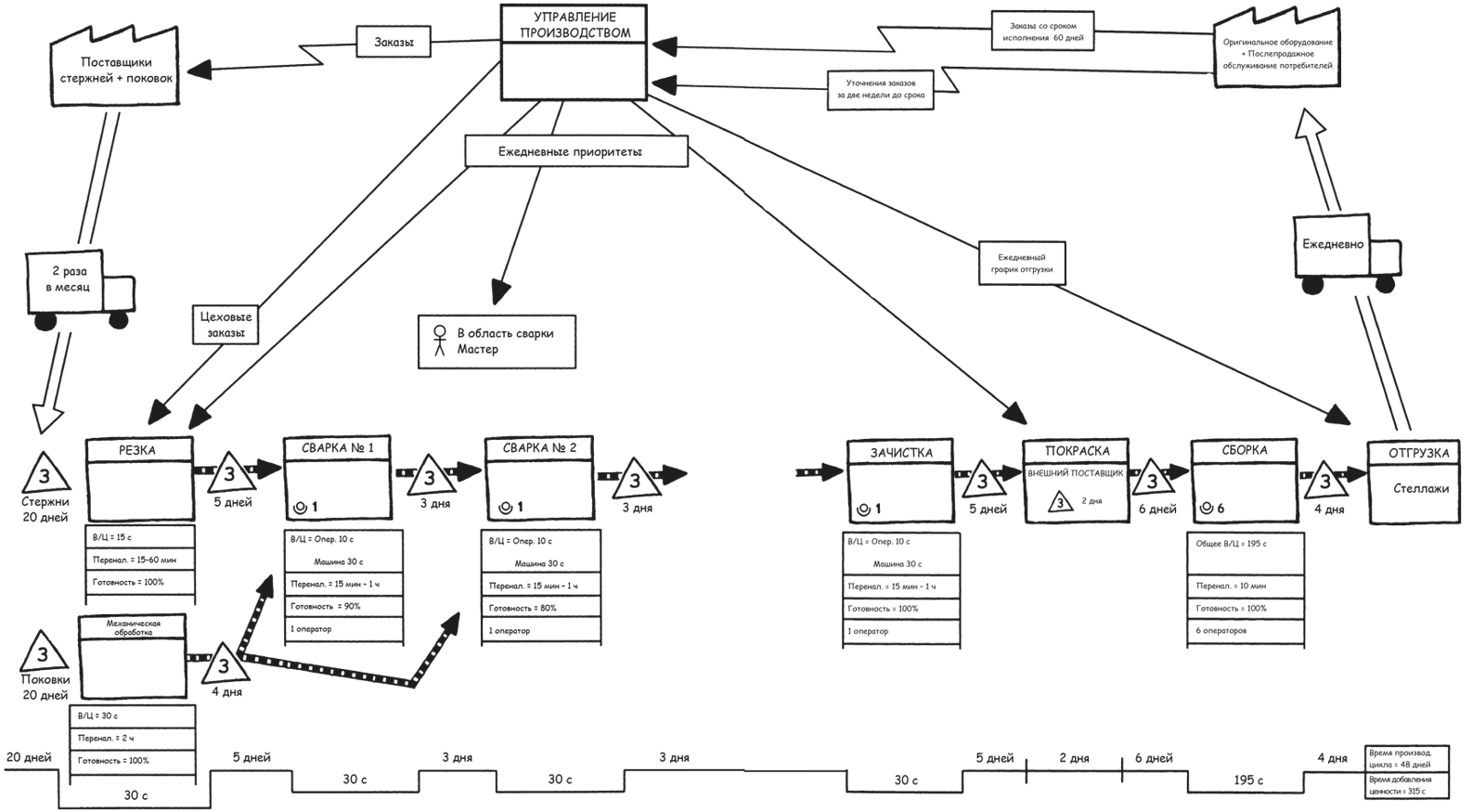
Текущее состояние TWI Industries
Приложение С
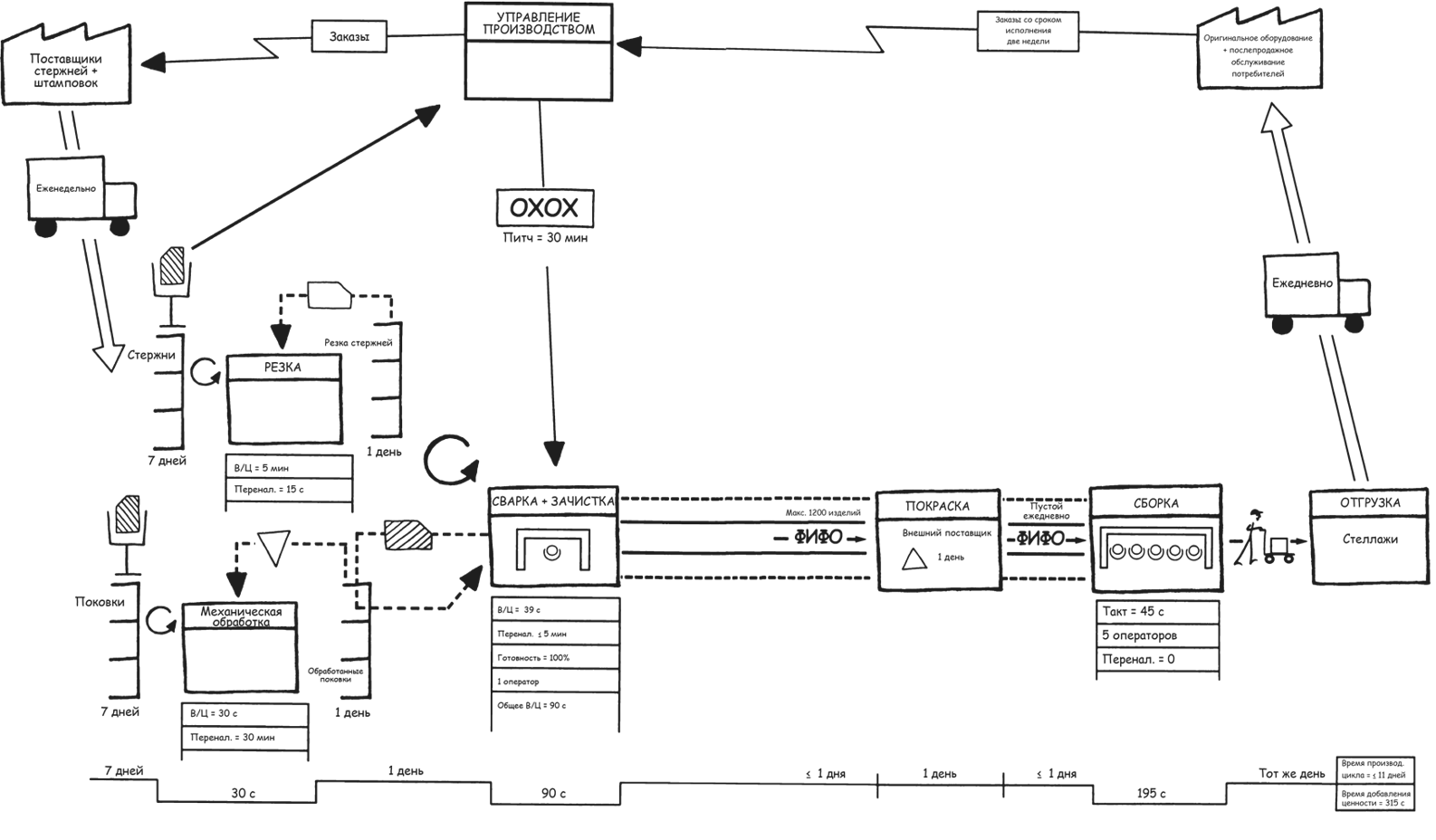
Будущее состояние TWI Industries
Комментарии к карте будущего состояния TWI Industries
Цех компании TWI Industries завален заказами, которые были переданы слишком быстро и тасуются, чтобы оптимизировать интервалы переналадки и удовлетворить наиболее срочные запросы потребителей. Если бы вместо того, чтобы спускать так много заказов в цех одновременно, компания TWI выдавала задание только на 30 минут работы (один питч) к первой сварочной операции и направляла его в очередь ФИФО («первый вошел – первый вышел»), то время выполнения заказа можно было бы сократить менее чем до трех дней (в эти же дни внешним поставщиком выполняется покраска). Для этого нужно сократить время переналадки сварочного аппарата и операции зачистки до пяти минут или менее, с тем чтобы различные конфигурации рулевых тяг могли производиться в последовательности, более близкой к той, с которой потребители делают заказы.Поскольку запросы потребителя к конфигурации рулевых тяг настолько меняются от заказа к заказу, что их можно рассматривать как сделанные на заказ, и время пополнения заказа все еще остается достаточно продолжительным, администрация TWI решила, что было бы непрактично держать готовые тяги в супермаркете в низовьях этого потока создания ценности. Поэтому TWI надо планировать работы выше по потоку, в данном случае на первой операции сварки, где возникает вариация продукции и, следовательно, надо использовать очередь ФИФО вниз по потоку от этой точки (обсуждение очереди ФИФО см. "Правила создания бережливого потока создания ценности"). Выпуская продукт, получаемый в течение 30 минут с питчем в 30 минут в этой точке графика (о задающем ритм процессе см. правило № 4), и выполняя процедуры ФИФO, компания TWI может избежать перепроизводства и выталкивания в этот поток длинной очереди ФИФО.TWI может создать непрерывный поток, идущий через операции сварки и зачистки, которыми в этом случае сможет управлять один оператор, загружающий и передающий детали от одного автоматического станка к другому. Компании TWI следует сделать прохождение операций сварки/зачистки быстрее, чем время такта в 45 секунд, – примерно за 39 секунд, чтобы оставить время для 12 переналадок в течение смены. Поскольку при сборке не надо тратить время на переналадку, время цикла сборки может быть ближе к времени такта, что позволяет держать на сборке пятерых операторов.В данном случае питч в 30 минут основан на среднем объеме заказа в 50 изделий и на том факте, что для потока сварки/зачистки нужна пятиминутная переналадка оборудования между заказами. При потребительском спросе 600 изделий за смену и времени цикла 39 секунд остается один час для 12 переналадок оборудования между питчами. Чтобы установить величину питча, отделу управления производством приходится объединять маленькие заказы и разбивать большие заказы на единицы по 50 изделий. Отделу управления производством надо также ввести выравнивание номенклатуры продуктов, чтобы уменьшить размеры супермаркетов нарезанных стержней и обработанных штамповок. Поэтому TWI будет выполнять заказы не в соответствии с точной последовательностью их поступления, но очень близко к ней.С учетом описанных выше изменений потребители компании TWI могут теперь размещать свои заказы всего за две недели. Производство заготовок стержней и обработанных штамповок, которые не столь разнообразны, как готовые рулевые тяги, может управляться вытягивающими системами супермаркета. Аналогичным образом неразрезанные прутки и необработанные заготовки можно заказывать путем извлечения из супермаркетов сырья. Это освобождает отдел управления производством от необходимости рано распределять заказы, чтобы инициировать работу автоматизированной системы MRP.
Форма для отзывов читателей
Мы старались сделать эту рабочую книгу легкой, с простыми инструкциями и понятными примерами. Однако, основываясь на многолетнем опыте, мы можем сказать, что даже простейшие концепции трудно применять в сложных условиях. Поэтому нам нужна ваша помощь. Мы подготовили эту простую форму, чтобы вы могли помочь нам сделать книгу «Учитесь видеть бизнес-процессы» лучше. Мы будем очень признательны, если, после того как вы построите свои карты потока создания ценности, вы ответите на три простых вопроса. Форму можно выслать по факсу. На базе изучения ваших отзывов мы подготовим новое издание этой книги и через нашу страничку в Интернете уведомим сообщество сторонников бережливого производства о выходе книги.
1. Какие проблемы возникали у вас при построении карты потока создания ценности?
_____________________________________________
2. Укажите, что надо изменить в этой книге, чтобы инструмент построения карты потока создания ценности стал более полезным.
_____________________________________________
3. Строили ли вы карты потока создания ценности для процессов, кроме производства отдельных деталей (например, в производстве сырья, промышленных процессах, дистрибуции и сфере услуг), которыми вы могли бы поделиться с участниками сообщества сторонников бережливого производства? _____________________________________________
Пожалуйста, присылайте эти формы в Lean Enterprise Institute
по факсу: +1 (617) 871-2999;
по почте: LEI, One Cambridge Center, Cambridge, MA 02142 USA;
по e-mail: ; .

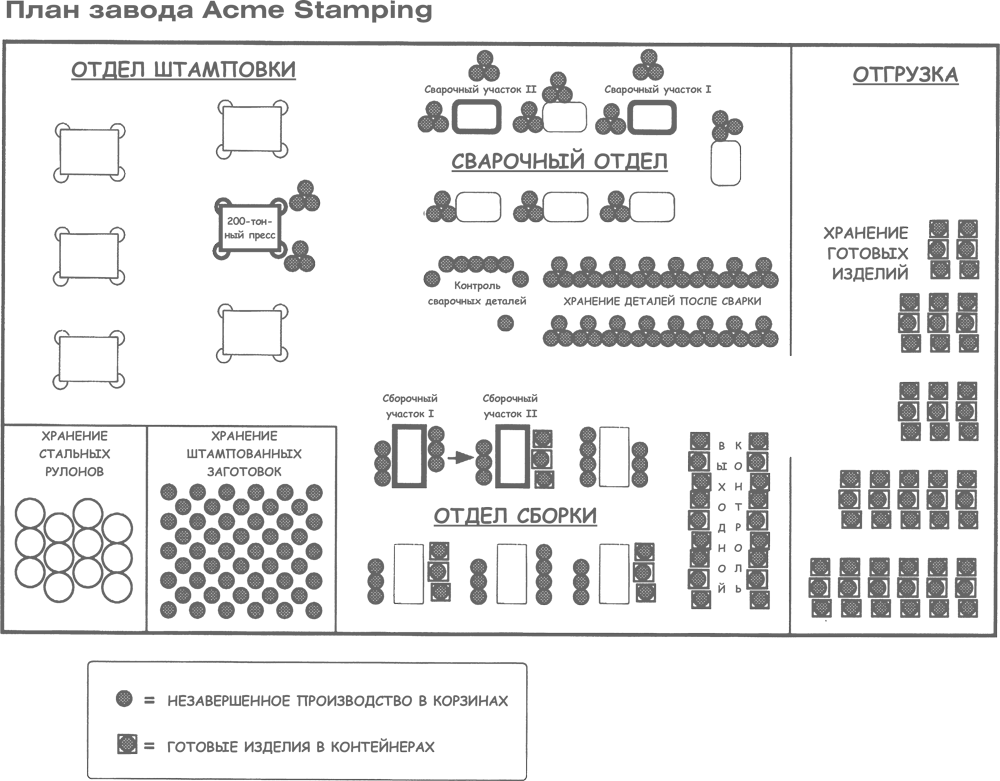
Параметры процессов Acme Stamping
Компания Acme Stamping производит некоторые компоненты для сборочных автомобильных заводов. Рассматриваемый пример касается одного продуктового семейства, а именно производства стальных кронштейнов рулевого управления, выпускаемых в двух вариантах: для левостороннего и для правостороннего руля управления одной и той же модели автомобиля. Эти узлы поставляются на сборочный завод State Street Automotive Assembly (потребитель).Производственный процесс
• Процессы завода Acme для этого продуктового семейства включают штамповку металлических деталей, сопровождаемую сваркой и последующей сборкой. Затем узлы устанавливаются на стеллажи и ежедневно отгружаются на сборочный завод.• Для перехода с производства левостороннего кронштейна на производство правостороннего требуется часовая переналадка пресса и десятиминутная смена сварочных приспособлений.• Стальные рулоны поставляются Michigan Steel Co. Их поставки на завод Acme осуществляются по вторникам и четвергам.Запросы потребителя• 18 400 изделий в месяц:– 12 000 изделий в месяц типа Л;– 6400 изделий в месяц типа П.• Завод потребителя работает в две смены.• В каждом возвращаемом контейнере находится 20 кронштейнов, каждая палета вмещает по 10 контейнеров. Потребитель заказывает контейнерами.• Одна ежедневная поставка на грузовике.Рабочее время• 20 рабочих дней в месяц.• Две рабочие смены во всех производственных отделах.• Продолжительность каждой смены восемь часов и, если потребуется, сверхурочное время.• Два десятиминутных перерыва в течение каждой смены.Неавтоматизированные процессы прекращаются во время перерывов.Обеденный перерыв не оплачивается.Отдел управления производством завода Acme• Получает прогнозы сборочного завода State Street Assembly на 90/60/30 дней и вводит их в автоматизированную систему MRP.• При помощи MRP предоставляет шестинедельный прогноз на завод Michigan Steel Co.• Обеспечивает поставку стальных рулонов, еженедельно отправляя заказ по факсу в Michigan Steel Co.• Ежедневно получает точный заказ от State Street.• Используя автоматизированную систему MRP, устанавливает требования для отделов на основе заказов потребителя, уровни запасов незавершенного производства, определяет отходы и простои.• Выпускает еженедельные графики работ для процессов штамповки, сварки и сборки.• Планирует ежедневную работу отдела отгрузки.Информация о процессахВсе процессы выполняются в указанном ниже порядке, и каждое изделие проходит через все процессы.1. Штамповка (на прессе штампуются детали для многих продуктов Acme):– автоматизированный пресс на 200 тонн с автоматической подачей стальных рулонов;– время цикла: 1 секунда (60 штук в минуту);– время переналадки: 1 час (от одного варианта к другому);– надежность пресса: 85 %;– хранение запасов:– 5 дней, стальные рулоны до штамповки;– 4600 готовых изделий типа Л;– 2400 готовых изделий типа П.2. Сварочный участок I (сконфигурированный для данного продуктового семейства):– ручной процесс, выполняемый одним оператором;– время цикла: 39 секунд;– время переналадки: 10 минут;– надежность: 100 %;– хранение запасов:– 1100 штук типа Л;– 600 штук типа П.3. Сварочный участок II (сконфигурированный для данного продуктового семейства):– ручной процесс, выполняемый одним оператором;– время цикла: 46 секунд;– время переналадки: 10 минут;– надежность: 80 %;– хранение запасов:– 1600 штук типа Л;– 850 штук типа П.4. Сборочный участок I (сконфигурированный для данного продуктового семейства):– ручной процесс, выполняемый одним оператором;– время цикла: 62 секунды;– время переналадки: не требуется;– надежность: 100 %;– хранение запасов:– 1200 штук типа Л;– 640 штук типа П.5. Сборочный участок II (сконфигурированный для данного продуктового семейства):– ручной процесс, выполняемый одним оператором;– время цикла: 40 секунд;– время переналадки: не требуется;– надежность: 100 %;– хранение запасов готовых товаров на складе:– 2700 штук типа Л;– 1440 штук типа П.6. Отдел доставки:– забирает детали со склада готовых изделий и раскладывает их на стеллажах для отгрузки потребителю.

Я счастливый человек, ведь у меня такая прекрасная работа: искать и издавать умные книги, общаться с их авторами, узнавать от них много нового и интересного.
Издав несколько сотен деловых и развивающих книг, могу уверенно сказать, что книга для автора почти всегда – не цель, а результат. В какой-то момент автор понимает, что обладает уникальным опытом, рассказ о котором поможет другим людям стать лучше и узнать о жизни что-то полезное. Через некоторое время это понимание становится настолько осознанным, что в прямом смысле слова доводит автора до ручки (или до клавиатуры), заставляя написать книгу.
Вполне возможно, что Вы, читающий эти строки сейчас, – потенциальный автор книги, которая станет бестселлером и даст людям нужные знания и навыки.
Мы будем очень рады стать издателем Вашей книги! Наша креативная команда приложит все усилия, чтобы Ваша книга получилась красивой и качественной, чтобы она была заметна в магазинах, чтобы ее активно обсуждали.
Присылайте нам Ваши рукописи,
Вам понравится работать с нами!
С уважением,Сергей Турко,кандидат экономических наук,главный редактор издательства «Альпина Паблишер»
Заходите сюда
Назад: Приложение А Пиктограммы, применяемые при построении карт потока создания ценности
На главную: Предисловие

