Книга: Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
Назад: Часть II: Карта текущего состояния
Дальше: Каковы наши текущие достижения?
Построение карты текущего состояния
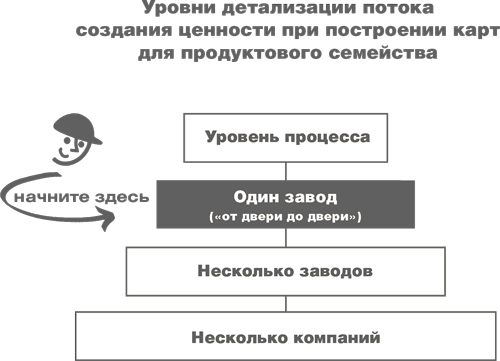
Проектирование будущего состояния начинается с анализа текущей производственной ситуации. В этом разделе показано, как создать карту текущего состояния на примере простого завода, который мы назовем Acme Stamping. Построение карты начинается с уровня производственного потока ценностей на заводе – «от двери до двери». На эту карту вы наносите названия обобщенных процессов, например «сборка» или «сварка», не указывая каждый шаг процесса.
Для изображения процессов и потоков мы используем ряд символов, или иконок (пиктограмм), которые показаны в начале книги. Вы можете разработать собственные дополнительные символы, однако используйте их в вашей компании последовательно, чтобы каждый мог знать, как строить и понимать карты, которые нужны вам для создания бережливого производства.
Как только вы увидите весь поток на вашем заводе, можете изменить уровень детализации, описав каждый шаг внутри процесса или пытаясь охватить внешний поток создания ценности, поступающий на ваш завод.
НЕСКОЛЬКО СОВЕТОВ ПО ПОСТРОЕНИЮ КАРТ
• Всегда самостоятельно собирайте информацию о текущем состоянии, двигаясь по фактическим путям материальных и информационных потоков.• Сначала быстро пройдите вдоль всего пути потока создания ценности в цехе, чтобы получить ощущение потока и понять последовательность процессов. После быстрого прохождения этого пути идите назад и собирайте информацию там, где выполняется каждый процесс.• Начинайте с конца – с отгрузки – и идите вверх по потоку; не начинайте с получения сырья (и далее вниз). Таким образом, вы начнете с процессов, которые имеют наиболее тесные связи с потребителем и которые должны определять темп для других процессов выше по потоку.• Принесите секундомер и не полагайтесь на стандарты времени или не полученную лично вами информацию. Цифры в документах редко отражают реальное текущее состояние. Данные в файлах могут относиться к периодам времени, когда все процессы шли нормально, например переналадка оборудования, которая в начале этого года или в течение недели с момента открытия завода занимала три минуты, теперь может длиться намного дольше. Ваша способность представлять себе будущее состояние зависит от внимательности при личном посещении рабочих участков, понимания сути и темпа процессов. (Возможными исключениями из этого правила могут быть данные по готовности оборудования, нормы на отходы/переделки и время переналадки оборудования.)• Карту всего потока создания ценности стройте сами, даже если в процесс вовлечены несколько человек. Смысл построения карты состоит в понимании потока создания ценности как единого целого. Если разные люди строят различные сегменты, то никто не сможет осмыслить целое.• Всегда выполняйте построение карты вручную, с помощью карандаша. Начните делать черновой набросок потока непосредственно в цехе, когда проводите анализ текущего состояния. Затем исправляйте его также вручную, карандашом. Не поддавайтесь искушению использовать компьютер.Всегда стройте карту карандашом и от руки
Рисовать вручную карандашом можно сразу, прямо в цехе. В процессе построения карты вы будете обдумывать, какая информация понадобится в дальнейшем.Построение карты вручную означает: вы можете выполнить эту работу лично, что особенно важно для понимания материальных и информационных потоков.Рисование от руки означает, что вы концентрируете свое внимание на понимании анализируемого потока, а не на использовании компьютера. Цель построения карты – не сама карта, а понимание материального и информационного потоков.С приобретением достаточных навыков выполнения работы вручную повысятся ваши способности визуализировать процессы с помощью карт. Держите под рукой ластик!
Для начала рассмотрите ряд данных Acme Stamping в конце этой книги и используйте ее в качестве справочника, по мере того как мы будем строить карту текущего состояния Acme. Приобретите также несколько листов бумаги формата А3, которые хорошо подходят для наших целей, и карандаш, чтобы рисовать вместе с нами.
Продуктовое семейство завода Acme, для которого будет строиться карта, включает стальные штампованные кронштейны крепления вала рулевого управления. Они крепят рулевую колонку к кузову автомобиля и производятся в двух вариантах: для автомобилей с левым и правым расположением руля. Рассматриваемое в данном примере семейство продукции не отличается разнообразием, поскольку не имеет других различий, кроме левостороннего и правостороннего вариантов.
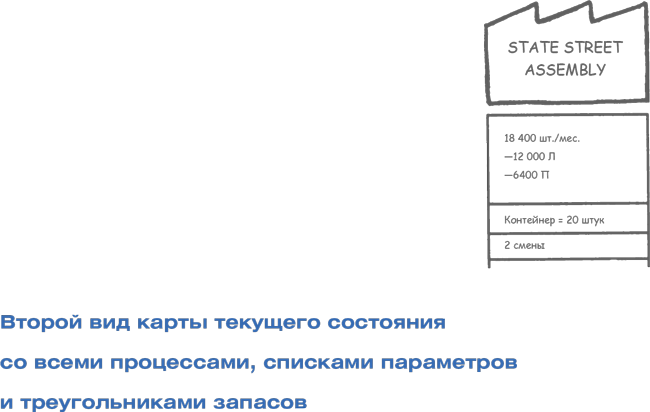
Построение первой карты ограничивается потоком продукции внутри завода Acme от двери до двери, начиная с поставки основных материалов (рулонной стали) и заканчивая отгрузкой готовых кронштейнов потребителю Acme, сборочному заводу State Street Automotive Assembly. Построение карты начинается с отражения запросов потребителя. Мы представим сборочный завод потребителя пиктограммой «завод», расположенной в правой верхней части карты. Под этой пиктограммой мы нарисуем список параметров, где запишем требования потребителя Acme – сборочного завода.
Примечание
Как показано в книге «Бережливое производство», для начала любых действий по совершенствованию очень важно четко понимать ценность продукции в глазах конечного потребителя. В противном случае вы рискуете осуществить такие улучшения потока создания ценности, которые дадут конечному потребителю не то, чего он желает в действительности. Таким образом, построение карты начинается с запросов потребителя.
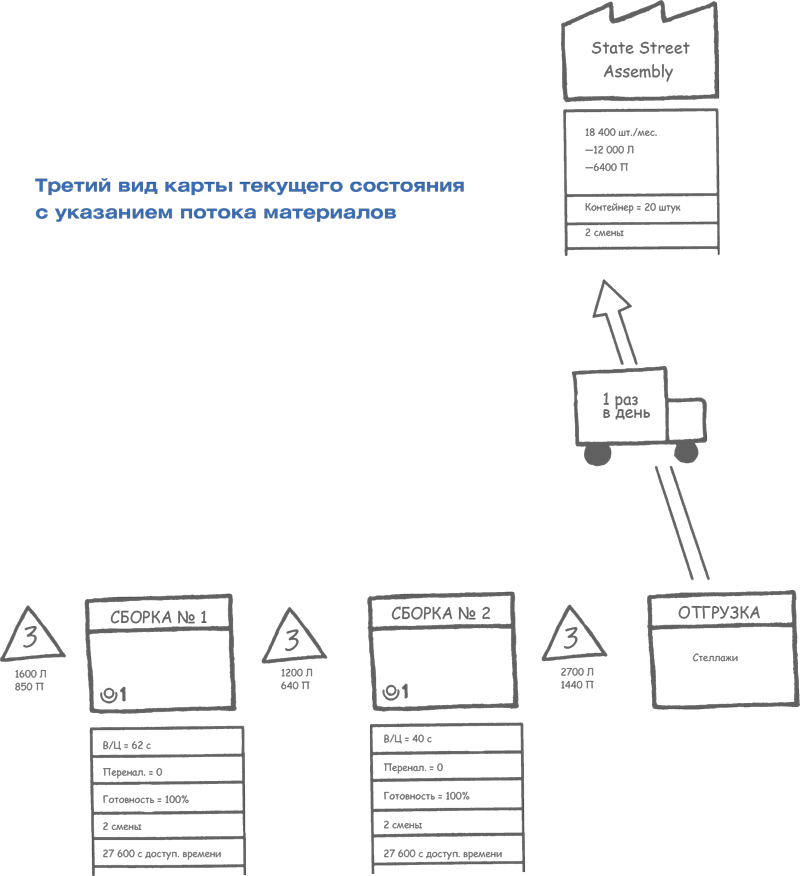
Завод State Street Assembly работает в две смены. Он потребляет 18 400 кронштейнов рулевого управления в месяц, поставка должна производиться ежедневно. Обычно каждый месяц требуется 12 000 левосторонних кронштейнов и 6400 правосторонних. State Street Assembly заказывает кронштейны палетами, загруженными многоразовыми контейнерами. В каждом контейнере умещается по двадцать кронштейнов, в палету помещается до десяти контейнеров. Потребитель заказывает контейнерами, поэтому одна упаковка – это контейнер с двадцатью деталями. В одной палете поставляются либо левые, либо правые кронштейны.
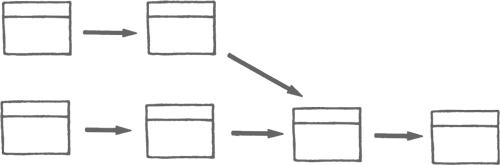
Следующий шаг построения карты – показ основных производственных процессов. Чтобы изобразить процесс, мы используем прямоугольник. Основное правило для создания адекватной карты потока «от двери до двери» состоит в том, что каждый прямоугольник – это процесс, в котором материалы движутся по потоку. Поскольку, если строить прямоугольник для каждого шага отдельного процесса, карта станет слишком громоздкой, мы используем прямоугольники для изображения группы процессов, где в идеале поток движется непрерывно. Прямоугольник заканчивается, когда процесс прерывается и материальный поток останавливается.
Например, процесс сборки, осуществляемый на нескольких связанных рабочих местах, даже если между ними есть некоторые межоперационные запасы, можно изобразить в виде одного прямоугольника. Но если один процесс сборки оторван от следующего процесса ниже по потоку и между ними накапливаются заготовки, которые передаются партиями, в таком случае надо рисовать два процессных прямоугольника.
Таким же образом линию механической обработки, включающую, скажем, 15 последовательных операций (таких как сверление, прессование и т. д.), связанных перемещением деталей по линии между операциями, на карте потока создания ценности «от двери до двери» можно нарисовать одним прямоугольником, даже если между станками и скапливаются детали. (Если впоследствии будет разрабатываться детальная карта процессного уровня для участка механической обработки, нужно будет нарисовать отдельный прямоугольник для каждого конкретного шага механической обработки.) Однако если на заводе отдельные процессы обработки имеют существенные особенности, между ними скапливаются запасы деталей, из которых формируются партии, в таком случае каждый из них следует нарисовать в виде отдельного прямоугольника.
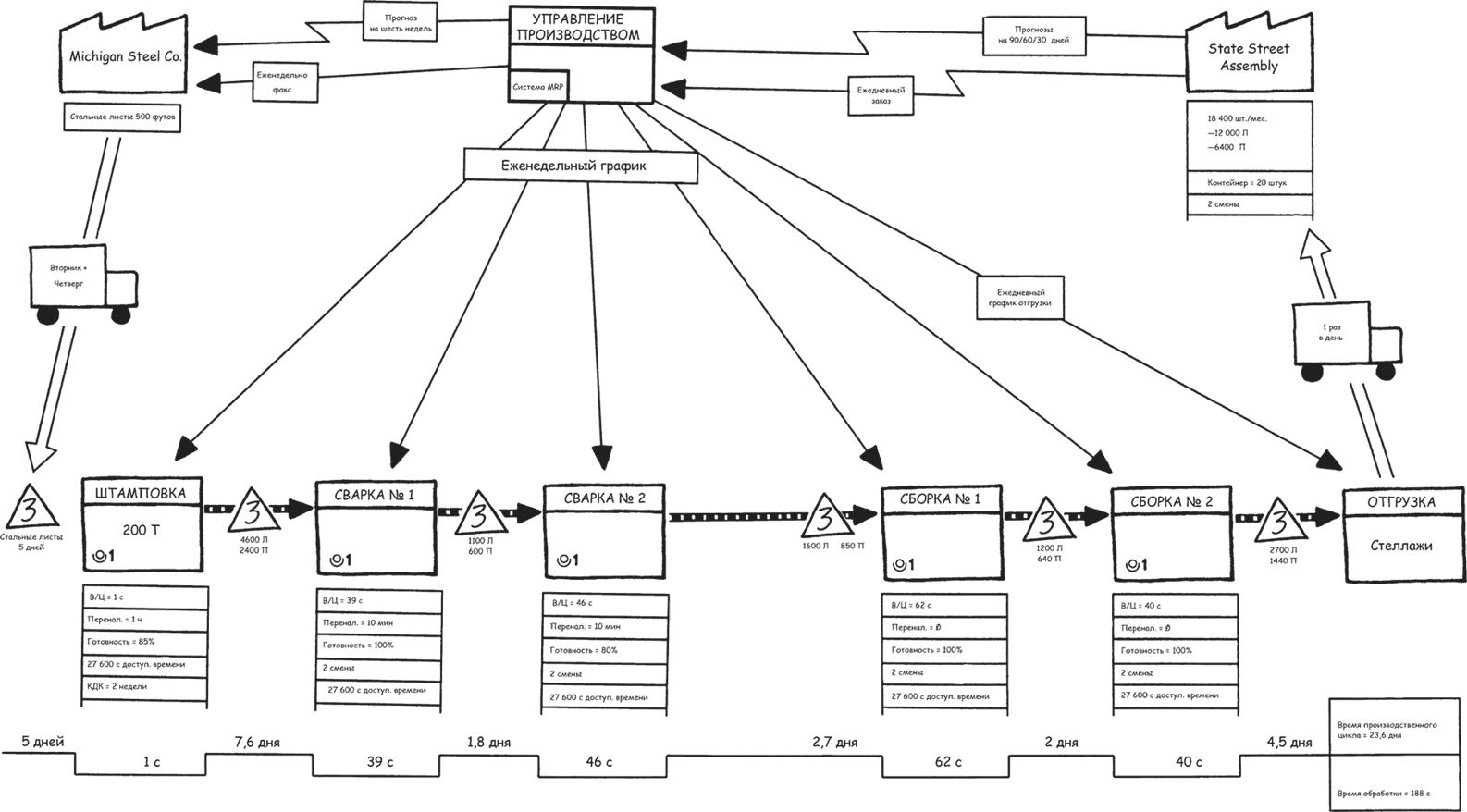
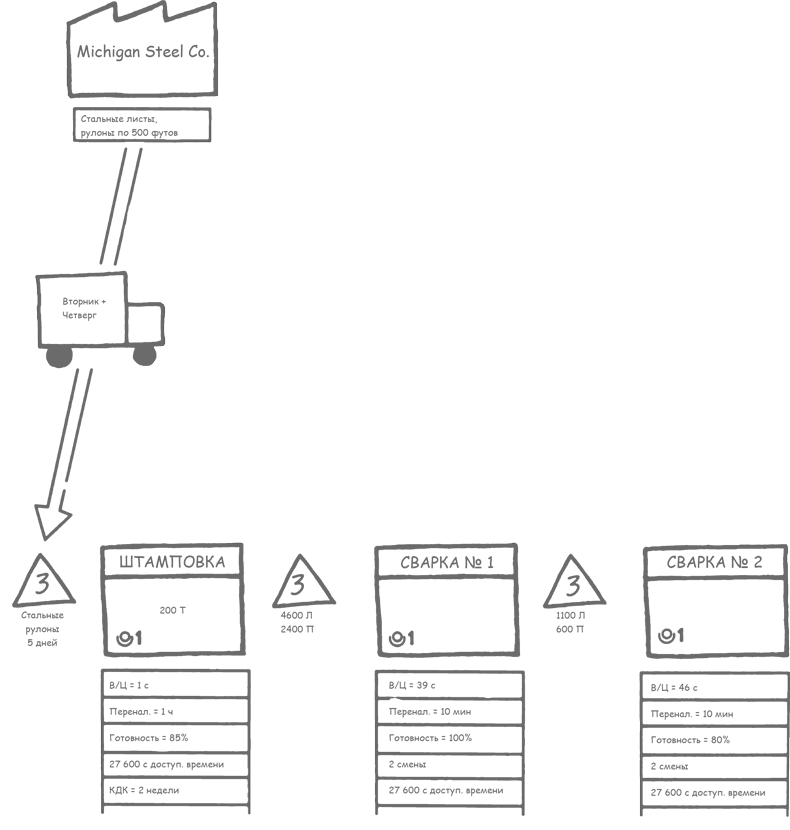
Материальный поток рисуется слева направо на нижней половине карты в том порядке, в котором идет обработка, а не в порядке физического расположения оборудования. В материальном потоке создания кронштейнов рулевого управления на заводе Acme Stamping мы обнаружили шесть процессов, которые выполнялись в следующем порядке:• Штамповка• Сварка 1• Сварка 2• Сборка 1• Сборка 2• Отгрузка
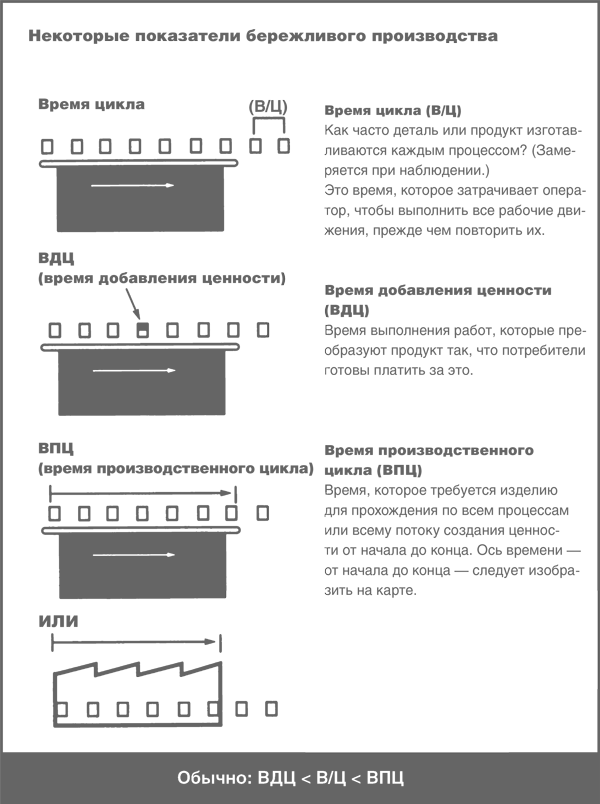
Чтобы помочь вам на начальном этапе, здесь приводится список типовых параметров каждого процесса:• В/Ц (время цикла)• Переналадка (время переналадки оборудования)• Готовность (готовность оборудования начать работу в любой момент)• КДК (объем партий продукции)• Число операторов• Число вариантов продукта• Объем упаковки• Рабочее время (все время минус перерывы)• Процент брака
На каждом сварочном и сборочном участке завода Acme выполняются независимые процессы, поскольку, как вы можете видеть на схеме завода (см. в конце этой книги), продукты не перемещаются в потоке от одного рабочего места (участка) к следующему. Детали перемещаются в поддонах и хранятся между участками. На карте текущего состояния потока создания ценности каждый из этих процессов представлен соответствующим блоком в цепочке слева направо в нижней половине страницы.
Примечание
В отличие от приведенного примера (завода Acme Stamping) многие потоки создания ценности сливаются друг с другом и с другими потоками. Нарисуйте такие потоки последовательно, один за другим, как показано здесь. Однако не старайтесь изобразить каждую ветвь, если их слишком много. Зарисуйте сначала ключевые компоненты, а другие уточните позже, если это понадобится.
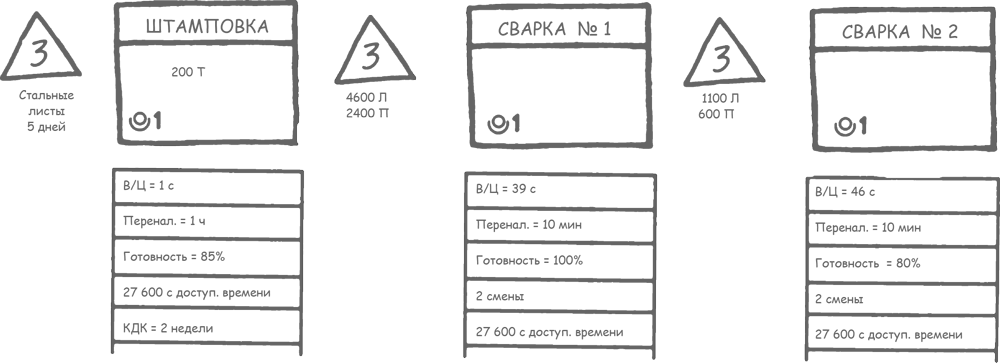
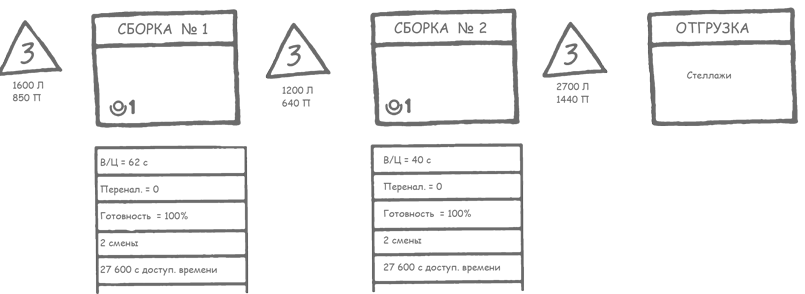
Когда вы исследуете этот поток в цехе, вам надо собрать данные, которые важны для принятия решения о том, каким должен быть поток будущего состояния. Поэтому под каждым прямоугольником, описывающим процесс, приводится таблица параметров этого процесса. После построения нескольких карт текущего и будущего состояний вы инстинктивно будете чувствовать, какая информация о процессе вам нужна. Начать вам поможет приведенный справа список.
На заводе Acme Stamping в таблице параметров под каждым шагом обработки записывается следующая информация: время цикла (время между моментами выхода из процесса деталей, в секундах); время переналадки оборудования для переключения производства от одного типа продукта на другой (в рассматриваемом случае это время переключения между производством левосторонних и правосторонних кронштейнов); число людей, нужных для выполнения процесса (которое можно показать пиктограммами оператора внутри прямоугольников); доступное рабочее время за одну смену, затрачиваемое на данный процесс (в секундах, минус интервалы перерывов, собраний и уборки помещений); информация о готовности оборудования.
В блоке данных процесса «штамповка» мы также показываем параметр КДК (что означает «каждая деталь каждые… (отрезок времени)»), который описывает объем партии продукции. Например, если вы переналаживаете оборудование для производства новых видов продукции каждые три дня, то объем партии равен примерно трехдневному выпуску.
Обратите внимание, что время цикла – это время между моментами выхода деталей в конце процесса, а не общее время цикла, которое требуется для прохождения одной детали через все шаги процесса.
К тому же имейте в виду, что доступное время работы, деленное на время цикла, умноженное на процент готовности, дает меру текущей мощности процесса при условии отсутствия переналадки.
Примечание
При построении карт потоков создания ценности в качестве единицы измерения интервалов времени циклов, тактов и доступного рабочего времени используются секунды. Многие умеют пользоваться десятичными долями минуты, но при применении этой единицы возникают ненужные сложности. Карта потока создания ценности – это инструмент, который должен быть простым и доступным для всех.

При обследовании участков, через которые проходит материальный поток продукции, вы находите места, где скапливаются запасы. Важно отметить эти точки на карте текущего состояния, поскольку они показывают места, где поток прерывается. Чтобы их отметить, мы используем предупреждающий треугольный знак. (Если запасы между двумя процессами накапливаются более чем в одном месте, нарисуйте треугольники для каждого такого места.)
На заводе Acme Stamping имеются запасы сырья, готовой продукции и промежуточные запасы продукции между отдельными процессами. Наблюдаемый объем запасов указывается под треугольниками.
После прохождения последнего рабочего участка завода Acme, где идет финальная сборка, кронштейны рулевого управления в контейнерах доставляются на склад (треугольник, указывающий на хранение). Затем в соответствии с ежедневным графиком отгрузки они размещаются на стеллажах в зоне отгрузки и ежедневно перевозятся грузовиком на сборочный завод потребителя. Картинка, изображающая грузовик, и широкая стрелка указывают на перевозку готовых изделий к потребителю. (Если удобно, придумайте картинку рельсовой или воздушной перевозки.)
На другом конце карты изобразим картинку завода – поставщика стальных листов. Мы используем такую же картинку грузовика и широкую стрелку, чтобы показать перевозку рулонов стали от поставщика на завод Acme. Поставщик материалов каждую неделю получает заказ от Acme и осуществляет доставку дважды в неделю. В списке параметров мы записываем, что объем поставки от поставщика составляет 500 погонных футов рулонов стального листа. (Другими словами, поставщик не может доставить меньше чем целый рулон, но может доставить любое число рулонов, если понадобится.) При поступлении стальных рулонов на завод Acme их размещают на складе, как показано в треугольнике запасов.
Примечание
Не наносите на карту каждую закупаемую деталь в вашем семействе продуктов. Покажите только поток для одного или двух основных видов сырья. Детализацию всех закупаемых деталей лучше сделать для карты на уровне процесса.
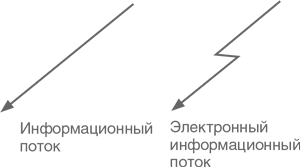
Но как завод Acme, каждый его процесс, каждый поставщик стальных листов узнают, сколько надо заготовить сырья и когда его доставить? Давайте рассмотрим второй аспект карты потока создания ценности – информационный поток. Для этого нам понадобится несколько дополнительных пиктограмм и стрелок, в частности узкая линия, показывающая информационные потоки. Если эта линия изображена в виде зигзагообразной молнии, это означает, что данные передаются электронным, а не бумажным способом. Маленькая пиктограмма в виде прямоугольника или узла используется для описания различных информационных потоков.
Информационный поток рисуется справа налево в верхней половине карты. В нашем примере с Acme Stamping мы рисуем информационный поток в обратном направлении: от завода State Street Assembly к отделу управления производством завода Acme Stamping и оттуда к поставщику – заводу стальных листов Michgan Steel. Обратите внимание на линии прогнозов и ежедневных заказов, поскольку это различные информационные потоки.
Отдел управления производством завода Acme изображен в виде прямоугольника процесса, в котором указано, что на Acme используется автоматизированная система планирования потребности в материалах (MRP) для составления графика работы в цехах. Отдел управления производством Acme собирает информацию от потребителей и в цехах, консолидирует и обрабатывает ее и посылает каждому производственному процессу конкретные инструкции о том, что надо произвести и когда. Этот отдел направляет в отдел отгрузки ежедневный график отгрузки.

Примечание
При составлении карты потоков в вашем цехе вы можете обнаружить, что имеете дело с более сложными информационными потоками, чем информационные потоки на заводе Acme Stamping. Например, во многих цехах мастера (супервайзеры) подсчитывают уровень запасов и корректируют на основе этой информации графики работы. Мы называем это планированием через наблюдение, на карте потока оно изображается в виде очков. Постарайтесь включить эти «неформальные» процессы составления графиков работ в описание вашей карты, используя информационные стрелки и названия информационных потоков. Не бойтесь, если это будет выглядеть беспорядочно. Видимо, так оно и есть!
Когда вы поймете, каким образом определяется, что надо сделать в каждом процессе для его потребителя (следующего процесса) и когда это должно быть сделано, вы сможете определить большую часть информации, нужной для построения карты: долю материалов, которые выталкиваются производителем, а не вытягиваются потребителем. Выталкивание означает, что процесс выпускает продукцию, не считаясь с реальными требованиями процесса потребителя ниже по потоку, т. е. выталкивает ее вперед.
Выталкивание – обычный результат работы по графику, составленному на основе предположений о том, что понадобится следующему процессу. К сожалению, делать это последовательно практически невозможно, поскольку графики изменяются, а производственный процесс редко выполняется в соответствии с планом. Когда каждый процесс выполняется по собственному графику, он работает как «изолированный островок», независимо от того, какого рода потребитель находится ниже по потоку. В каждом процессе самостоятельно устанавливаются объемы партий и темп производства исходя из собственного видения, а не видения всего потока создания ценности.
В такой ситуации предыдущие процессы будут иметь тенденцию выпускать изделия, которые не нужны последующим процессам (их потребителям) в настоящее время и которые будут выталкиваться на хранение. При таком способе работы процессов партиями и выталкиванием почти невозможно выстроить гладкий поток работ от одного процесса к другому, характерный для бережливого производства.

Чтобы отразить на карте перемещение выталкиваемых материалов, используйте полосатую стрелку. На заводе Acme Stamping только отдел отгрузки связан с потребителем. Все остальные процессы выпускают продукцию в соответствии с графиком, следовательно, передача изделий от одного процесса к другому происходит путем выталкивания. Поэтому мы рисуем стрелку выталкивания между всеми процессами.
Примечание
Будьте осторожны с перемещением материалов, которые многие называют вытягиваемыми, хотя на деле они все еще выталкиваются. (См. «Правила создания бережливого потока создания ценности», где обсуждаются вытягивающие системы супермаркета.) Чтобы перейти к вытягивающему производству, нужно производить и доставлять детали с применением канбан (информационной карточки о начале работы) и в том объеме, который указан в нем.Регулирование графика с помощью наблюдения не создает настоящего вытягивающего производства.

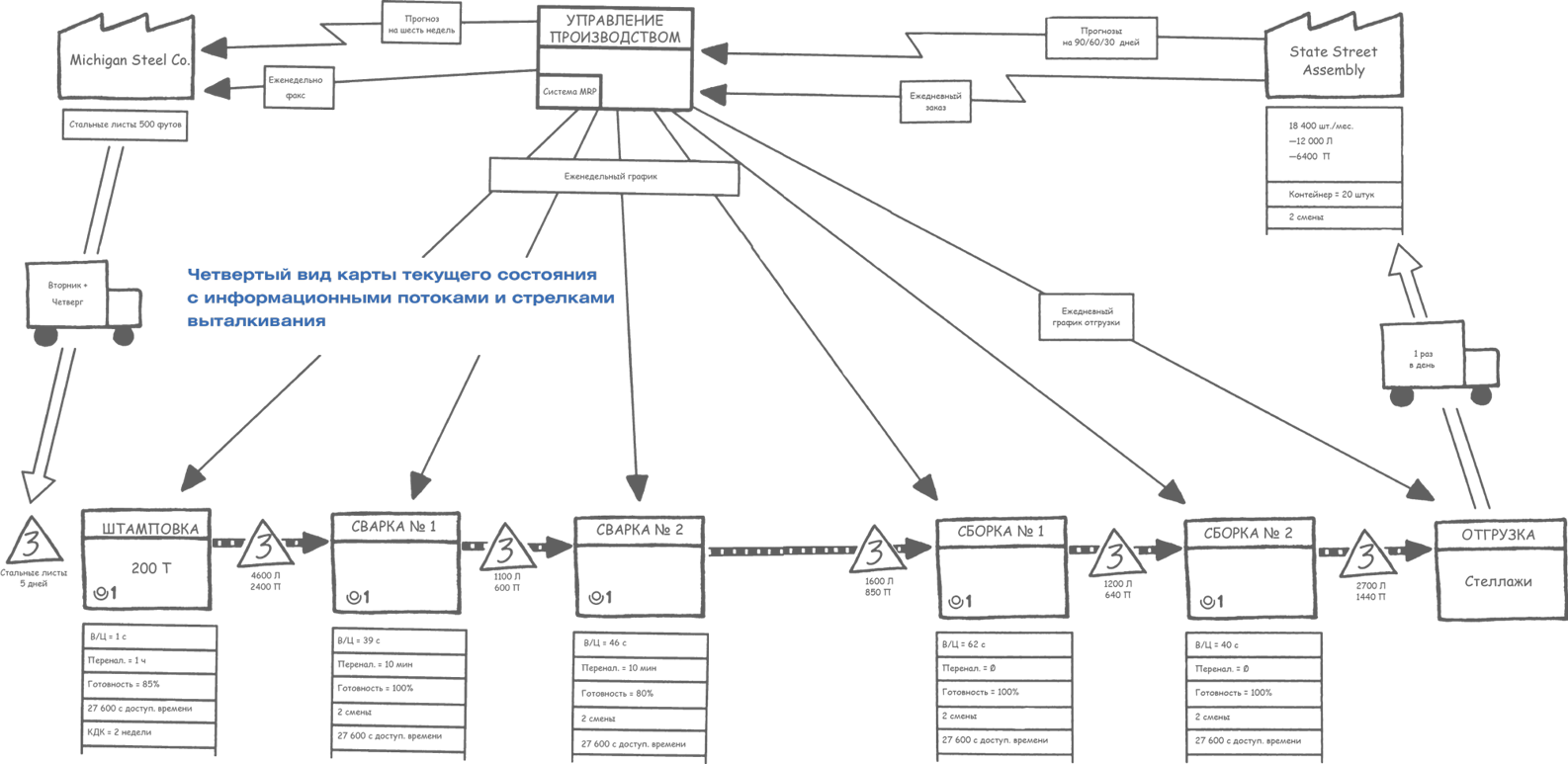
Глядя на почти законченную карту, вы можете понять, как в общем виде выглядят все карты потоков создания ценности. Поток материалов изображается слева направо в нижней части карты, а поток информации идет справа налево в верхней ее части. Теперь вы можете понять, чем отличается карта потока создания ценности от другого инструмента визуализации, используемого при анализе операций, – схемы компоновки оборудования. Карта потока создания ценности делает хаос событий, показанный на такой схеме завода, понятным и с точки зрения потока создания ценности, и с точки зрения потребителя продукции.

Используя данные наблюдений за текущими операциями, нарисованные или записанные на карте, мы можем подытожить текущее состояние этого потока создания ценности. Нарисуйте под прямоугольниками процессов и треугольниками запасов линию времени, на которой будет указываться время выполнения заказа, требуемое для прохождения одного изделия всего пути в цехе, начиная от поступления сырья и заканчивая отгрузкой потребителю.
Примечание
Чем меньше время выполнения вашего заказа на продукцию, тем короче интервал времени между оплатой сырья и получением платы за готовый продукт, изготовленный из полученных материалов. Уменьшение времени выполнения заказа на продукцию приводит к увеличению оборачиваемости запасов – показателю, с которым вы, возможно, уже знакомы.
Время выполнения заказа (в днях) для каждого треугольника запасов вычисляется следующим образом: количество запасов делится на ежедневный потребительский спрос. Суммируя время выполнения каждого процесса (прямоугольник) и время хранения запасов (треугольник) в материальном потоке, мы можем получить хорошую оценку общего времени производственного цикла. На заводе Acme Stamping эта оценка составляет 23,6 дня. (При вычислении общего времени выполнения заказа для карт с многочисленными потоками используйте в качестве времени выполнения заказа наиболее длительный путь.)
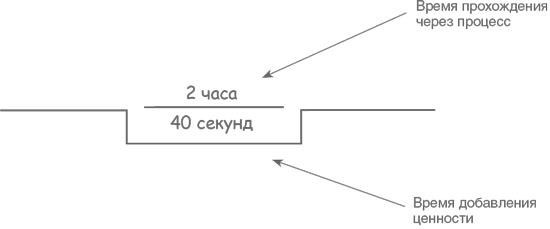
Теперь сложите только интервалы времени, добавляющие ценность, или интервалы обработки для каждого процесса в потоке создания ценности. Сравнив время добавления ценности или время обработки с общим временем прохождения заказа, вы будете потрясены. На заводе Acme Stamping общее время обработки, затрачиваемое на производство одного изделия, составляет только 188 секунд, в то время как на прохождение этого изделия через весь завод требуется 23,6 дня.
Примечание
На заводе Acme Stamping время прохождения заказа через процесс и время цикла – одно и то же. Однако во многих случаях время прохождения одного изделия через процесс больше времени цикла. Вы можете изобразить на карте время прохождения заказа через процесс и время добавления ценности следующим образом: